TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024045994
公報種別
公開特許公報(A)
公開日
2024-04-03
出願番号
2022151107
出願日
2022-09-22
発明の名称
缶の製造方法及び装置
出願人
東洋製罐株式会社
代理人
弁理士法人英知国際特許商標事務所
主分類
B21D
51/26 20060101AFI20240327BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明は、エアアシストを適切に行うことにより、加工された缶からパンチをスムーズに抜き取ることができるエアアシストを行う缶の製造方法を提供することを課題とする。
【解決手段】プレス機を用いた絞り加工及び/又は絞りしごき加工による缶の製造方法において、前記絞り加工及び/又は絞りしごき加工後の缶からパンチを抜き取るストリッピング工程を有し、前記ストリッピング工程では、前記パンチの先端のエア吹出口からエアを吹き出して、前記パンチの抜き取りをアシストするエアアシストを行い、前記エアアシストでは、前記エアの圧力及び/又は前記エアの吹き出しタイミングを、ショット毎に、当該ショットの条件に応じた圧力及び/又は吹き出しタイミングに調整することを特徴とする缶の製造方法。
【選択図】図2
特許請求の範囲
【請求項1】
プレス機を用いた絞り加工及び/又は絞りしごき加工による缶の製造方法において、
前記絞り加工及び/又は前記絞りしごき加工後の缶からパンチを抜き取るストリッピング工程を有し、
前記ストリッピング工程では、前記パンチの先端のエア吹出口からエアを吹き出して、前記パンチの抜き取りをアシストするエアアシストを行い、
前記エアアシストでは、前記エアの圧力及び/又は前記エアの吹き出しタイミングを、ショット毎に、当該ショットの条件に応じた圧力及び/又は吹き出しタイミングに調整することを特徴とする缶の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記エアの圧力を、前記ショット時の運転速度に応じた圧力に調整することを特徴とする請求項1に記載の缶の製造方法。
【請求項3】
前記ショットが運転開始後の最初の缶に対するショットである場合は、前記エアの圧力を前記ショットの他の条件が同じであるショット時の圧力よりも高く調整する及び/又は前記エアの吹き出しタイミングを前記ショットの他の条件が同じであるショット時の吹き出しタイミングよりも早く調整することを特徴とする請求項1に記載の缶の製造方法。
【請求項4】
前記エアの吹き出しタイミングを、前記ショット時の運転速度及び/又は前記エアの圧力に応じたタイミングに調整することを特徴とする請求項1に記載の缶の製造方法。
【請求項5】
前記プレス機はボディメーカーであることを特徴とする請求項1~4の何れか1項に記載の缶の製造方法。
【請求項6】
絞り加工及び/又は絞りしごき加工による缶の製造装置において、
パンチ、ストリッパ及び制御装置を備え、
前記パンチは、先端にエアを吹き出すエア吹出口を有し、
前記制御装置は、前記ストリッパを前記缶の端部に係合させて、前記パンチを前記缶から抜き取るときに、前記エア吹出口からエアを吹き出すエア吹出制御を行い、
前記エア吹出制御では、前記エアの圧力及び/又は前記エアの吹き出しタイミングを、ショット毎に、当該ショットの条件に応じた圧力及び/又は吹き出しタイミングに調整することを特徴とする缶の製造装置。
【請求項7】
前記制御装置は、前記エアの圧力を、前記ショット時の運転速度に応じた圧力に調整することを特徴とする請求項6に記載の缶の製造装置。
【請求項8】
前記制御装置は、前記ショットが運転開始後の最初の缶に対するショットである場合は、前記エアの圧力を前記ショットの他の条件が同じであるショット時の圧力よりも高く調整する及び/又は前記エアの吹き出しタイミングを前記ショットの他の条件が同じであるショット時の吹き出しタイミングよりも早く調整することを特徴とする請求項6に記載の缶の製造装置。
