TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024057804
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022164712
出願日
2022-10-13
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
弁理士法人深見特許事務所
主分類
B29C
45/78 20060101AFI20240418BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形機内の部品の温度にかかわらず、発生した熱を再利用できる。
【解決手段】
射出材料を金型へと射出して成形品を成形する射出成形機である。第1部品と、第2部品と、作動流体が循環可能に構成されている第1流体回路とを備える。第1流体回路は、圧縮機と、第1部品を加熱する第1熱交換器と、減圧装置と、第2部品の熱を吸熱する第2熱交換器とを含み、圧縮機、第1熱交換器、減圧装置、および第2熱交換器の順に作動流体が循環可能に構成されている。
【選択図】図2
特許請求の範囲
【請求項1】
射出材料を金型へと射出して成形品を成形する射出成形機であって、
加熱対象である第1部品と、
吸熱対象である第2部品と、
作動流体が循環可能に構成されている第1流体回路とを備え、
前記第1流体回路は、
圧縮機と、
前記第1部品を加熱する第1熱交換器と、
減圧装置と、
前記第2部品の熱を吸熱する第2熱交換器とを含み、
前記圧縮機、前記第1熱交換器、前記減圧装置、および前記第2熱交換器の順に前記作動流体が循環可能に構成されている、射出成形機。
続きを表示(約 1,700 文字)
【請求項2】
前記金型は、射出材料が通過するランナと、前記ランナを加熱するヒータを含み、
前記第1部品は、前記金型、射出材料を加熱する加熱シリンダ、または、熱エネルギーを再利用可能であるように保持可能な蓄熱部材のうちのいずれかである、請求項1に記載の射出成形機。
【請求項3】
前記第2部品は、射出成形処理に用いられるサーボモータ、前記サーボモータに電力を供給するサーボアンプ、射出材料を前記金型へ注入する射出ノズルの位置を変化させる油圧装置、可塑化される前の射出材料を保持するホッパ、または、プロセッサを搭載した制御基板のうちのいずれかである、請求項1に記載の射出成形機。
【請求項4】
前記制御基板は、ノイズフィルタとして機能するリアクトルを含む、請求項3に記載の射出成形機。
【請求項5】
前記金型の温度を調整する金型温調器と、
前記金型の温度を検出する温度センサと、
前記温度センサと接続された制御基板とをさらに備え、
前記金型温調器は、
熱媒体を前記金型へ供給する供給管と、
熱媒体を前記金型から排出する排出管とを含み、
前記制御基板は、前記温度センサの検出値に基づいて前記金型の予熱期間であるか否かを判定し、
前記予熱期間である場合、前記第1部品として前記供給管を加熱し、
前記予熱期間ではない場合、前記第2部品として前記排出管から熱を吸熱する、請求項1に記載の射出成形機。
【請求項6】
射出材料の可塑化、および可塑化された射出材料を前記金型へ射出する射出装置と、
射出材料が射出された前記金型を型締する型締装置と、
前記射出装置および前記型締装置に含まれる構成を制御する制御ユニットとをさらに備え、
前記第1流体回路は、前記型締装置と前記射出装置との間、前記型締装置と前記制御ユニットとの間、および前記制御ユニットと前記射出装置との間のいずれかを接続する第1管を含み、
前記第1管は可撓性を有する、請求項1~5のいずれか1項に記載の射出成形機。
【請求項7】
加熱対象であって、前記第1部品と異なる第3部品をさらに備え、
前記第1流体回路は、前記作動流体の循環により前記第3部品を加熱する第3熱交換器を含む、請求項1に記載の射出成形機。
【請求項8】
吸熱対象であって、前記第2部品と異なる第4部品をさらに備え、
前記第1流体回路は、前記作動流体の循環により前記第4部品の熱を吸熱する第4熱交換器を含む、請求項1に記載の射出成形機。
【請求項9】
作動流体が循環可能に構成されている第2流体回路と、
吸熱対象であって、前記第2部品と異なる第5部品とをさらに備え、
前記第2流体回路は、
前記第2部品を加熱する加熱部と、
前記第5部品を吸熱する吸熱部と、
前記加熱部において凝縮された前記作動流体を毛細管現象により前記吸熱部へと移動させる第1部材と、
前記吸熱部において蒸発した前記作動流体を前記加熱部へと移動させるための第1空間とを含み、
前記吸熱部、前記第1空間、前記加熱部および前記第1部材の順に前記作動流体が循環可能に構成されている、請求項1に記載の射出成形機。
【請求項10】
射出材料を金型へと射出して成形品を成形する射出成形機であって、
加熱対象である第1部品と、
吸熱対象である第2部品と、
作動流体が循環可能に構成されている第2流体回路とを備え、
前記第2流体回路は、
前記第1部品を加熱する加熱部と、
前記第2部品を吸熱する吸熱部と、
前記加熱部において凝縮された前記作動流体を毛細管現象により前記吸熱部へと移動させる第1部材と、
前記吸熱部において蒸発した前記作動流体を前記加熱部へと移動させるための第1空間とを含み、
