TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024008635
公報種別
公開特許公報(A)
公開日
2024-01-19
出願番号
2022110657
出願日
2022-07-08
発明の名称
平面研削盤および研削方法
出願人
日清工業株式会社
代理人
個人
主分類
B24B
53/02 20120101AFI20240112BHJP(研削;研磨)
要約
【課題】研削砥石の切れ味を保ち安定した加工を行いつつ過剰なドレッシングを抑制できる、平面研削盤および研削方法を提供する。
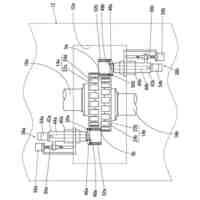
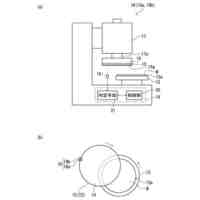
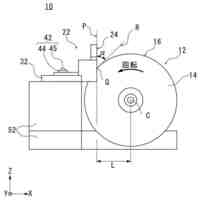
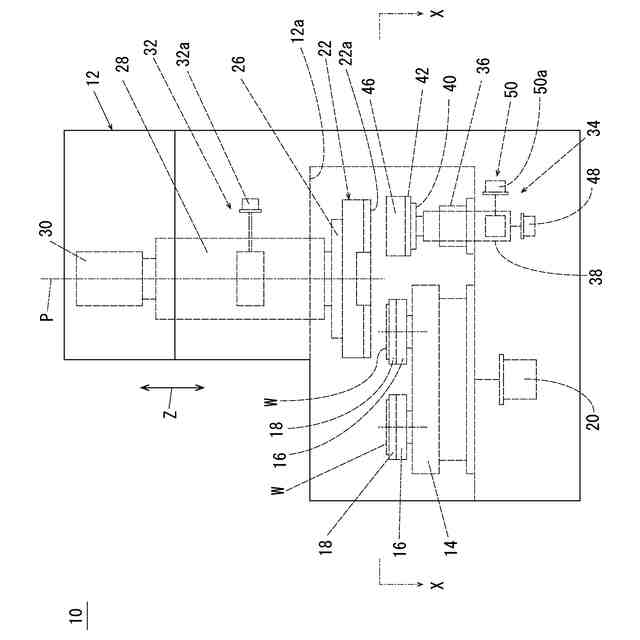
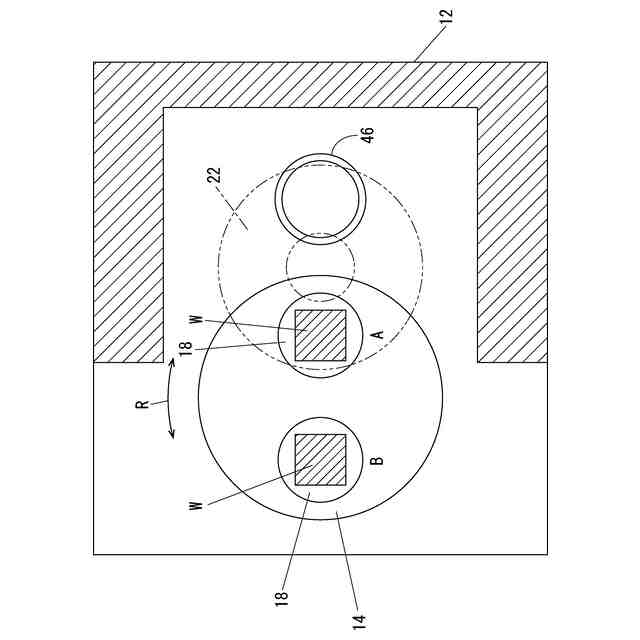
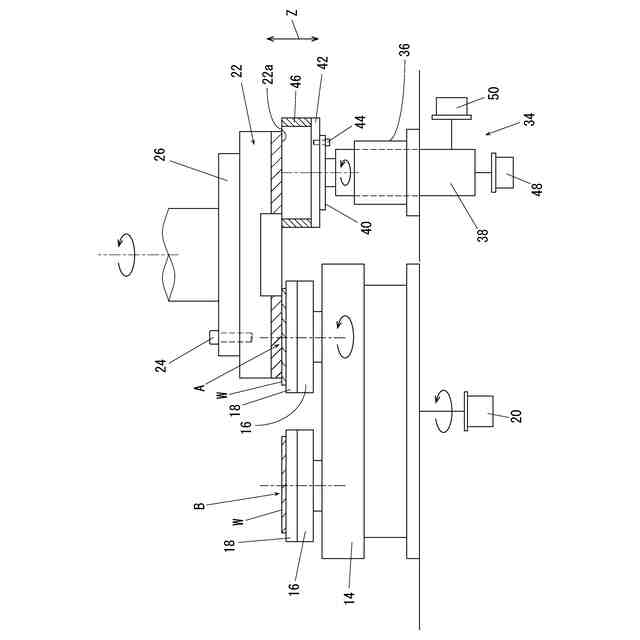
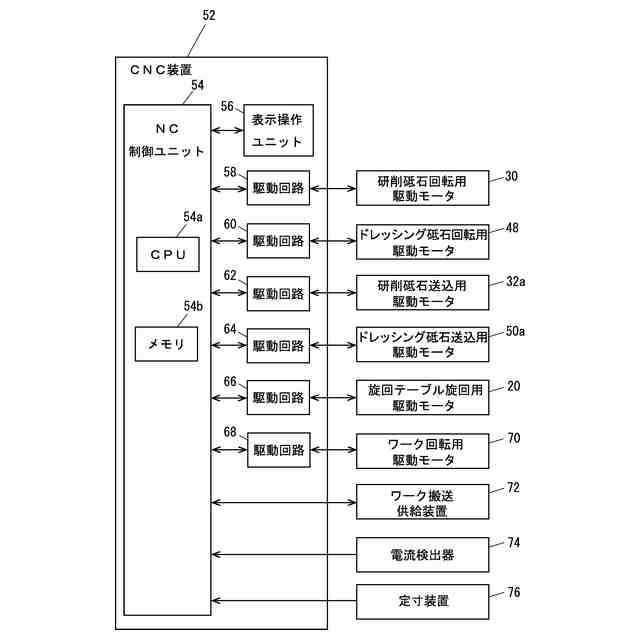
【解決手段】平面研削盤10は、ワークWを保持するチャックテーブル18を回転駆動させる駆動モータ70と、チャックテーブル18に対向して設けられる研削砥石22を回転駆動させる駆動モータ30と、チャックテーブル18に対して研削砥石22を進退させる送込装置32と、研削砥石22に対向して設けられるドレッシング砥石46を回転駆動させる駆動モータ48と、研削砥石22に対してドレッシング砥石46を進退させる送込装置50と、NC制御ユニット54とを含む。NC制御ユニット54は、研削砥石22の送込量と送込速度とに基づいて送込装置32の動作を制御し、かつ送込量と送込速度とドレッシング砥石46の移動速度とに基づいて送込装置50の動作を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを保持するワーク保持部と、
前記ワーク保持部を回転駆動させる第1駆動部と、
前記ワーク保持部に対向して設けられる研削砥石と、
前記研削砥石を回転駆動させる第2駆動部と、
前記ワークを研削するために前記ワーク保持部に対して前記研削砥石を進退させる砥石送り部と、
前記ワーク保持部に並置されかつ前記研削砥石に対向して設けられるドレッシング砥石と、
前記ドレッシング砥石を回転駆動させる第3駆動部と、
