TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024075386
公報種別
公開特許公報(A)
公開日
2024-06-03
出願番号
2022186801
出願日
2022-11-22
発明の名称
工具欠損の検出方法
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23Q
17/09 20060101AFI20240527BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工作機械に用いる工具の欠損を、工具表面に付着した切削液の影響を受けずに、安定して検出可能とする。
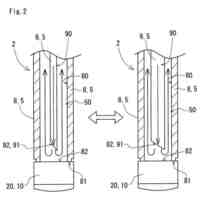
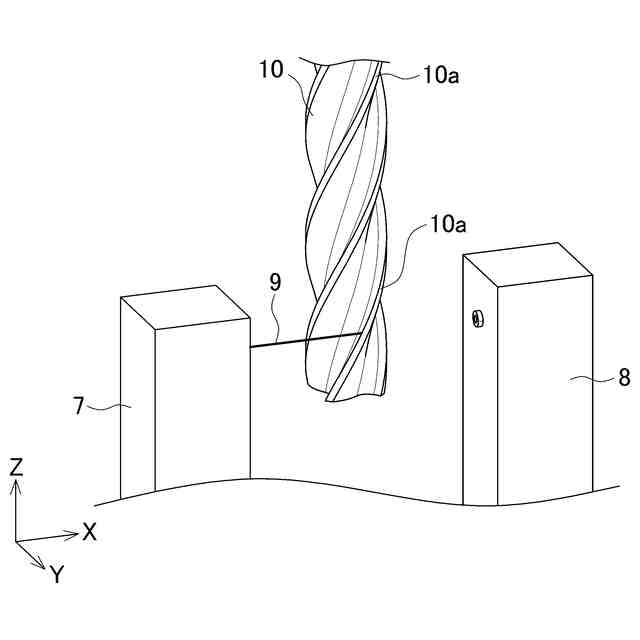
【解決手段】エンドミル10の軸方向と交差する方向からレーザ光9をエンドミル10の刃端である切れ刃10aに照射し、レーザ光9で切れ刃10aをなぞるようにエンドミル10の回転とエンドミル10の軸方向の動きとを同期させて、レーザ光9の検出の有無から切れ刃10aの欠損を検出する。
【選択図】図2
特許請求の範囲
【請求項1】
工具の欠損を検出する方法であって、
前記工具の軸方向と交差する方向からレーザ光を前記工具の刃端である切れ刃に照射し、前記レーザ光で前記切れ刃をなぞるように前記工具の回転と前記工具の軸方向の動きとを同期させて、前記レーザ光の検出の有無から前記切れ刃の欠損を検出することを特徴とする工具欠損の検出方法。
続きを表示(約 240 文字)
【請求項2】
工具の欠損を検出する方法であって、
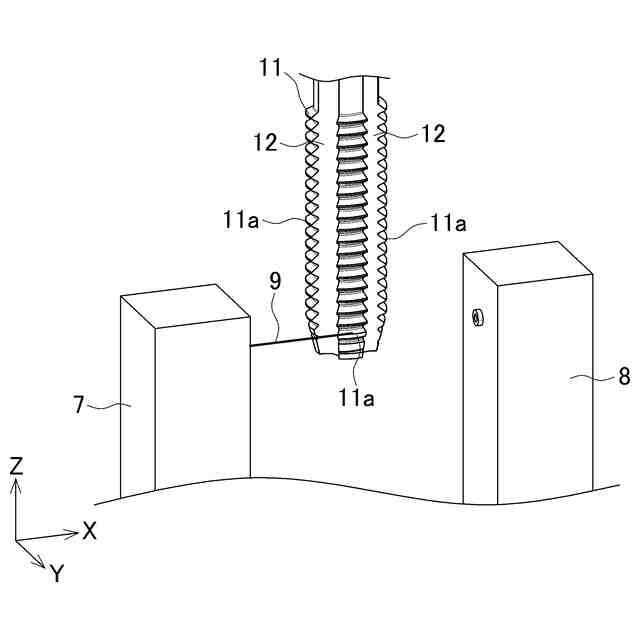
前記工具はタップであり、前記タップの軸方向と交差する方向からレーザ光を前記タップのねじ山に照射し、前記タップの回転動作と、前記タップの軸方向の動作と、前記レーザ光と前記タップの軸とが直交する方向の動作とを同期させて、前記タップの回転角度と前記レーザ光の検出との関係を表す波形を測定し、この測定波形を、予め測定した欠損のない基準波形と比較して前記ねじ山の欠損の有無を検出することを特徴とする工具欠損の検出方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、工作機械により加工を行う際に用いる工具の欠損を検出する方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
回転する工具により被加工物を加工する際に、工具が折損したり、工具刃端で実際に被加工物と接触する部分である切れ刃の一部が欠損したりするトラブルがしばしば発生する。工具の使用時間が長くなると切れ刃が摩耗していくため、切削負荷が上昇していき、欠損や折損に至るものである。この工具の状態を検出する方法として、折損に関しては、工具の長さを測定する接触式の装置や、レーザ光を用いる非接触式の装置が普及しており、容易に検出することができる。他方、欠損に関しては検出が難しく、例えば特許文献1にその方法が提案されている。特許文献1では、工具をカメラにより撮影し、画像処理により検出する方法である。
【先行技術文献】
【特許文献】
【0003】
