TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024048465
公報種別
公開特許公報(A)
公開日
2024-04-09
出願番号
2022154389
出願日
2022-09-28
発明の名称
管更生部材および螺旋管の製管方法
出願人
株式会社クボタケミックス
,
株式会社大阪防水建設社
代理人
個人
主分類
B29C
63/32 20060101AFI20240402BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ライニング部材の連結部分の変形を抑止でき、耐震性に優れる螺旋管を形成できる管更生部材を提供する。
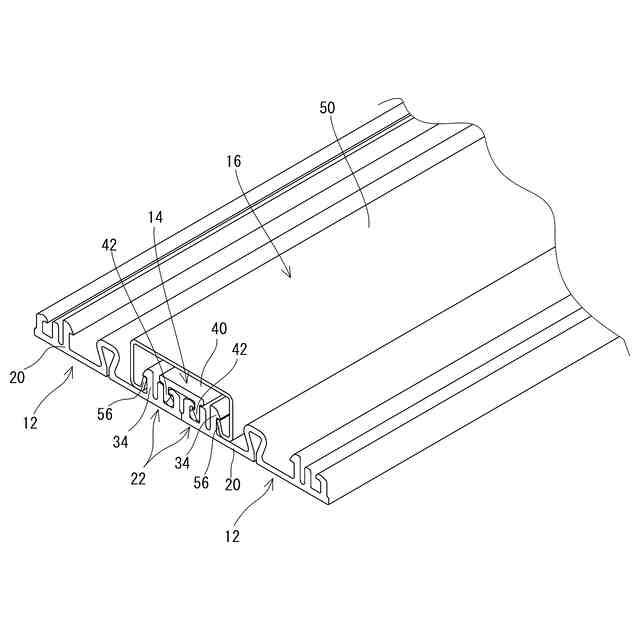
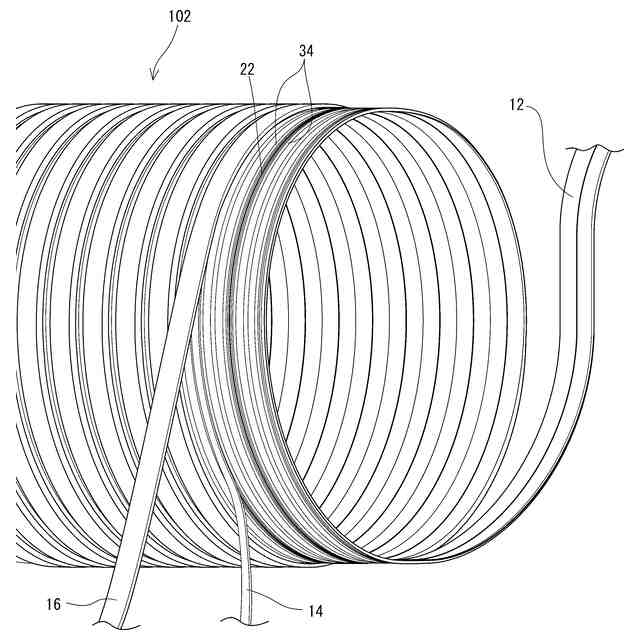
【解決手段】管更生部材は、ライニング部材12と補強部材16とを含む。補強部材は、ライニング部材側に向かって開口する溝状に形成された補強基体50と、補強基体の側壁のそれぞれに形成された被係止部(延出部)56とを備える。補強基体は、被係止部がライニング部材の係止部(爪部)に係止されることで、ライニング部材の連結部分を跨いで覆うようにライニング部材に取り付けられる。
【選択図】図9
特許請求の範囲
【請求項1】
ライニング部材を螺旋状に巻き回すと共に前記ライニング部材の隣り合う側縁部同士を連結することによって螺旋管を形成しながら、前記螺旋管を既設管内に送り込んでいく管路更生工法に用いられる管更生部材であって、
前記ライニング部材と、螺旋状に巻き回した前記ライニング部材の外面側に取り付けられる補強部材とを備え、
前記ライニング部材は、
前記螺旋管の内面を構成する一方主面を有する帯板状のライニング基体、および
前記ライニング基体の他方主面の両側部のそれぞれに形成された係止部を備え、
前記補強部材は、
帯板状の天壁と前記天壁の両側縁部から延出される帯板状の一対の側壁とを有し、前記ライニング部材側に向かって開口する溝状に形成された補強基体、および
前記一対の側壁のそれぞれに形成された被係止部を備え、
前記補強部材は、前記被係止部が前記係止部に係止されることで、前記ライニング部材の連結部分を跨いで覆うように前記ライニング部材に取り付けられる、管更生部材。
続きを表示(約 830 文字)
【請求項2】
螺旋状に巻き回した前記ライニング部材の外面側から取り付けられて当該ライニング部材の隣り合う側縁部どうしを連結する連結部材を備える、請求項1記載の管更生部材。
【請求項3】
螺旋状に巻き回した前記ライニング部材に前記補強部材を取り付けて前記螺旋管を形成した状態において、前記補強基体の前記天壁の少なくとも一部は、前記螺旋管の径方向における最外部に位置する、請求項1または2記載の管更生部材。
【請求項4】
螺旋状に巻き回した前記ライニング部材に前記補強部材を取り付けて前記螺旋管を形成した状態において、前記ライニング部材の連結部分の両側面は、前記補強基体の前記一対の側壁によって挟み込まれる、請求項1または2記載の管更生部材。
【請求項5】
螺旋状に巻き回した前記ライニング部材に前記補強部材を取り付けて前記螺旋管を形成した状態において、前記ライニング部材の連結部分の外面は、前記補強基体の前記天壁によって押さえ付けられる、請求項1または2記載の管更生部材。
【請求項6】
螺旋管を形成しながら既設管内に送り込んでいく管路更生工法における螺旋管の製管方法であって、
(a)ライニング部材を螺旋状に巻き回すと共に、前記ライニング部材の隣り合う側縁部同士を連結するステップ、および
