TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024055456
公報種別
公開特許公報(A)
公開日
2024-04-18
出願番号
2022162398
出願日
2022-10-07
発明の名称
成形金型
出願人
内浜化成株式会社
代理人
弁理士法人岡田国際特許事務所
主分類
B29C
45/26 20060101AFI20240411BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】PL面の端部からPL面に沿って液状樹脂をキャビティに射出する場合でも、射出ユニットから射出する液状樹脂がノズルの押し当て部位から漏れ出す恐れを抑制できる成形金型を提供すること。
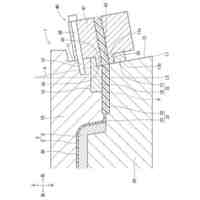
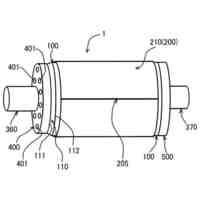
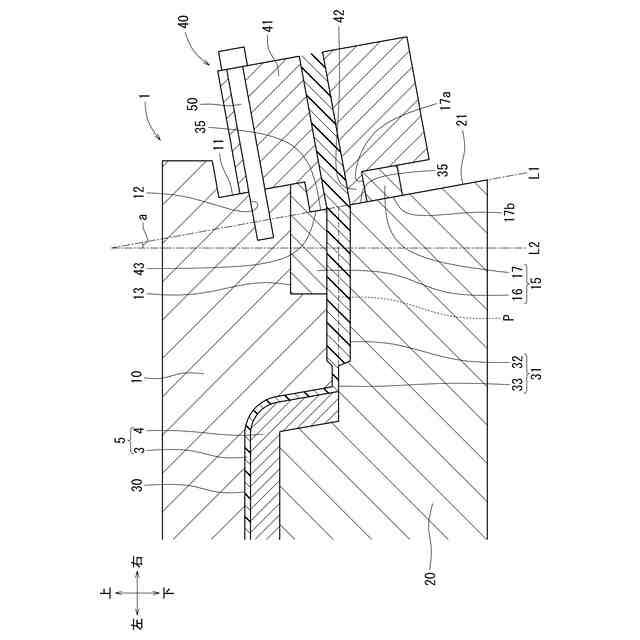
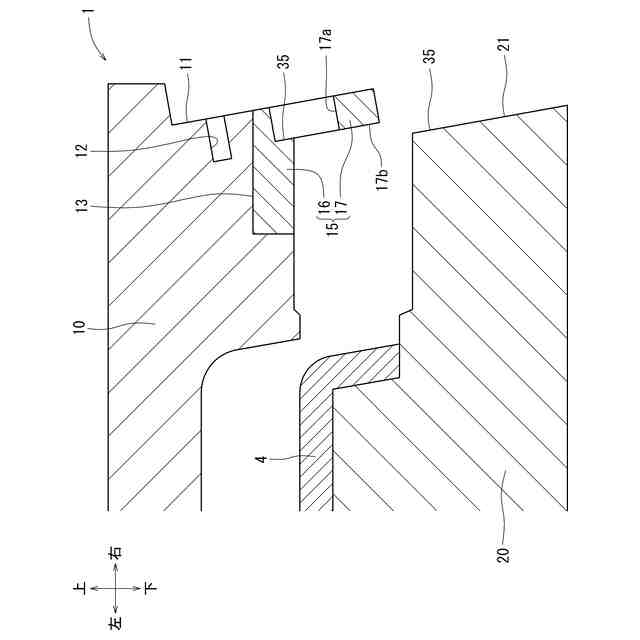
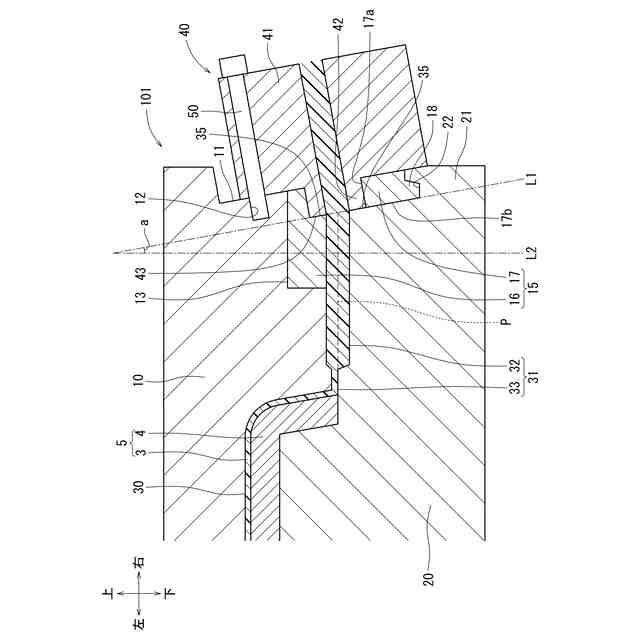
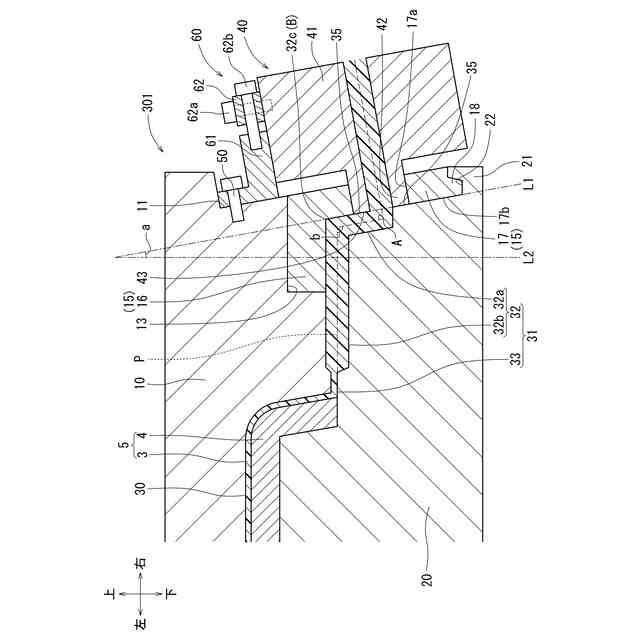
【解決手段】成形金型1は、キャビティ30に液状樹脂3を射出する射出ユニット40を第1金型10に取り付け可能に第1金型10に設けられる射出ユニット取付部11と、射出ユニット取付部11に取り付けられた射出ユニット40のノズル42と連通するように第1金型10と第2金型20のPL面Pの端部からPL面Pに沿って備えられた樹脂流路31と、射出ユニット取付部11に取り付けられた射出ユニット40のノズル42と嵌合して第1金型10に支持され、第1金型10と第2金型20の相対的な型締め状態において、第2金型20の側面21と面当たりする端面17bを有するノズル支持部17を備えている。
【選択図】図3
特許請求の範囲
【請求項1】
第1金型と第2金型の相対的な型締めにより形成されるキャビティに液状樹脂を射出して樹脂成形品を成形する成形金型であって、
前記キャビティに前記液状樹脂を射出する射出ユニットを前記第1金型に取り付け可能に前記第1金型に設けられる射出ユニット取付部と、
前記射出ユニット取付部に取り付けられた前記射出ユニットのノズルと連通するように前記第1金型と前記第2金型のPL面の端部から前記PL面に沿って備えられた樹脂流路と、
前記射出ユニット取付部に取り付けられた前記射出ユニットの前記ノズルと嵌合して前記第1金型に支持され、前記第1金型と前記第2金型の相対的な型締め状態において、前記第2金型の側面と面当たりする端面を有するノズル支持部と、を備えている成形金型。
続きを表示(約 400 文字)
【請求項2】
請求項1に記載の成形金型であって、