前記研削砥石の研削面をドレッシングするために前記研削砥石に対して前記ドレッシング砥石を進退させるドレッシング送り部と、
前記研削砥石の送込量と、前記研削砥石の送込速度と、前記ドレッシング砥石の移動速度とを設定するための設定部と、
前記送込量と前記送込速度とに基づいて前記砥石送り部の動作を制御しかつ前記送込量と前記送込速度と前記移動速度とに基づいて前記ドレッシング送り部の動作を制御する制御部とを備える、平面研削盤。
続きを表示(約 1,100 文字)
【請求項2】
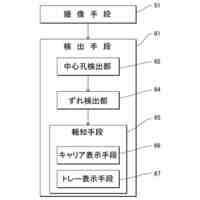
前記研削砥石の切れ味に関する情報を検出する検出部をさらに含み、
前記設定部は、前記検出部の検出結果に基づいて前記移動速度を調整する、請求項1に記載の平面研削盤。
【請求項3】
前記検出部は、前記第2駆動部の電流値を検出する電流検出器を含み、
前記設定部は、前記電流検出器の検出結果に基づいて前記移動速度を調整する、請求項2に記載の平面研削盤。
【請求項4】
前記設定部は、ワーク単位で前記移動速度を調整する、請求項2に記載の平面研削盤。
【請求項5】
前記設定部は、前記ワークの研削中にリアルタイムで前記移動速度を調整する、請求項2に記載の平面研削盤。
【請求項6】
前記設定部は、前記ワークの粗研削および仕上研削のそれぞれにおいて個別に、前記送込量と、前記送込速度と、前記移動速度とを設定し、
前記制御部は、前記粗研削および前記仕上研削のそれぞれにおいて個別に、前記砥石送り部および前記ドレッシング送り部の動作を制御する、請求項1から5のいずれかに記載の平面研削盤。
【請求項7】
前記研削砥石は、外径と内径とを有する円環状の研削面を含み、
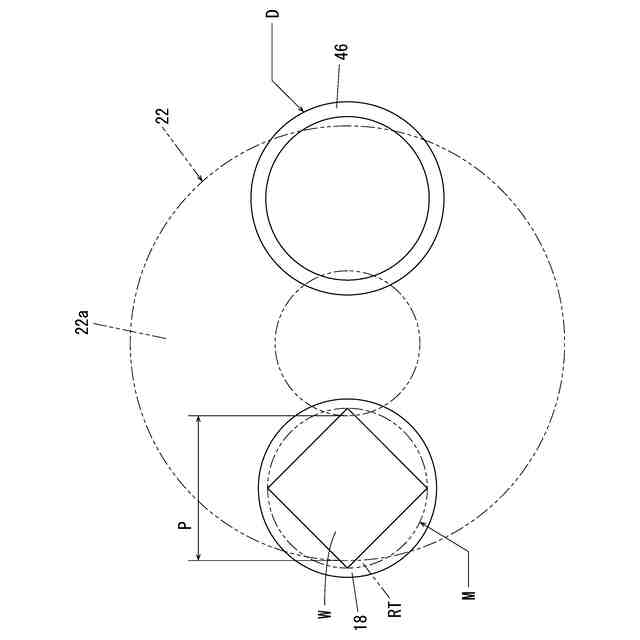
前記ワークの回転最大径が前記研削砥石の研削面の幅より大きく設定され、かつ軸方向視において前記ワークの回転軌跡の一部が前記研削砥石の外周および内周からはみ出るように前記ワークは前記ワーク保持部に保持される、請求項1から5のいずれかに記載の平面研削盤。
【請求項8】
前記研削砥石は、外径と内径とを有する円環状の研削面を含み、
前記ドレッシング砥石の外径が前記研削砥石の研削面の幅より大きく設定され、かつ軸方向視において前記ドレッシング砥石の一部が前記研削砥石の外周および内周からはみ出るように前記ドレッシング砥石が配置される、請求項1から5のいずれかに記載の平面研削盤。
【請求項9】
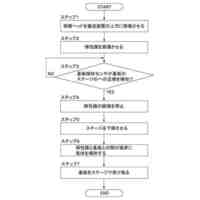
研削砥石でワークを研削するとともに前記研削砥石の研削面をドレッシング砥石でドレッシングする研削方法であって、