(b)前記ステップ(a)の後、前記ライニング部材の連結部分を跨いで覆うように、補強部材を前記ライニング部材の外面側に取り付けるステップを含む、螺旋管の製管方法。
【請求項7】
前記ステップ(a)では、連結部材を用いて前記ライニング部材の隣り合う側縁部どうしを連結し、
前記ステップ(b)では、前記連結部材を含む前記ライニング部材の連結部分を前記補強部材が跨いで覆うように、前記ライニング部材に前記補強部材を取り付ける、請求項6記載の螺旋管の製管方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、ライニング部材を螺旋状に巻き回すと共にライニング部材の隣り合う側縁部同士を連結することによって螺旋管を形成しながら、螺旋管を既設管内に送り込んでいく管路更生工法に用いられる、管更生部材および螺旋管の製管方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来の管更生部材の一例が特許文献1に開示される。特許文献1の技術では、管更生部材(帯状部材)は、ライニング部材(帯状体)と補強部材(補強材)とを含む。ライニング部材は、帯板状の基板を備える。この基板の一方の側縁部には、接合凸部が形成され、他方の側縁部には、接合凸部が嵌入される接合凹部が形成される。また、基板の外面(裏面)には、複数の補強リブが形成される。そして、ライニング部材には、これら補強リブに係止されることで、金属製の補強部材が装着される。既設管を更生する際には、マンホール内に設置された製管機を用いて、ライニング部材を螺旋状に巻き回すと共にライニング部材の側縁部どうしを連結することで螺旋管(更生管)を形成し、マンホール内で製管した螺旋管を既設管内に順次送り込んでいく。
【先行技術文献】
【特許文献】
【0003】
特開2015-105658号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
既設管を更生する螺旋管には所定の強度が求められるが、特許文献1の技術では、ライニング部材の側縁部どうしを連結した部分の強度が小さく、形成した螺旋管の強度に不安が残る。特に、ライニング部材の連結部分の強度が小さいと、施工後に地震が発生して螺旋管に引張力(引抜力)が作用したときに、ライニング部材の連結部分が変形して止水性が低下してしまう恐れがある。
【0005】
それゆえに、この発明の主たる目的は、新規な、管更生部材および螺旋管の製管方法を提供することである。
【0006】
この発明の他の目的は、ライニング部材の連結部分の変形を抑制でき、耐震性に優れる螺旋管を形成できる、管更生部材および螺旋管の製管方法を提供することである。
【課題を解決するための手段】
【0007】
第1の発明は、ライニング部材を螺旋状に巻き回すと共にライニング部材の隣り合う側縁部同士を連結することによって螺旋管を形成しながら、螺旋管を既設管内に送り込んでいく管路更生工法に用いられる管更生部材であって、ライニング部材と、螺旋状に巻き回したライニング部材の外面側に取り付けられる補強部材とを備え、ライニング部材は、螺旋管の内面を構成する一方主面を有する帯板状のライニング基体、およびライニング基体の他方主面(つまり螺旋管を形成したときの外面側の面)の両側部のそれぞれに形成された係止部を備え、補強部材は、帯板状の天壁と天壁の両側縁部から延出される帯板状の一対の側壁とを有し、ライニング部材側に向かって開口する溝状に形成された補強基体、および一対の側壁のそれぞれに形成された被係止部を備え、補強部材は、被係止部が係止部に係止されることで、ライニング部材の連結部分を跨いで覆うようにライニング部材に取り付けられる、管更生部材である。