【請求項9】
前記制御装置は、前記エアの吹き出しタイミングを、前記ショット時の運転速度及び/又は前記エアの圧力に応じたタイミングに調整することを特徴とする請求項6に記載の缶の製造装置。
【請求項10】
前記製造装置はボディメーカーであることを特徴とする請求項6~9の何れか1項に記載の缶の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス機を用いた絞り加工及び/又は絞りしごき加工による金属缶の製造方法及び装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来から、プレス機を用いた金属缶の絞り加工において、金属缶を絞り加工及び/又は絞りしごき加工後、パンチを缶から抜き取るときに缶底部とパンチ先端部との間に生じる陰圧を軽減するために、パンチの先端と缶の底部との間の空間にアシストエアを供給するエアアシストを行う技術が知られている。(特許文献1~3参照)
【先行技術文献】
【特許文献】
【0003】
特開2021-70034号公報
特開平9-271870号公報
特表2019-525844号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
プレス機を用いて、金属缶を絞り加工により製造する場合、パンチによる金属缶を絞り加工及び/又は絞りしごき加工後、パンチを缶から抜き取る際、加工された缶とパンチは密着しているとともに、パンチは速い速度で引き抜かれるため、缶底部とパンチ先端部間の空間には陰圧が生じて、パンチを缶から抜くことができない。そこで、缶をストリッパで押えてパンチを抜き取るが、それでも缶底部とパンチ先端部間の空間に生じた陰圧が解消することはない。そのため、パンチの先端からエアを吹き出して陰圧を解消することにより、パンチの抜き取りをスムーズにするエアアシストを行っている。(図1参照)
【0005】
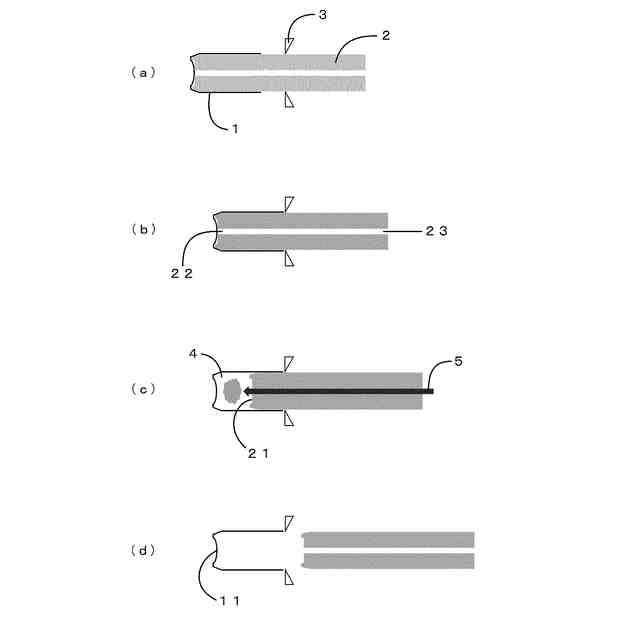
しかし、エアの吹き出しが適切でないと、正常にパンチを抜き取ることができない場合がある。例えば、エアの吹き出しが弱いと、缶底部とパンチ先端部間の空間に生じた陰圧が解消できずに、缶がつぶれてしまったり(図4(a)参照)、逆にエアの吹き出しが強いと、パンチが抜き取られるとともに、缶が吹き飛ばされ、ダイなどの周囲の構造物に衝突してしまったり(図4(b)参照)することがあった。
【0006】
本発明は、このように正常にパンチを抜き取ることができない場合があるという問題に対処するために提案されたものであり、エアアシストを適切に行うことにより、加工された缶からパンチをスムーズに抜き取ることができるエアアシストを行う缶の製造方法及び装置を提供することを課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するために、本発明の缶の製造方法は、以下の構成を具備するものである。
プレス機を用いた絞り加工及び/又は絞りしごき加工による缶の製造方法において、前記絞り加工及び/又は絞りしごき加工後の缶からパンチを抜き取るストリッピング工程を有し、前記ストリッピング工程では、前記パンチの先端のエア吹出口からエアを吹き出して、前記パンチの抜き取りをアシストするエアアシストを行い、前記エアアシストでは、前記エアの圧力及び/又は前記エアの吹き出しタイミングを、ショット毎に、当該ショットの条件に応じた圧力及び/又は吹き出しタイミングに調整することを特徴とする缶の製造方法。
【0008】
また、本発明の缶の製造装置は、以下の構成を具備するものである。