前記研削砥石の送込量と、前記研削砥石の送込速度と、前記ドレッシング砥石の移動速度とを設定する第1工程と、
回転する前記ワークに対して回転する前記研削砥石を前記送込速度で前記送込量送り込んで前記ワークを研削するとともに、回転する前記ドレッシング砥石を前記移動速度で移動させて前記研削砥石が前記送込量送り込まれるまで前記ドレッシング砥石によって前記研削砥石の前記研削面をドレッシングする第2工程とを備える、研削方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は平面研削盤および研削方法に関し、より特定的には、研削砥石によってワークを研削するとともに研削砥石をドレッシングする平面研削盤および研削方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
この種の従来技術として、特許文献1および2において、研削砥石によるワークの研削中に研削を中断することなく研削砥石をドレッシングする装置が提案されている。
【0003】
特許文献1には、チャックに保持されたワークを、研削部の底面に放射状に取り付けられた複数の研削砥石によって研削し、かつ研削砥石をドレス部材によってドレッシングできる研削装置が開示されている。この研削装置では、加工中の研削砥石に対して、ドレス部材を圧力により押し付けてドレッシングを行う。
【0004】
特許文献2には、チャックに保持されたワークをカップ型の研削砥石で研削しかつ研削砥石をドレッシング工具によりドレッシングできる研削装置が開示されている。この研削装置では、ワーク仕上寸法位置より少し上方に位置決めされたドレッシング工具をワークとともに研削砥石によって研削することでドレッシングを行う。
【先行技術文献】
【特許文献】
【0005】
特開2011-218545号公報
特開昭61-146471号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、圧力が高すぎてドレス部材を研削砥石に強く押し付け過ぎたり、特許文献2では、ドレッシング工具に対する研削砥石の切込み量が過剰になることが考えられる。その場合、ドレッシングが過剰になり、ドレッシング砥石を必要以上に削り取り早く消耗させるおそれがある。このように、これらの先行技術では、ワークを能率よく加工するための研削砥石のドレッシングを優先し、ドレッシング砥石の消耗量は重視されていなかった。これではドレッシング砥石が過剰に研削されて消耗量が増え、極めて不経済である。
【0007】
