TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024038789
公報種別
公開特許公報(A)
公開日
2024-03-21
出願番号
2022143065
出願日
2022-09-08
発明の名称
ワーク洗浄装置、ワーク洗浄方法、および等速自在継手用外側継手部材
出願人
NTN株式会社
代理人
個人
,
個人
主分類
C23G
1/14 20060101AFI20240313BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】ボンデ被膜および潤滑油が付着した金属部品の塗装処理工程において、酸や強アルカリなどの薬剤を用いることなく、ボンデ被膜および潤滑油を除去することができるワーク洗浄装置、ワーク洗浄方法、及びボンデ被膜および潤滑油を除去する塗装前洗浄が行われた外側継手部材を提供する。
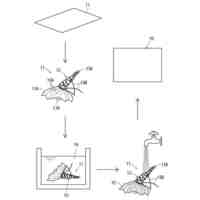
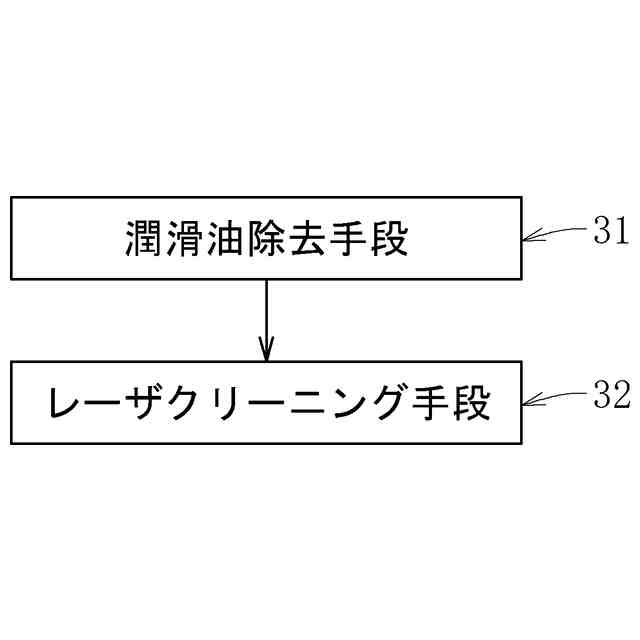
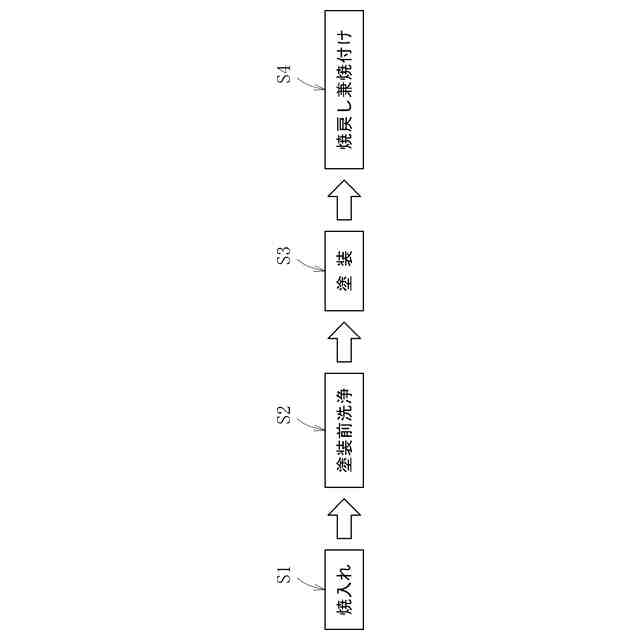
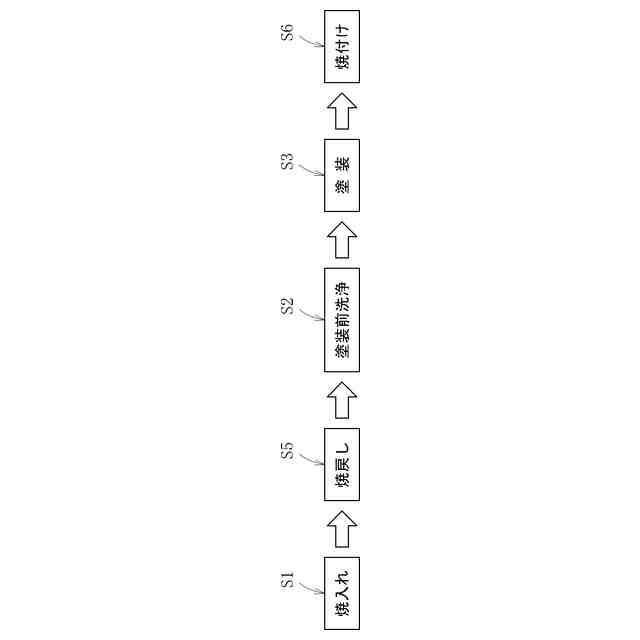
【解決手段】洗浄剤でワークの潤滑油を除去する潤滑油除去工程と、レーザ光をワークに照射することによって、ワークのボンデ被膜を剥離するレーザクリーニング工程とを備える。潤滑油除去工程を行った後、レーザクリーニング工程を行う。
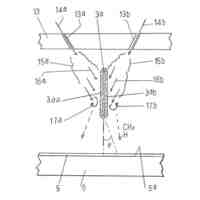
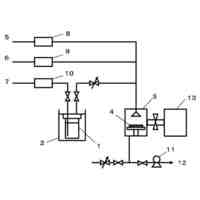
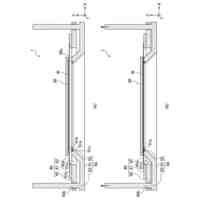
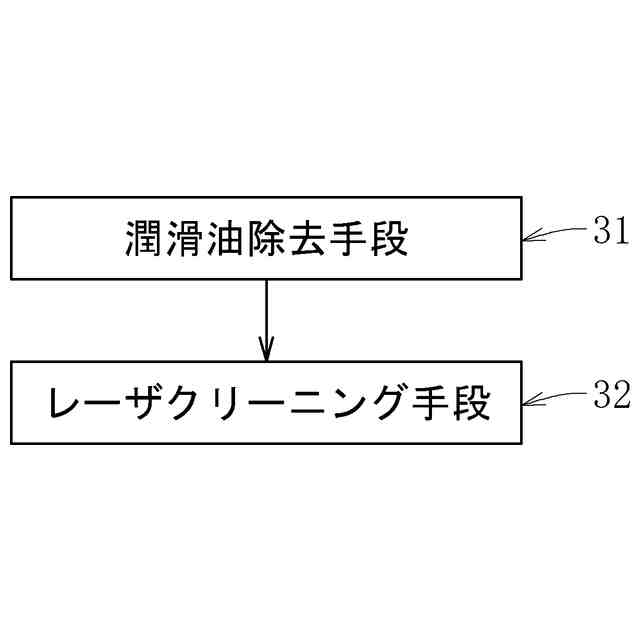
