TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024036920
公報種別
公開特許公報(A)
公開日
2024-03-18
出願番号
2022141476
出願日
2022-09-06
発明の名称
循環部材及びボールねじ
出願人
NTN株式会社
代理人
個人
,
個人
,
個人
主分類
F16H
25/22 20060101AFI20240311BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】製造方法の選択の幅が広がる循環部材を提供する。
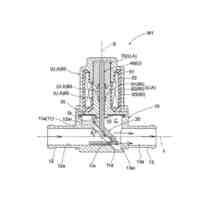
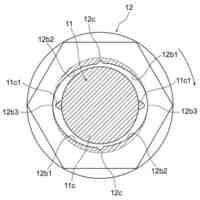
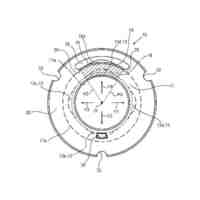
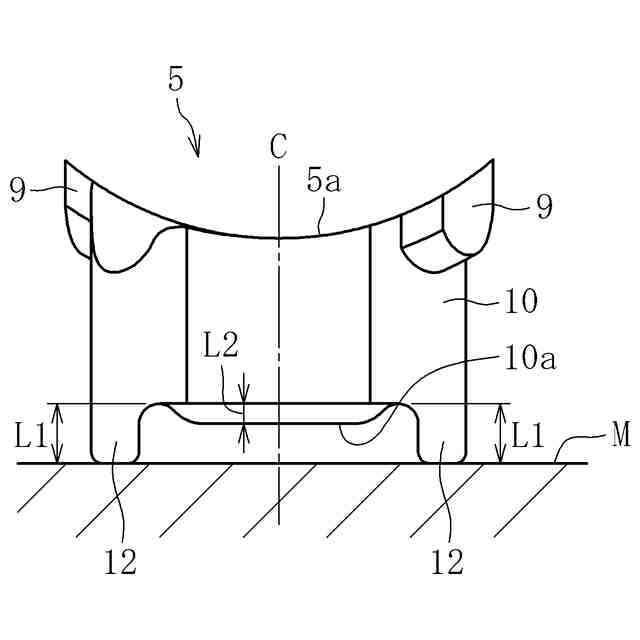
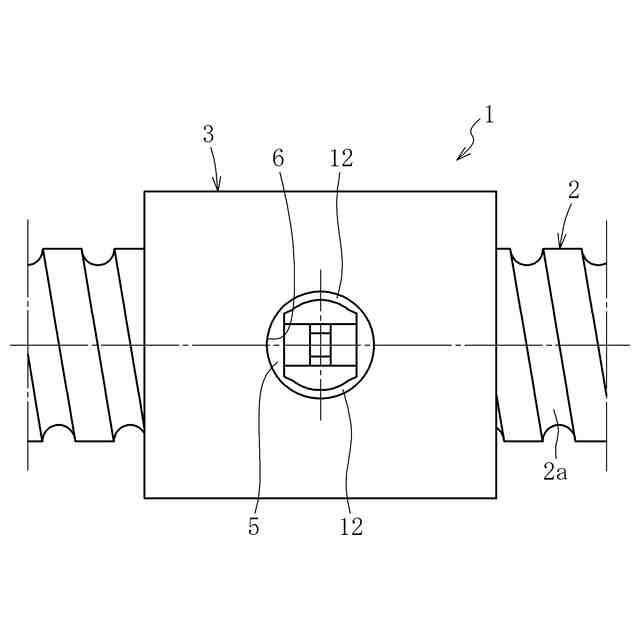
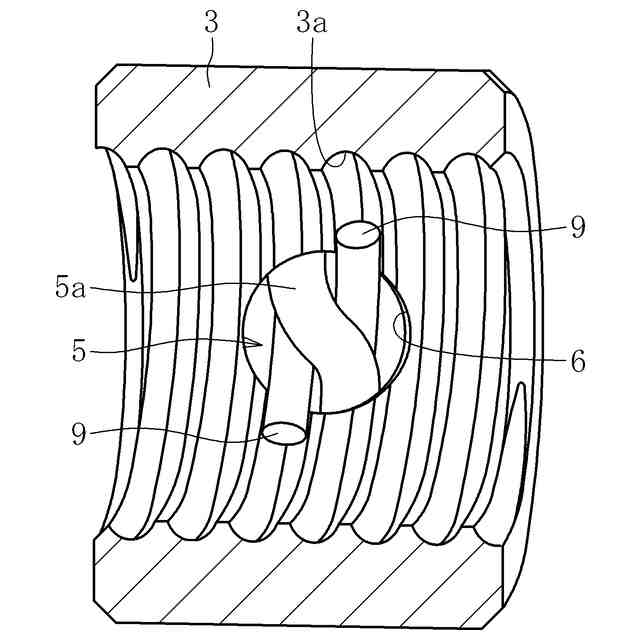
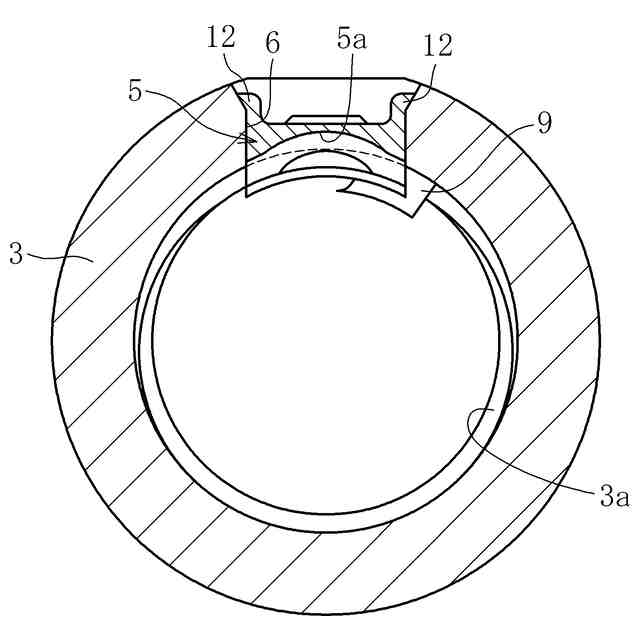
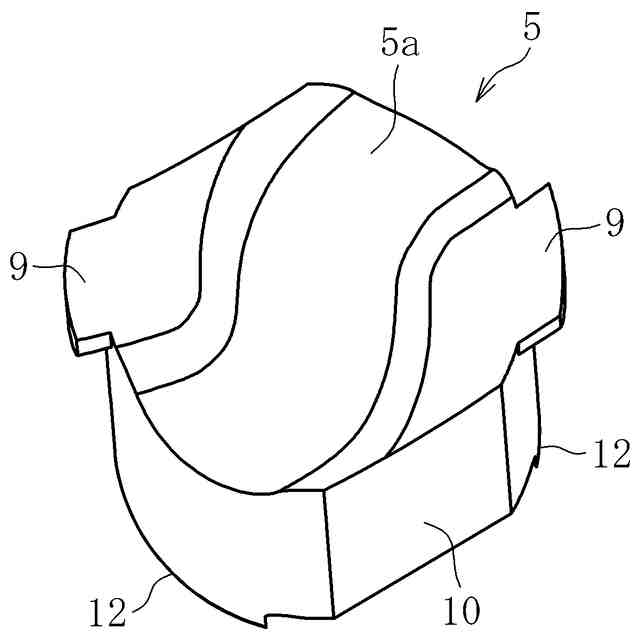
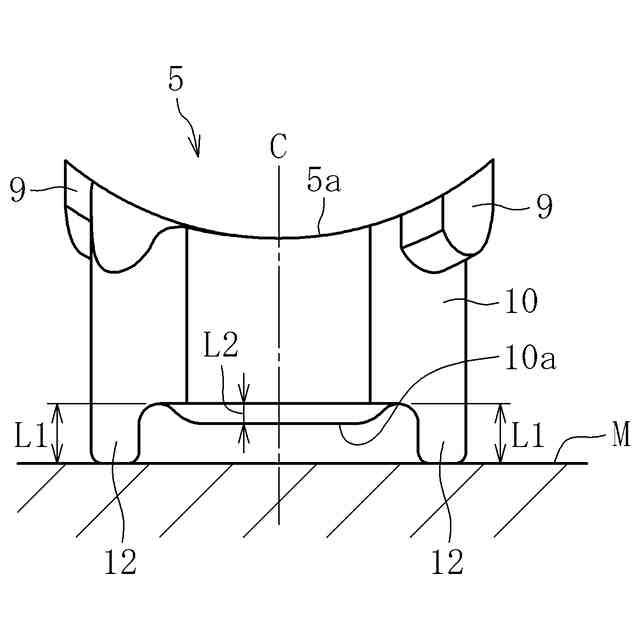
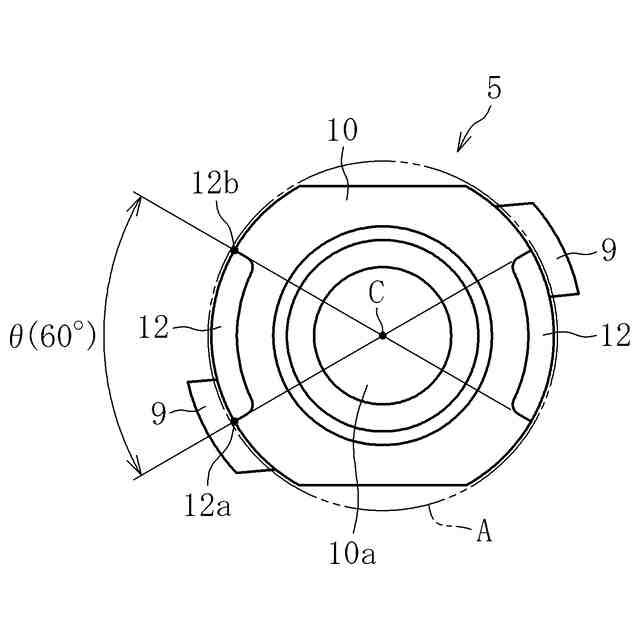
【解決手段】ボールねじのナットに取り付けられ、ナットのねじ溝に沿って転動するボールを循環させるボールねじ用の循環部材5であって、ナットに取り付けられた状態において、ナットのねじ溝の隣り合う部分同士を連結する連結溝5aを有する本体部10と、本体部10からナットの外径方向へ突出するように設けられナットに対して加締められて係合する複数の加締め部12を備え、本体部10は、複数の加締め部12の先端同士を繋ぐ平面Mよりもナットの内径方向へ凹むように形成される。