それゆえに、この発明の主たる目的は、研削砥石の切れ味を保ち安定した加工を行いつつ過剰なドレッシングを抑制できる、平面研削盤および研削方法を提供することである。
【課題を解決するための手段】
【0008】
上述の目的を達成するために、ワークを保持するワーク保持部と、ワーク保持部を回転駆動させる第1駆動部と、ワーク保持部に対向して設けられる研削砥石と、研削砥石を回転駆動させる第2駆動部と、ワークを研削するためにワーク保持部に対して研削砥石を進退させる砥石送り部と、ワーク保持部に並置されかつ研削砥石に対向して設けられるドレッシング砥石と、ドレッシング砥石を回転駆動させる第3駆動部と、研削砥石の研削面をドレッシングするために研削砥石に対してドレッシング砥石を進退させるドレッシング送り部と、研削砥石の送込量と、研削砥石の送込速度と、ドレッシング砥石の移動速度とを設定するための設定部と、送込量と送込速度とに基づいて砥石送り部の動作を制御しかつ送込量と送込速度と移動速度とに基づいてドレッシング送り部の動作を制御する制御部とを備える、平面研削盤が提供される。
【0009】
また、研削砥石でワークを研削するとともに研削砥石の研削面をドレッシング砥石でドレッシングする研削方法であって、研削砥石の送込量と、研削砥石の送込速度と、ドレッシング砥石の移動速度とを設定する第1工程と、回転するワークに対して回転する研削砥石を送込速度で送込量送り込んでワークを研削するとともに、回転するドレッシング砥石を移動速度で移動させて研削砥石が送込量送り込まれるまでドレッシング砥石によって研削砥石の研削面をドレッシングする第2工程とを備える、研削方法が提供される。
【0010】
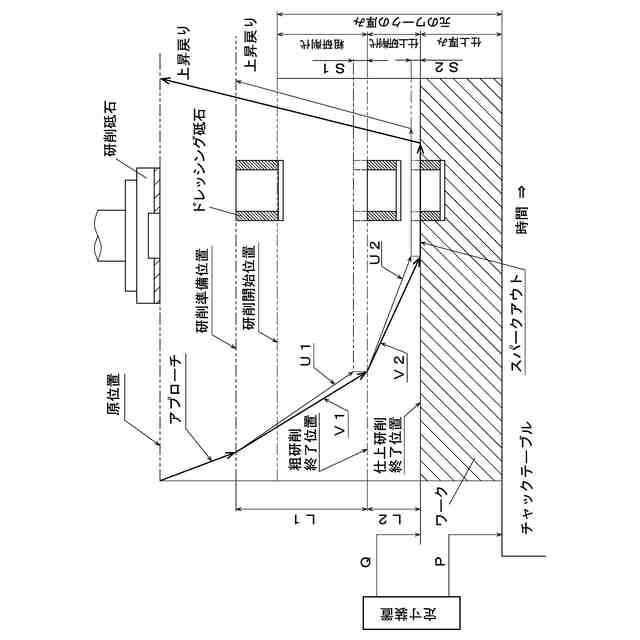
上述の発明では、回転するワークに対して、回転する研削砥石を設定された送込速度で設定された送込量送り込み、ワークを研削するとともに、回転するドレッシング砥石を移動速度で移動させて、研削砥石が送込量送り込まれるまでドレッシング砥石によって研削砥石をドレッシングする。このように、ワークが研削砥石によって研削されながら、研削砥石がドレッシング砥石によってドレッシングされる。ここで、研削砥石の送込速度とドレッシング砥石の移動速度との差に基づいて、研削砥石に対するドレッシング砥石の相対速度(ドレッシング砥石が研削砥石に向かう速度)が決定され、当該相対速度に基づいてドレッシング砥石の単位時間当たりの消耗量、言い換えればドレッシングの強弱が決定される。そして、(送込量÷送込速度)で求められる送込時間が経過し、ワークの研削が終了するまで、ドレッシングが継続される。