前記吸熱部、前記第1空間、前記加熱部および前記第1部材の順に前記作動流体が循環可能に構成されている、射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
工場において、プラスチックの樹脂等を基材とする成形品を成形するために射出成形機が用いられている。特許文献1(特開2011-005640号公報)には、金型の温度を調整するための金型温調器を備える射出成形機が記載されている。
【0003】
特許文献1の金型温調器は、熱媒体供給管および熱媒体戻り管の2つの管を介して金型と接続されている。熱媒体供給管は、金型温調器から金型へと水などの熱媒体を送るための管である。金型へと送られた熱媒体は、金型との間で熱交換をする。金型との間で熱交換をした熱媒体は、熱媒体戻り管を介して送液ポンプへと戻り、再利用される。また、特許文献1の射出成形機では、金型と熱交換をした後に熱媒体が有する熱エネルギーをホッパの予熱のために再利用している。
【先行技術文献】
【特許文献】
【0004】
特開2011-005640号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1には、熱媒体を循環させることにより、金型の温度よりも低い温度を有するホッパへと金型の熱を伝熱させることが記載されている。特許文献1に記載されているような熱媒体の循環を用いた熱交換では、加熱シリンダなどの高温の部品に対して加熱を行う場合、加熱シリンダの温度よりもさらに高い温度の部品を熱源とする必要がある。すなわち、加熱対象となる加熱シリンダよりも低い温度の部品における発熱は、加熱シリンダを加熱するために用いることができず、廃熱として処理される。
【0006】
本開示は、このような課題を解決するためになされたものであって、その目的は、射出成形機内の部品の温度にかかわらず、発生した熱を再利用できる射出成形機を提供することである。
【課題を解決するための手段】
【0007】
一実施形態に係る射出成形機は、射出材料を金型へと射出して成形品を成形する射出成形機である。第1部品と、第2部品と、作動流体が循環可能に構成されている第1流体回路とを備える。第1流体回路は、圧縮機と、第1部品を加熱する第1熱交換器と、減圧装置と、第2部品の熱を吸熱する第2熱交換器とを含み、圧縮機、第1熱交換器、減圧装置、および第2熱交換器の順に作動流体が循環可能に構成されている。
【発明の効果】
【0008】
本開示に係る射出成形機によれば、射出成形機内の部品の温度にかかわらず、発生した熱を再利用できる。
【図面の簡単な説明】
【0009】
射出成形機の外観図である。
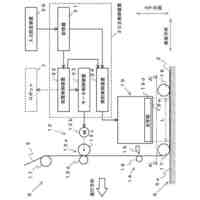
実施の形態1における流体回路を説明するための図である。
実施の形態2における流体回路を説明するための図である。
実施の形態3における射出成形機の外観図である。
実施の形態3における流体回路を説明するための第1図である。
実施の形態3における流体回路を説明するための第2図である。
実施の形態4における流体回路を説明するための図である。
実施の形態5における流体回路を説明するための図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態について、図面を参照しながら詳細に説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
4か月前
津田工業株式会社
部材
9か月前
津田工業株式会社
部材
9か月前
津田駒工業株式会社
連続成形機
2か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社吉野工業所
計量キャップ
5か月前
東レエンジニアリング株式会社
処理装置
7か月前
津田駒工業株式会社
自動繊維束配置装置
10か月前
六浦工業株式会社
接着装置
4か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
7か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
トヨタ自動車株式会社
真空成形装置
14日前
株式会社アフィット
粉末焼結積層造形装置
5か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
パナック株式会社
複合体の製造方法
8か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
株式会社城北精工所
押出成形用ダイ
2か月前
東レ株式会社
リーフディスク型フィルター
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
NISSHA株式会社
加飾成形品の製造方法
26日前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
7か月前
株式会社イクスフロー
成形装置
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
TOWA株式会社
樹脂成形装置
6か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