【選択図】図7
特許請求の範囲
【請求項1】
ボールねじのナットに取り付けられ、前記ナットのねじ溝に沿って転動するボールを循環させるボールねじ用の循環部材であって、
前記ナットに取り付けられた状態において、前記ナットのねじ溝の隣り合う部分同士を連結する連結溝を有する本体部と、前記本体部から前記ナットの外径方向へ突出するように設けられ前記ナットに対して加締められて係合する複数の加締め部を備え、
前記本体部は、前記複数の加締め部の先端同士を繋ぐ平面よりも前記ナットの内径方向へ凹むように形成されることを特徴とする循環部材。
続きを表示(約 460 文字)
【請求項2】
前記複数の加締め部は、前記本体部上の所定の一点を中心とする円弧状に形成され、
前記所定の一点から前記加締め部の周方向の両端を通るように伸ばした二直線間の角度は、60°以上90°以下である請求項1に記載の循環部材。
【請求項3】
前記ナットに取り付けられた状態において、前記ナットのねじ溝に係合する位置決め用のアーム部を備える請求項1又は2に記載の循環部材。
【請求項4】
前記循環部材は、鍛造体、又は焼結体、あるいは3Dプリンタを用いて一体成形される金属体である請求項1又は2に記載の循環部材。
【請求項5】
内周面に螺旋状のねじ溝を有するナットと、前記ナットの内側に挿入され外周面に螺旋状のねじ溝を有するねじ軸と、前記ナットと前記ねじ軸のそれぞれの前記ねじ溝の間で転動する複数のボールと、前記複数のボールを循環させる循環部材を備えるボールねじであって、
前記循環部材として、請求項1又は2に記載の循環部材を備えることを特徴とするボールねじ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボールねじ内において複数のボールを循環させる循環部材、及びその循環部材を備えるボールねじに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一般産業用工作機械、あるいは、自動車用アクチュエータなどに用いられるボールねじとして、ボールねじ内でボールを循環させる循環部材を備えるものが知られている。