絞り加工及び/又は絞りしごき加工による缶の製造装置において、パンチ、ストリッパ及び制御装置を備え、前記パンチは、先端にエアを吹き出すエア吹出口を有し、前記制御装置は、前記ストリッパを前記缶の端部に係合させて、前記パンチを前記缶から抜き取るときに、前記エア吹出口からエア吹き出すエア吹出制御を行い、前記エア吹出制御では、前記エアの圧力及び/又は前記エアの吹き出しタイミングを、ショット毎に、当該ショットの条件に応じた圧力及び/又は吹き出しタイミングに調整することを特徴とする缶の製造装置。
【発明の効果】
【0009】
本発明は、エアアシストにおけるエアの圧力及び/又はエアの吹き出しタイミングを適切に調節することにより、加工された缶からパンチをスムーズに抜き取ることができる缶の製造方法及び装置を提供することができる。
【図面の簡単な説明】
【0010】
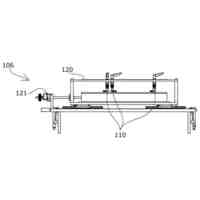
本発明の実施形態におけるエアアシストを説明する図である。
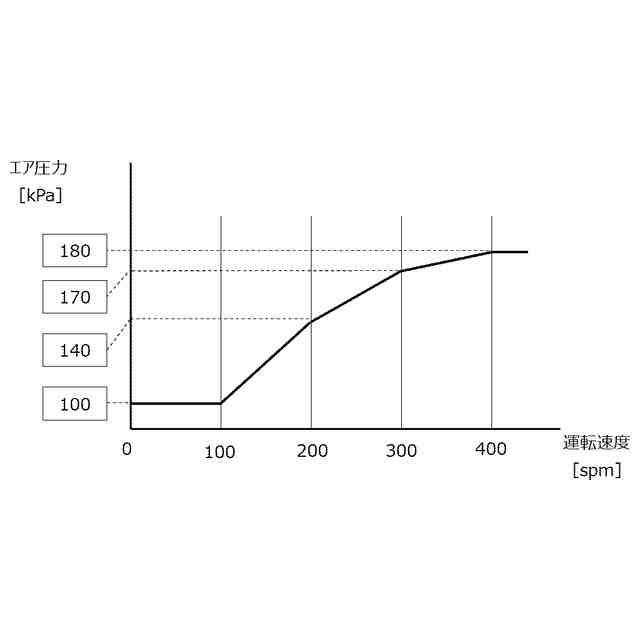
本発明の実施形態であるプレス機でのエアの圧力の設定例を示す図である。
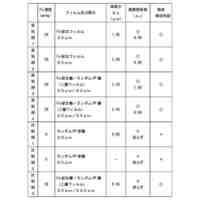
本発明の実施形態であるプレス機でのエアの吹き出しタイミングの設定例を示す図であり、(a)がタイミング補正量の表、(b)がそのグラフである。
本発明の課題を説明する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
ガイド機構
21日前
東洋製罐株式会社
加熱殺菌用包装袋
7日前
東洋製罐株式会社
Tダイス清掃装置およびTダイス清掃方法
14日前
東洋製罐株式会社
包装用フィルム
21日前
東洋製罐株式会社
検査物の表面検査を行う検査装置、検査物の表面検査を行う検査装置を備えた製造ライン及び検査物の表面検査を行う検査方法。
1日前
個人
金型装置
3か月前
個人
鋼線材の高減面率延伸装置
2か月前
個人
ハゼ折鋼板のハゼ締め装置
8日前
村田機械株式会社
プレス機械
1日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
1か月前
株式会社ゴーシュー
歯車素材
28日前
トヨタ自動車株式会社
鍛造加工装置
4か月前
トヨタ紡織株式会社
金型装置
1か月前
トヨタ自動車株式会社
プレス成型方法
3か月前
大裕株式会社
鋼矢板の矯正装置
2か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
株式会社小矢部精機
膜厚制御装置
3か月前
日産自動車株式会社
逐次成形方法
25日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
21日前
A株式会社
接合部材、及び、骨組み構造体
21日前
株式会社リード
金属管曲げ型
3か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
株式会社不二越
歯車転造加工ユニット
4か月前
大同特殊鋼株式会社
鋼種判別装置
3か月前
大同特殊鋼株式会社
横型鍛造装置
1日前
ニデック株式会社
金型及び打ち抜き方法
1か月前
冨士発條株式会社
トリミング装置
1か月前
株式会社ヤマナカゴーキン
ダイセット装置
14日前
ダイハツ工業株式会社
曲げ加工装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
トヨタ紡織株式会社
カシメ装置
1日前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
ニデック株式会社
金型及びプレス加工装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
14日前
ダイハツ工業株式会社
曲げ加工装置
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