【選択図】図1
特許請求の範囲
【請求項1】
ボンデ被膜及び潤滑油が付着した金属部品であるワークを洗浄するワーク洗浄装置であって、
ワークの潤滑油を除去する潤滑油除去手段と、レーザ光をワークに照射することによって、ワークのボンデ被膜を剥離するレーザクリーニング手段とを備えたことを特徴とするワーク洗浄装置。
続きを表示(約 1,000 文字)
【請求項2】
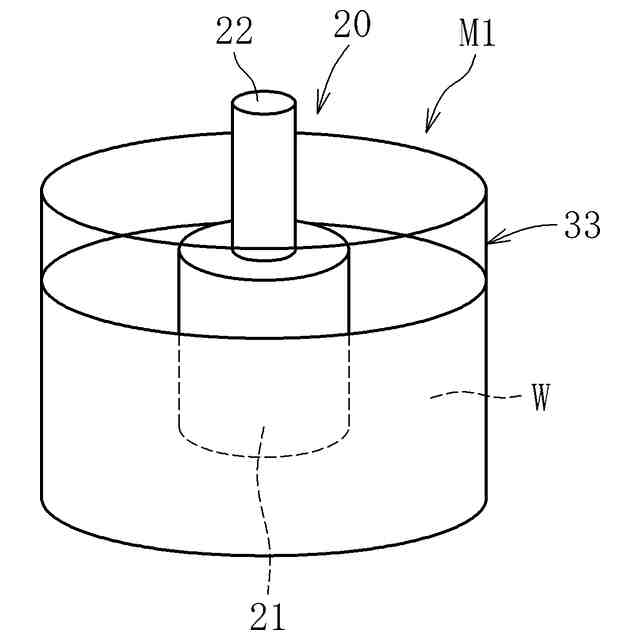
潤滑油除去手段は、洗浄剤にワークを浸漬する浸漬構造で構成されることを特徴とする請求項1に記載のワーク洗浄装置。
【請求項3】
潤滑油除去手段は、洗浄剤にワークに噴射する噴射構造で構成されることを特徴とする請求項1に記載のワーク洗浄装置。
【請求項4】
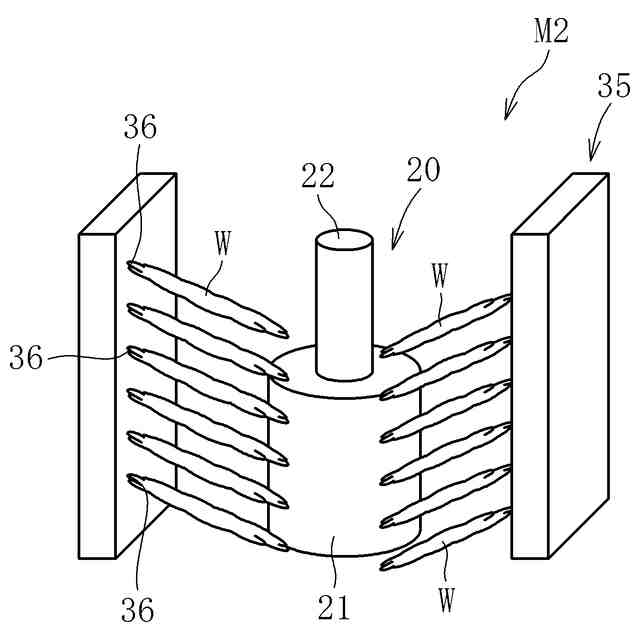
潤滑油除去手段は、ブラシをワークに接触させて潤滑油を除去するブラシ接触構造で構成されることを特徴とする請求項1に記載のワーク洗浄装置。
【請求項5】
洗浄剤が、界面活性剤が含まれたアルカリ洗浄剤と水をイオン化したアルカリ水との少なくともいずれかの弱アルカリ性洗浄剤であることを特徴とする請求項2または請求項3のワーク洗浄装置。
【請求項6】
ボンデ被膜及び潤滑油が付着した金属部品であるワークを洗浄するワーク洗浄方法であって、
洗浄剤でワークの潤滑油を除去する潤滑油除去工程と、レーザ光をワークに照射することによって、ワークのボンデ被膜を剥離するレーザクリーニング工程とを備え、潤滑油除去工程を行った後、レーザクリーニング工程を行うことを特徴とするワーク洗浄方法。
【請求項7】
前記金属部品が塗装される部品であり、前記請求項6に記載のワーク洗浄方法にて、金属部品からボンデ被膜及び潤滑油を除去した後、ボンデ被膜及び潤滑油が除去された金属部品に塗装を施すことを特徴とするワーク洗浄方法。
