TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024080367
公報種別
公開特許公報(A)
公開日
2024-06-13
出願番号
2022193496
出願日
2022-12-02
発明の名称
レーザ加工装置
出願人
ビアメカニクス株式会社
代理人
弁理士法人近島国際特許事務所
主分類
B23K
26/00 20140101AFI20240606BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ガルバノスキャナの異常を検出可能なレーザ加工装置を提供する。
【解決手段】
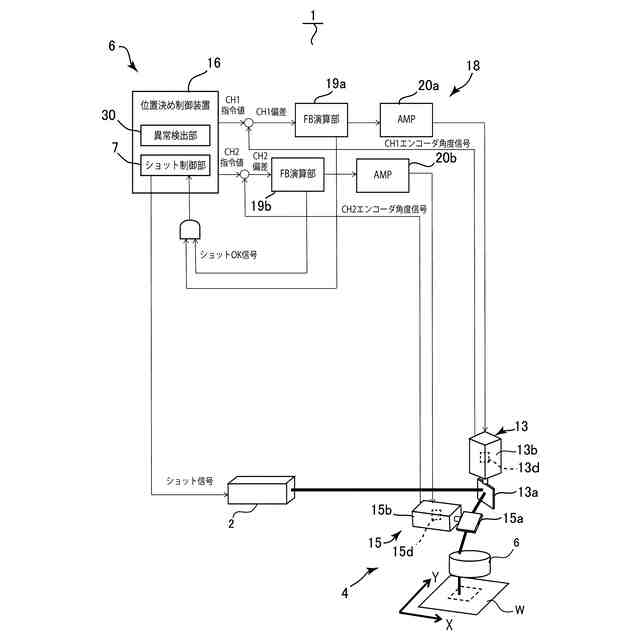
レーザ加工装置(1)は、レーザ源(2)と、ミラー(13a,15a)と、ミラーを回転駆動させる駆動源(13b,15b)と、ミラーの回転角度を検出する角度検出手段(13d,15d)と、を有し、レーザ源から出射されたレーザビームを前記ミラーにより偏向可能なガルバノスキャナ(13,15)と、ガルバノスキャナを制御する制御手段(6)と、を備え、制御手段は、前記ガルバノスキャナのミラーを回転駆動させた際に前記ガルバノスキャナが整定するまでの整定時間を測定し、前記整定時間が所定時間よりも長い場合、前記ガルバノスキャナの異常を報知するように構成されている。
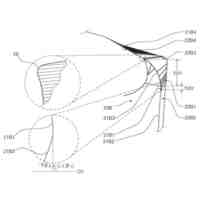
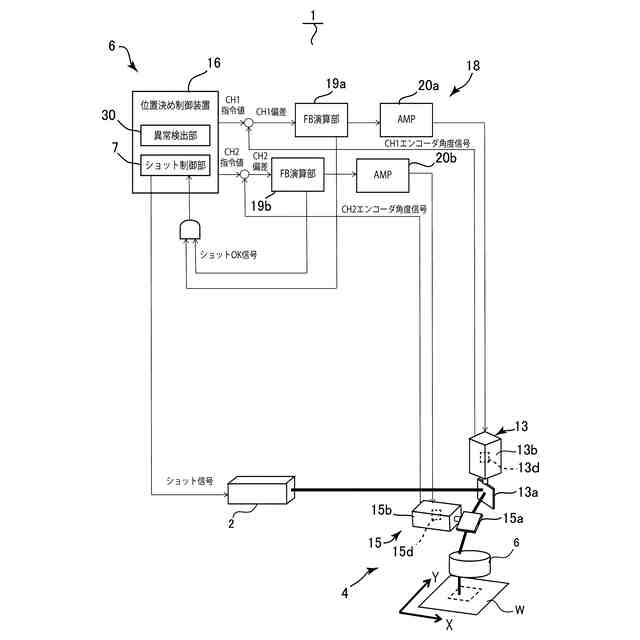
【選択図】図1
特許請求の範囲
【請求項1】
レーザ源と、
ミラーと、前記ミラーを回転駆動させる駆動源と、前記ミラーの回転角度を検出する角度検出手段と、を有し、前記レーザ源から出射されたレーザビームを前記ミラーにより偏向可能なガルバノスキャナと、
前記ガルバノスキャナを制御する制御手段と、を備え、
前記制御手段は、前記ガルバノスキャナのミラーを回転駆動させた際に前記ガルバノスキャナが整定するまでの整定時間を測定し、前記整定時間が所定時間よりも長い場合、前記ガルバノスキャナの異常を報知するように構成されている、
ことを特徴とするレーザ加工装置。
続きを表示(約 340 文字)
【請求項2】
前記制御手段は、所定の角度範囲において、一定角度毎に前記ガルバノスキャナのミラーを位置決めし、各位置に位置決めする際に必要とした整定時間を測定すると共に、測定された複数の整定時間の内、少なくとも1つの整定時間が前記所定時間よりも長い場合、前記ガルバノスキャナの異常を報知するように構成されている、
ことを特徴とする請求項1記載のレーザ加工装置。
【請求項3】
前記制御手段は、前記測定された複数の整定時間の一部が前記所定時間よりも長い場合と、前記測定された複数の整定時間の全部が前記所定時間よりも長い場合と、で、前記ガルバノスキャナの異常を報知する報知の態様が異なる、
ことを特徴とする請求項2記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
一般に、レーザ発振器から出射されたレーザの照射位置を、ガルバノスキャナにより走査可能に構成されたレーザ加工装置が広く知られている。従来、このようなレーザ加工装置において、ガルバノミラーの回転異常による駆動モータの負荷トルクの変動を検知し、この負荷トルクの変動に基づいて、ボールベアリングの劣化等によるガルバノミラーの回転異常を検出するものが案出されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2003-191083号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記特許文献1に記載のように、駆動モータの負荷トルクの変動を検知すれば、ガルバノミラーの回転異常を検出することは可能であるが、上記方法とは異なる方法によってガルバノスキャナの異常を検出することが求められていた。
【0005】