【0008】
第1の発明では、管更生部材は、ライニング部材と補強部材とを含み、螺旋管を形成しながら既設管内に送り込んでいく管路更生工法に用いられる。ライニング部材は、螺旋管の内面を構成する一方主面を有する帯板状のライニング基体と、ライニング基体の他方主面の両側部のそれぞれに形成される係合部とを備える。一方、補強部材は、ライニング部材側に向かって開口する溝状に形成された補強基体と、補強基体の一対の側壁のそれぞれに形成された被係止部とを備える。そして、補強部材は、被係止部がライニング部材の係止部に係止されることで、ライニング部材の連結部分を跨いで覆うようにライニング部材に取り付けられる。
【0009】
第1の発明によれば、ライニング部材の連結部分を跨いで覆うように取り付けられる補強部材を備えるので、地震発生時などにおいても、ライニング部材の連結部分の変形を適切に抑えることができ、連結部分の止水性を確保できる。すなわち、高い耐震性を発揮できる螺旋管を形成できる。また、ライニング部材の連結部分が補強部材によって保護されるので、形成した螺旋管を既設管内に送り込むときに、ライニング部材の連結部分が既設管の内面に擦れて傷つくことを防止できる。
【0010】
第2の発明は、第1の発明に従属し、螺旋状に巻き回したライニング部材の外面側から取り付けられて当該ライニング部材の隣り合う側縁部どうしを連結する連結部材を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
9か月前
東レ株式会社
溶融紡糸設備
1か月前
東レ株式会社
金型の製造方法
6か月前
東レ株式会社
シート成形口金
6か月前
津田駒工業株式会社
連続成形機
4か月前
東レ株式会社
積層基材の製造方法
7か月前
世紀株式会社
造形装置
7か月前
輝創株式会社
接合方法
6か月前
帝人株式会社
成形体の製造方法
24日前
東レ株式会社
延伸フィルムの製造方法
6か月前
六浦工業株式会社
接着装置
6か月前
東レエンジニアリング株式会社
処理装置
9か月前
株式会社吉野工業所
計量キャップ
7か月前
グンゼ株式会社
印刷層の除去方法
6か月前
株式会社不二越
射出成形機
9か月前
東レ株式会社
リーフディスク型フィルター
7か月前
KTX株式会社
シェル型の作製方法
1か月前
個人
超高速射出点描画による熱溶解積層法
6か月前
小林工業株式会社
振動溶着機
1か月前
株式会社城北精工所
押出成形用ダイ
4か月前
株式会社アフィット
粉末焼結積層造形装置
7か月前
大塚テクノ株式会社
樹脂製の構造体
4か月前
トヨタ自動車株式会社
真空成形装置
2か月前
トヨタ自動車株式会社
真空成形方法
2か月前
ダイハツ工業株式会社
3Dプリンタ
8か月前
東レエンジニアリング株式会社
立体造形装置
7か月前
三井化学株式会社
光学部材の製造方法
9か月前
東ソー株式会社
高純度薬品用容器の製造方法
17日前
株式会社イクスフロー
成形装置
3か月前
株式会社日本製鋼所
射出成形機
23日前
株式会社スリーエス
光造形装置
2か月前
NISSHA株式会社
加飾成形品の製造方法
3か月前
ヒロホー株式会社
搬送容器の製造方法
1か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
東レエンジニアリング株式会社
立体造形方法
9か月前
東レエンジニアリング株式会社
立体造形方法
9か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ


