【請求項8】
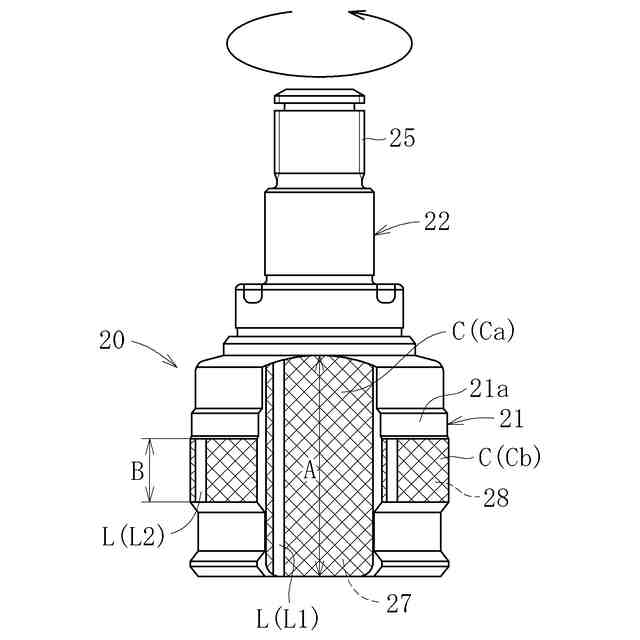
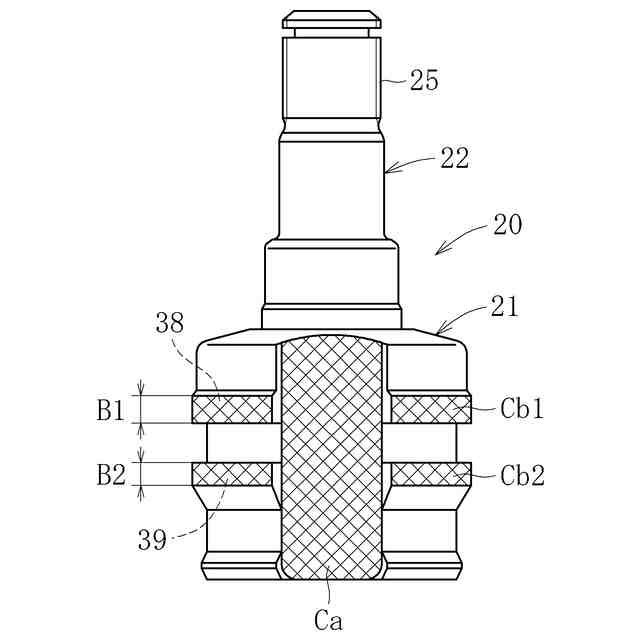
内径面にトルク伝達部材の転動を案内する案内溝が複数設けられたカップ部と、該カップ部の底部から軸方向外向きに延びたステム部とを備え、該ステム部に、他部材をトルク伝達可能に連結するための連結要素が設けられた等速自在継手用外側継手部材であって、
前記カップ部が、前記請求項6又は請求項7に記載のワーク洗浄方法が施されてなることを特徴とする等速自在継手用外側継手部材。
【請求項9】
内径面にトルク伝達部材の転動を案内する案内溝が複数設けられたカップ部と、該カップ部の底部から軸方向外向きに延びたステム部とを備え、該ステム部に、他部材をトルク伝達可能に連結するための連結要素が設けられた等速自在継手用外側継手部材であって、
前記ステム部が、前記請求項6又は請求項7に記載のワーク洗浄方法が施されてなることを特徴とする等速自在継手用外側継手部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク洗浄装置、ワーク洗浄方法、および等速自在継手用外側継手部材に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
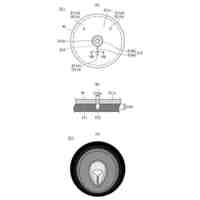
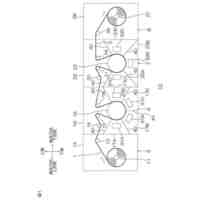
金属製自動車製品としての等速自在継手は、外側継手部材と、内側継手部材と、外側継手部材のトラック溝と内側継手部材のトラック溝との間に介在してトルクを伝達する複数のボールと、ボールを保持するケージ等で構成される。この場合、図12に示すように、外側継手部材は、カップ部1とステム部2とからなる。そして、カップ部1の内径面(内球面)3にボールが転動)するトラック溝4が形成されている。また、ステム部2は、雄スプライン部5と、先端の雄ねじ部6とが形成されている。