前記第1金型と前記第2金型の相対的な型締め状態において、前記ノズル支持部と前記第2金型の少なくとも一方に設けられた凸部が少なくとも他方に設けられた凹部に型締め型開き方向に沿って前記凸部と前記凹部が嵌まり込む成形金型。
【請求項3】
請求項1~2のいずれかに記載の成形金型であって、
前記樹脂流路は、前記液状樹脂を攪拌する攪拌部を備えている成形金型。
【請求項4】
請求項3に記載の成形金型であって、
前記攪拌部は、前記樹脂流路に形成された2つの屈曲箇所である成形金型。
【請求項5】
請求項4に記載の成形金型であって、
前記攪拌部のうち前記樹脂流路の屈曲を前記攪拌として使用する場合、前記ノズルの側の前記屈曲箇所は、その屈曲角度が90°である成形金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形金型に関し、詳しくは、2つの金型の相対的な型締めにより形成されるキャビティに液状樹脂を射出して樹脂成形品を成形する成形金型に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来、例えば、意匠性の高い樹脂成形品を製造する方法として、2色成形により製造する方法が既に知られている(特許文献1参照)。この2色成形において、例えば、2色目の液状樹脂(以下、単に「液状樹脂」と記す。液状樹脂とは、熱可塑性樹脂が熱で溶けた溶融樹脂の物やRIM成形や熱硬化性樹脂成形が反応前もしくは反応中の状態で液体状態になっている状態の樹脂を含めて液状樹脂とする。)を型締めした状態のPL面の端部からPL面に沿ってキャビティに射出する成形金型が知られている。すなわち、2色目の樹脂流路(以下、単に「樹脂流路」と記す)が型締めした状態のPL面の端部からPL面に沿ってキャビティに連通するように形成されている成形金型が知られている。そのため、成形金型の内部における樹脂流路の流路長を短くできる。したがって、射出する液状樹脂の抵抗を抑制できる。また、射出後に成形金型を型開きすると、樹脂流路の内部で冷却や反応後に硬化した樹脂を除去できる。したがって、液状樹脂として熱硬化性の素材のものも使用できる。
【先行技術文献】
【特許文献】
【0003】
特開2020-49894号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した成形金型では、樹脂流路の入口に対して射出ユニットのノズルを球面合わせで押し当てる構造(以下、「球面合わせ構造」と記す)が考案されている(第1従来技術)。図7に示すように、この球面合わせ構造では、射出ユニット440のノズル442の先端部は半球体状に形成されている。そして、このノズル442の半球体面442aを型締めした成形金型401の樹脂流路431の入口に押し当てるように射出ユニット440を可動させている。そのため、樹脂流路431の入口に対しノズル442の半球体面442aが周方向に線当たりする。したがって、このノズル442の押し当て部位でのシール性が不足することがあった。ゆえに、射出ユニット440から射出した液状樹脂403がノズル442の押し当て部位から漏れ出す恐れがあった。