そこで、本発明は、ガルバノスキャナの異常を検出可能なレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様は、レーザ源と、ミラーと、前記ミラーを回転駆動させる駆動源と、前記ミラーの回転角度を検出する角度検出手段と、を有し、前記レーザ源から出射されたレーザビームを前記ミラーにより偏向可能なガルバノスキャナと、前記ガルバノスキャナを制御する制御手段と、を備え、前記制御手段は、前記ガルバノスキャナのミラーを回転駆動させた際に前記ガルバノスキャナが整定するまでの整定時間を測定し、前記整定時間が所定時間よりも長い場合、前記ガルバノスキャナの異常を報知するように構成されている、ことを特徴とするレーザ加工装置である。
【発明の効果】
【0007】
本発明によると、ガルバノスキャナの異常を検出することができる。
【図面の簡単な説明】
【0008】
本発明の実施の形態に係るレーザ加工装置の概略図。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態に係るレーザ走査装置及びレーザ加工装置について、図面に基づいて説明をする。なお、以下の説明において、X軸方向、Y軸方向とは、加工対象を平面視で視た際の状態を基準とする。
【0010】
<レーザ加工装置の概略構成>
図1に示すように、本実施の形態に係るレーザ加工装置1は、レーザ源2と、レーザ源2から出射されたレーザビームの照射位置を走査するためのレーザ走査機構(レーザ走査装置)4と、を備えている。また、レーザ走査機構4は、レーザ源2から出射されたレーザビームの位置決めを行う走査部3、走査部3によって位置決めされたレーザビームを目標位置へ集光させるFθレンズ5、制御部6などを備えて構成されている。上記レーザ源2は、例えば、炭酸ガス(CO
2
)レーザ発振器などによって構成されており、後述するショット制御部7からショット信号が入力されることによって、レーザパルスを出射するようになっている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
津田駒工業株式会社
工作機械
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
個人
低周波振動発生出力方法
2か月前
日東精工株式会社
着座確認装置
3か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社FUJI
工作機械
2か月前
アズビル株式会社
溶接方法
3か月前
ウエダ産業株式会社
カッター装置
3か月前
株式会社コスメック
クランプ装置
4か月前
株式会社不二越
ドリル
3日前
日東精工株式会社
チャックユニット
29日前
株式会社不二越
ドリル
3か月前
株式会社コスメック
着脱装置
2か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
日進工具株式会社
被覆切削工具
1か月前
ダイハツ工業株式会社
冷却構造
29日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ソディック
ワイヤ放電加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
17日前
株式会社不二越
管用タップ
1か月前
国立大学法人 東京大学
加工方法
23日前
株式会社不二越
エンドミル
4か月前
株式会社小島半田製造所
はんだ線
3か月前
株式会社不二越
管用タップ
3か月前
個人
クーラント装置
3か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社永木精機
埋設管窓開け工具
2か月前
ダイハツ工業株式会社
位置検出装置
3か月前
株式会社不二越
歯車製造装置
3か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社不二越
歯車加工装置
2か月前
有限会社 ナプラ
接合材用金属粒子
2か月前
株式会社ダイヘン
正逆送給アーク溶接方法
4か月前
工機ホールディングス株式会社
工具
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