【0003】
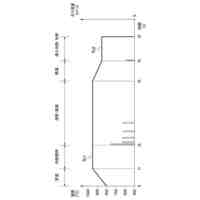
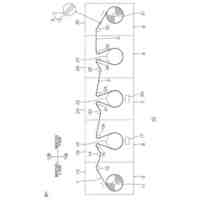
外側継手部材は、一般には、図11に示すように、(亜)熱間鍛造工程11→冷間鍛造工程12→旋削・転造工程13→熱処理・塗装工程14→研削工程15等の工程が行われて製造される。
【0004】
従来には、金属製自動車部品を高周波焼入れし、その焼入れ後に自動車部品の表面に粉体塗料を塗布した上で、自動車部品の焼戻しと焼付けとを高周波誘導加熱により同時に行う方法および製造装置が開示されている(特許文献1)。また、金属製自動車部品としての外側継手部材を冷間鍛造により、製造する方法が開示されている(特許文献2)。
【0005】
ところで、冷間鍛造工程12では、ボンデ処理を行う。ここで、ボンデ処理(リン酸塩被膜+石鹸処理)「ボンデライト・ボンダリューベ法」とは、材料にリン酸塩皮膜処理を行い、材料の表面に潤滑皮膜を生成させる処理である。冷間鍛造成形加工時の成形品と成形金型の摩擦抵抗を減らすために行う。
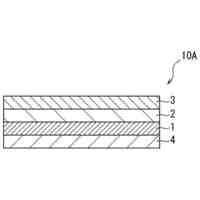
【0006】
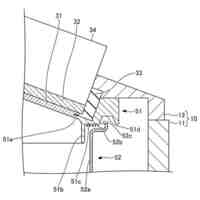
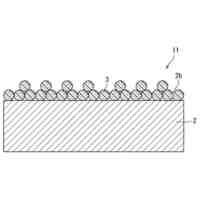
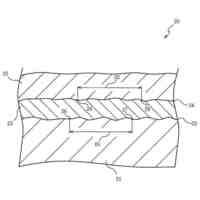
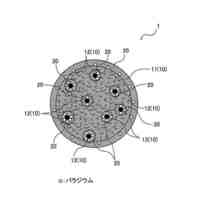
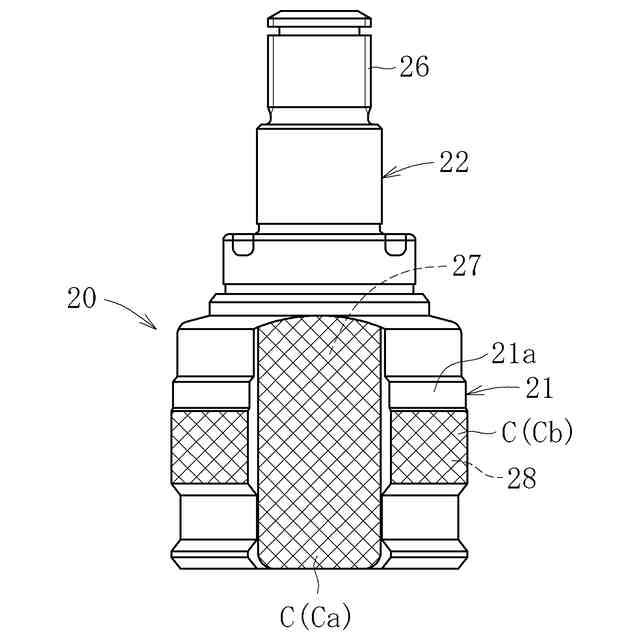