【0005】
この問題を解決するために、樹脂流路の入口に対して射出ユニットのノズルを平面合わせで押し当てる構造(以下、「平面合わせ構造」と記す)が考案された(第2従来技術)。図8に示すように、この平面合わせ構造では、射出ユニット540のノズル542は円柱状に形成されている。図8では、円柱状になっているが、四角柱等多角形柱状でも構わない。そして、このノズル542の先端面543の上側を成形金型501の樹脂流路531の入口の縁面535の上側に押し当てるようにボルト550を介して射出ユニット540を第1金型510に取り付けている。そのため、成形金型501を型締めすると、樹脂流路531の入口の縁面535とノズル542の先端面543の全てが密着する(面当たりする)。しかし、この考案(平面合わせ構造)では、射出時の液状樹脂503からの反力がノズル542に作用すると、射出ユニット540のノズル542の下側がボルト550を支点に浮き上がる恐れがあった。すなわち、この考案では、射出時の液状樹脂503からの反力がノズル542に作用すると、樹脂流路531の入口の縁面535とノズル542の先端面543の間に隙間が生じる恐れがあった。したがって、この考案であっても、射出ユニット540から射出した液状樹脂503がノズル542の押し当て部位から漏れ出す恐れがあった。これらのノズル442、542の押し当て部位からの液状樹脂403、503の漏れ出しは、低粘度の液状樹脂を使用するとより顕著であった。
【0006】
そこで、PL面の端部からPL面に沿って液状樹脂をキャビティに射出する場合でも、射出ユニットから射出する液状樹脂がノズルの押し当て部位から漏れ出す恐れを抑制できる成形金型が従来必要とされていた。
【課題を解決するための手段】
【0007】
本開示の1つの特徴によると、成形金型は、第1金型と第2金型の相対的な型締めにより形成されるキャビティに液状樹脂を射出して樹脂成形品を成形する。成形金型は、射出ユニット取付部と樹脂流路とノズル支持部を備えている。射出ユニット取付部は、キャビティに液状樹脂を射出する射出ユニットを第1金型に取り付け可能に第1金型に設けられる。樹脂流路は、射出ユニット取付部に取り付けられた射出ユニットのノズルと連通するように第1金型と第2金型のPL面の端部からPL面に沿って備えられる。ノズル支持部は、射出ユニット取付部に取り付けられた射出ユニットのノズルと嵌合して第1金型に支持され、第1金型と第2金型の相対的な型締め状態において、第2金型の側面と面当たりする端面を有する。
【0008】