【0003】
循環部材は、ボールねじのナットに対して加締めなどにより固定されるが、万が一、循環部材がナットから脱落すると、ボールねじの機能上、重大な欠陥となる。そのため、十分な対策が求められる。
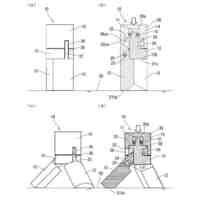
【0004】
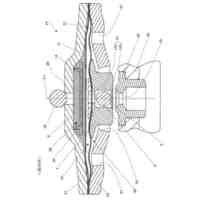
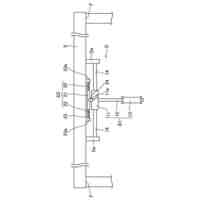
例えば、特許文献1(特開2006-189124号公報)においては、ナットに対する循環部材の脱落を防止するために、図15に示されるような一対のアーム部101を備える循環部材100が提案されている。この場合、図16に示されるように、一対のアーム部101がナット200のねじ溝201に係合することにより、ナット200に対する循環部材100の脱落(ナット外径方向への脱落)が防止される。さらに、この状態において、循環部材100に設けられる凸状の加締め部102(図15参照)を外側へ倒すようにして加締め、加締め部102を循環部材5が挿入されるナット200の嵌合孔202の縁に係合させることにより、循環部材100がナット200に対して固定される。
【0005】
また、特許文献1においては、上記のような複雑形状の循環部材を安価に製造する方法として、金属微粉末とバインダーの混練材を造粒し、その造粒体材を射出成形して焼結する金属粉末射出成形法(Metal injection Molding:以下、MIMという。)が挙げられている。
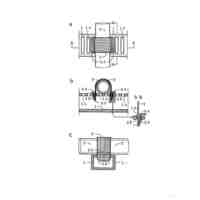
【0006】
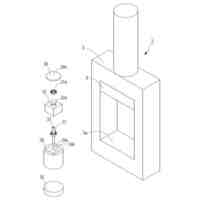