特開2022-24717号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載の方法は、撮影した画像を用いるため、工具表面に付着している切削液の影響を受けやすく、反射による誤判定など安定性に問題を有している。
【0005】
そこで、本開示は、上記問題に鑑みなされたものであって、切削液の影響を受けず安定して工具の欠損を検出することができる方法を提供することを目的としたものである。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本開示の第1の構成は、工具の欠損を検出する方法であって、
前記工具の軸方向と交差する方向からレーザ光を前記工具の刃端である切れ刃に照射し、前記レーザ光で前記切れ刃をなぞるように前記工具の回転と前記工具の軸方向の動きとを同期させて、前記レーザ光の検出の有無から前記切れ刃の欠損を検出することを特徴とする。
上記目的を達成するために、本開示の第2の構成は、工具の欠損を検出する方法であって、
前記工具はタップであり、前記タップの軸方向と交差する方向からレーザ光を前記タップのねじ山に照射し、前記タップの回転動作と、前記タップの軸方向の動作と、前記レーザ光と前記タップの軸とが直交する方向の動作とを同期させて、前記タップの回転角度と前記レーザ光の検出との関係を表す波形を測定し、この測定波形を、予め測定した欠損のない基準波形と比較して前記ねじ山の欠損の有無を検出することを特徴とする。
【発明の効果】
【0007】
本開示によれば、工具欠損の検出を、レーザ光が通過するか否かを検出して行うため、工具の反射の影響を受けず、工具表面の切削液の有無にかかわらず安定した工具欠損の検出が可能となる。
【図面の簡単な説明】
【0008】
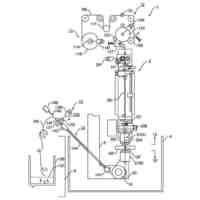
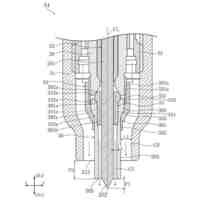
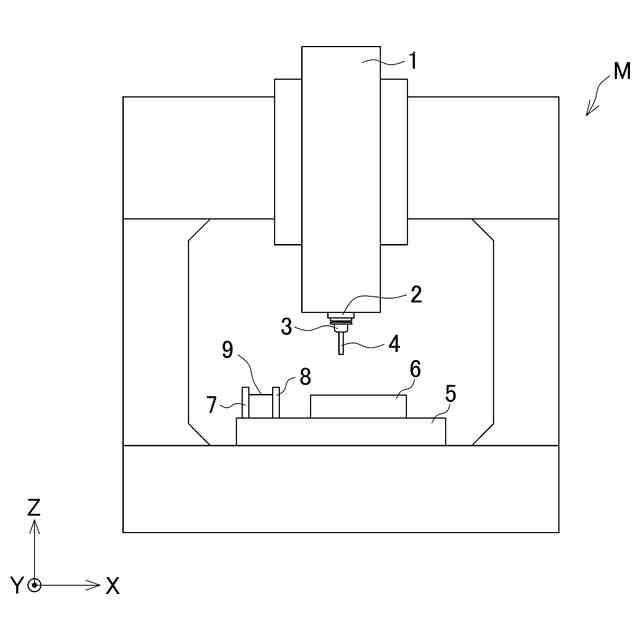
マシニングセンタの概略図である。
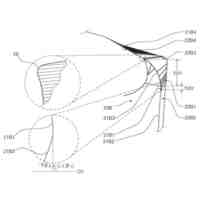
レーザ光によるエンドミルの欠損の検出方法を示す図である。
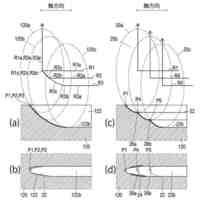
レーザ光によるタップの欠損の検出方法を示す図である。
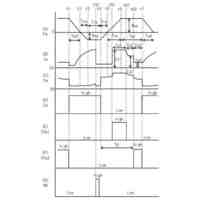
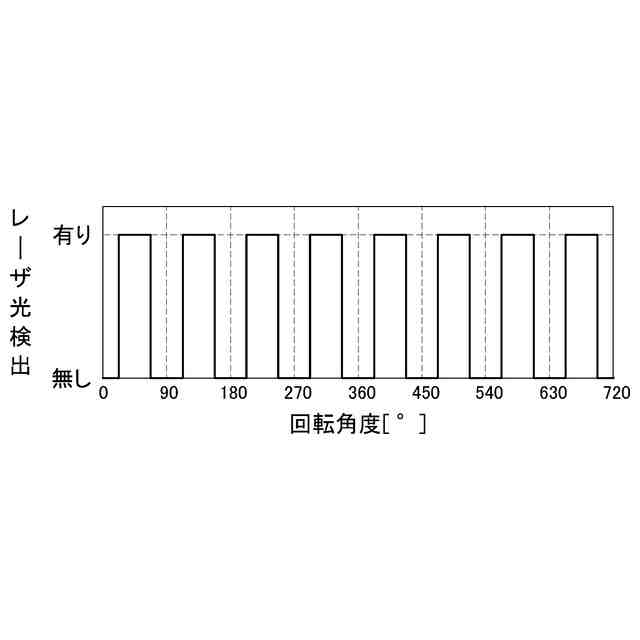
タップの回転角度とレーザ光検出装置によるレーザ光検出との関係を示す基準波形の図である。
欠損がある場合のタップの回転角度とレーザ光検出装置によるレーザ光検出との関係を示す測定波形の図である。
【発明を実施するための形態】
【0009】
以下、本開示の実施の形態を図面に基づいて説明する。
図1に、工作機械の一例としてのマシニングセンタMを示して説明する。図1で主軸2の軸方向をZ軸方向、紙面水平方向をX軸方向、紙面垂直方向をY軸方向とする。
直交3軸動作が可能なマシニングセンタMの主軸頭1は、回転可能な主軸2を具備している。主軸2の先端部には、工具ホルダ3が装着されている。工具ホルダ3は、工具4を把持している。