そのため、従来技術の平面合わせ構造と比較すると、成形金型の型締め時において、樹脂流路の入口の縁面に対する面当たりの領域が拡大する。したがって、ノズルのシール性が向上する。ゆえに、PL面の端部からPL面に沿って液状樹脂をキャビティに射出する場合でも、射出ユニットから射出する液状樹脂がノズルの押し当て部位から漏れ出す恐れを抑制できる。液状樹脂が低粘度の場合、ノズルの押し当て部位からの漏れ出しをより顕著に抑制できる。
【0009】
本開示の他の特徴によると、第1金型と第2金型の相対的な型締め状態において、ノズル支持部と第2金型の少なくとも一方に設けられた凸部が少なくとも他方に設けられた凹部に型締め型開き方向に沿って凸部と凹部が嵌まり込む。
【0010】
そのため、成形金型の型締め状態において、第1金型と第2金型における幅方向の相対的な移動が規制される。したがって、射出時の液状樹脂からの反力がノズルに作用しても、このノズルを支持しているノズル支持部が成形金型の幅方向に移動することがない。ゆえに、射出ユニットのノズルにおける射出ユニット取付部の反対側の浮き上がりをより抑えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
内浜化成株式会社
成形金型
1か月前
個人
3次元造形装置
6か月前
津田工業株式会社
部材
9か月前
東レ株式会社
シート成形口金
4か月前
津田工業株式会社
部材
9か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
積層基材の製造方法
5か月前
輝創株式会社
接合方法
4か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
津田駒工業株式会社
自動繊維束配置装置
9か月前
株式会社不二越
射出成形機
7か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社吉野工業所
計量キャップ
5か月前
東レエンジニアリング株式会社
処理装置
7か月前
六浦工業株式会社
接着装置
4か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
パナック株式会社
複合体の製造方法
8か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社城北精工所
押出成形用ダイ
2か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
東レ株式会社
リーフディスク型フィルター
5か月前
トヨタ自動車株式会社
真空成形装置
11日前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
NISSHA株式会社
加飾成形品の製造方法
23日前
株式会社イクスフロー
成形装置
1か月前
株式会社スリーエス
光造形装置
8日前
株式会社ウィル
電鋳ロールの製造方法
9か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