このボンデ処理で、図10に示すように、素材(例えば、中炭素鋼)M上にボンデ被膜Cが形成される。ボンデ被膜Cは、リン酸亜鉛皮膜C1と、リン酸亜鉛皮膜C1上に形成される反応性石鹸層(金属石鹸層)C2と、反応性石鹸層C2上に形成される未反応石鹸層C3との3層構造となる。
【0007】
最下層のリン酸亜鉛皮膜C1は、素材Mとの密着性に優れ、素材Mに追随して、金型とワークとの焼付き(金属接触)を防止する。中間の金属石鹸層C2は摩擦係数を低減する働きがある。上層の未反応石鹸層C3は鍛造時に金型との離型性を向上させる。
【0008】
ステム部2の雄スプライン部5の成形は、一般には、転造加工やプレス加工で行われる。その加工の際には潤滑油が使用される。このため、塗装工程で、冷間鍛造で行われたボンデ処理によるボンデ被膜や、スプライン成形時の潤滑油が被塗装品(外側継手部材)に残る。しかながら、このようなボンデ被膜や潤滑油が残れば、塗装剥がれを起こすおそれがある。そこで、従来では、脱脂洗浄が行われていた。
【先行技術文献】
【特許文献】
【0009】
国際公開第2012/03925号
特開2002-346688号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
ところで、脱脂洗浄を行う場合、潤滑油のみの付着では、例えば、弱アルカリ洗剤を用いて除去することができる。しかしながら、ボンデ被膜を除去する場合、酸や強アルカリ性の洗剤を用いることになる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
熱フィラメントCVD装置
2か月前
東レエンジニアリング株式会社
成膜装置
2か月前
株式会社アイセロ
防錆フィルム
11日前
マークテック株式会社
脱脂洗浄剤
4か月前
マシン・テクノロジー株式会社
蒸発装置
2か月前
株式会社アルバック
基板処理装置
2か月前
東ソー株式会社