MIMによれば、複雑形状の循環部材であっても安価に製造でき、さらに生産性にも優れる。しかしながら一方で、循環部材が焼き固められるまで、その形状が安定しない問題がある。そのため、特許文献1に示されるような形状の循環部材をMIMによって製造する場合は、焼結前の循環部材を載置面に載置しておく間、循環部材の中央部分が自重により変形しないように、図17に示されるように、加締め部102のほか、循環部材100の中央部分103の下面を載置面Mに接触させ、循環部材100を支えておく必要がある。このため、循環部材100の中央部分103の下面と加締め部102の先端のそれぞれの位置は、同一平面上となるように、中央部分103と加締め部102を同程度突出させておく必要があった(L3=L4)。
【先行技術文献】
【特許文献】
【0007】
特開2006-189124号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、近年、製造方法の選択の幅を広げるため、MIMに代わる製造方法が求められている。例えば、循環部材を安価に製造する方法として、鍛造がある。しかしながら、上記特許文献1に示されるような形状の循環部材を鍛造により製造しようとすると、製造時に作用する荷重により製造用金型が早期破損に至る懸念がある。
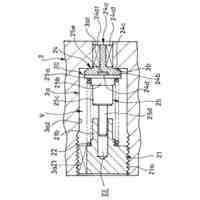
【0009】
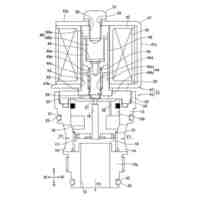
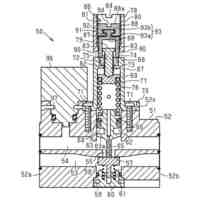
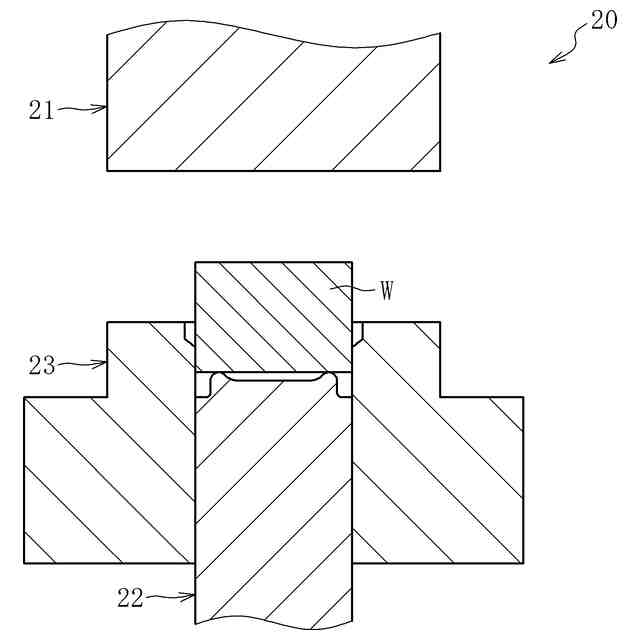
図18に示されるように、循環部材を鍛造により製造するための金型には、ワーク(循環部材)Wを上方から押圧する上型(上パンチ)300と、ワークWを下方から押圧する下型(下パンチ)400とがある。特に下型400においては、循環部材100の加締め部102とこれと同程度突出する中央部分103を形成するため、金型中央部分を凹ませ、その周囲に凸部401を形成する必要がある。しかしながら、このような凸部401を有する下型400においては、ワークWが押圧された際に、凸部401がワークWから外側へ開くような荷重(図18中の矢印方向の反力)を受けるため、この荷重によって下型400に亀裂が入るなどの破損が生じる虞がある。従って、特許文献1に示されるような循環部材の形状では、鍛造などの他の製造方法には適用し難く、改良が求められる。