マシニングセンタMでは、図示しない制御装置により、主軸2の回転と主軸頭1の送り動作とをコントロールして、テーブル5の上に固定された被加工物6に対して、工具4で切削加工を行うものである。制御装置は、CPU及びCPUに接続されたメモリを含んで構成され、それらにより運転制御が実現される。
【0010】
テーブル5には、X軸方向にレーザ光9を放射するレーザ光放射装置7と、対向する位置にレーザ光検出装置8とが設置されている。レーザ光検出装置8は、レーザ光放射装置7から放射されるレーザ光9の有無を検出する装置で、両装置間にレーザ光9を遮断する物体の存在を検出することができる。レーザ光放射装置7及びレーザ光検出装置8は、制御装置に接続されており、マシニングセンタMと同期した制御が可能である。この図1は、全体図を示す概略図であるため、レーザ光9により工具4の測定を行う位置ではないが、本開示の工具欠損の検出のための測定を行うときは、レーザ光9が工具4の切れ刃に当たる位置に主軸頭1を移動する。なお、制御装置は、工具4の回転角度とレーザ光9の検出との関係を記録、演算する機能も有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
2か月前
津田駒工業株式会社
工作機械
3か月前
個人
低周波振動発生出力方法
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
着座確認装置
3か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社コスメック
クランプ装置
4か月前
株式会社FUJI
工作機械
2か月前
アズビル株式会社
溶接方法
3か月前
ウエダ産業株式会社
カッター装置
3か月前
株式会社コスメック
着脱装置
2か月前
日東精工株式会社
チャックユニット
27日前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
1日前
株式会社ダイヘン
アーク溶接制御方法
3か月前
津田駒工業株式会社
回転テーブル装置
4か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
日進工具株式会社
被覆切削工具
1か月前
ダイハツ工業株式会社
冷却構造
27日前
株式会社ダイヘン
くびれ検出制御方法
2か月前
株式会社不二越
エンドミル
4か月前
株式会社不二越
管用タップ
3か月前
株式会社ソディック
ワイヤ放電加工装置
1か月前
株式会社小島半田製造所
はんだ線
3か月前
ビアメカニクス株式会社
レーザ加工装置
15日前
個人
クーラント装置
3か月前
国立大学法人 東京大学
加工方法
21日前
株式会社不二越
管用タップ
1か月前
株式会社ダイヘン
正逆送給アーク溶接方法
4か月前
株式会社不二越
歯車製造装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
ダイハツ工業株式会社
位置検出装置
3か月前
トヨタ自動車株式会社
積層造形方法
23日前
株式会社不二越
歯車製造装置
3か月前
株式会社ダイヘン
溶接トーチ
1か月前
有限会社 ナプラ
接合材用金属粒子
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