ルテニウム含有薄膜の製造方法
3か月前
東京エレクトロン株式会社
成膜装置
3か月前
東京エレクトロン株式会社
成膜装置
3か月前
東京エレクトロン株式会社
成膜装置
4か月前
北川工業株式会社
導電反射膜
18日前
東京エレクトロン株式会社
基板処理装置
1か月前
株式会社ベル・トレーディング
金属洗浄剤
2か月前
TOPPANホールディングス株式会社
エッチング装置
1か月前
株式会社神戸製鋼所
改質金属材の製造方法
1か月前
東京エレクトロン株式会社
成膜装置および成膜方法
6日前
株式会社野村鍍金
積層硬質炭素膜及びその製造方法
1か月前
株式会社ユニカル
防錆皮膜形成用液状組成物
3か月前
東京エレクトロン株式会社
成膜方法および成膜装置
2か月前
株式会社ブイ・テクノロジー
蒸着装置及び蒸着方法
1か月前
株式会社神戸製鋼所
金属-有機化合物複合材
19日前
マルイ鍍金工業株式会社
ステンレスの表面処理方法。
2か月前
株式会社MOLDINO
被覆工具
1か月前
株式会社オプトラン
基板ホルダー搬送システム
2か月前
株式会社不二越
真空浸炭方法及び真空浸炭装置
1か月前
日本特殊陶業株式会社
複合部材
24日前
富士フイルム株式会社
蒸着方法および蒸着用容器
19日前
日東電工株式会社
透明導電性フィルムの製造方法
3か月前
キヤノントッキ株式会社
成膜装置
12日前
日東電工株式会社
透明導電性フィルムの製造方法
3か月前
日東電工株式会社
透明導電性フィルムの製造方法
3か月前
個人
金属製品を生産する方法
3か月前
矢崎総業株式会社
めっき素材及びめっき前処理方法
4か月前
芝浦メカトロニクス株式会社
成膜装置
3か月前
株式会社アルバック
成膜方法
4か月前
株式会社アルバック
基板処理装置及びクランプ機構
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