【0010】
そこで、本発明は、MIM以外の方法も適用でき、製造方法の選択の幅を広げることができる循環部材を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
脚装置
2か月前
個人
配管固定金具
2か月前
個人
家具
1か月前
個人
ジャイロの軸受装置
1か月前
個人
アンカーボルト
19日前
カヤバ株式会社
バルブ
27日前
マフレン株式会社
自動給脂器
1か月前
株式会社ミクニ
弁装置
2か月前
株式会社フジキン
バルブ装置
19日前
株式会社ミクニ
弁装置
2か月前
株式会社テイエルブイ
自動弁
24日前
カヤバ株式会社
ダンパ
27日前
カヤバ株式会社
緩衝器
2か月前
株式会社ミクニ
弁装置
2か月前
株式会社ナジコ
自在継手
1か月前
日星電気株式会社
多層チューブ
2か月前
株式会社不二工機
電動弁
1か月前
イワブチ株式会社
締結具
3か月前
株式会社奥村組
制振機構
3か月前
株式会社テイエルブイ
熱応動弁
2か月前
株式会社奥村組
制振機構
3か月前
個人
圧入成形物の製造法
1か月前
株式会社不二工機
電磁弁
2か月前
井関農機株式会社
作業車両
27日前
株式会社伊藤製作所
連結具
1か月前
個人
穴なしナットと芯なしボルト
3か月前
個人
束ねばね
19日前
株式会社テイエルブイ
複座弁装置
2か月前
株式会社エステック
減速機
1か月前
日東工器株式会社
防振構造
19日前
日本精工株式会社
ボールねじ装置
4日前
個人
鉛直免震支承用ばね要素
3か月前
CKD株式会社
減圧弁
20日前
個人
軸力表示機能付きボルト
27日前
ダイハツ工業株式会社
変速機
2か月前
カヤバ株式会社
シリンダ装置
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