これにより、研削砥石を良好にドレッシングでき、無駄が生じないようにドレッシング砥石が消費される。このようにして、ワークの加工中にドレッシング砥石の消耗量を抑えつつ研削砥石の研削面をドレッシングできる。その結果、研削砥石の切れ味を保ちワークの安定した加工を行いつつ過剰なドレッシングを抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日清工業株式会社
両頭平面研削盤
1日前
株式会社東京精密
CMP装置
1か月前
株式会社ノンアス
湿潤集塵装置
1か月前
日清工業株式会社
両頭平面研削盤
1日前
三重電子株式会社
タイヤ研磨装置
1か月前
株式会社松風
歯科用研磨材
1か月前
株式会社東京精密
研削装置及び研削方法
1か月前
株式会社ナノテム
砥石
9日前
株式会社ナノテム
砥石
29日前
株式会社東京精密
リテーナリングの組立方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
トヨタ自動車株式会社
ラッピング加工装置
8日前
ファクトリーファイブ株式会社
破損検出機構
9日前
住友重機械工業株式会社
研削制御装置及び研削方法
8日前
信越半導体株式会社
研磨布の洗浄方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社ディスコ
研磨装置
8日前
株式会社太陽
両面研磨装置
22日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
株式会社ディスコ
研削装置
18日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
ノリタケ株式会社
平面研磨装置の定盤平坦度測定器
1か月前
ノリタケ株式会社
両面研磨装置の上定盤平坦度測定器
1か月前
株式会社ディスコ
加工装置
1か月前
ノリタケ株式会社
研磨パッド及びその製造方法
1か月前
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
ニッタ・デュポン株式会社
研磨パッド
1か月前
株式会社荏原製作所
研磨方法および研磨装置
2日前
株式会社荏原製作所
研磨方法および研磨装置
16日前
ノリタケ株式会社
単粒研磨評価方法及び単粒研磨評価装置
1か月前
ニッタ・デュポン株式会社
被研磨物保持具
1か月前
株式会社ディスコ
切削装置および切削方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