TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023177623
公報種別
公開特許公報(A)
公開日
2023-12-14
出願番号
2022090381
出願日
2022-06-02
発明の名称
円管の端部加工機
出願人
日商テクノ株式会社
代理人
個人
主分類
B23C
3/12 20060101AFI20231207BHJP(工作機械;他に分類されない金属加工)
要約
【課題】亜鉛メッキ処理された鋼製円管の端部の外内周面のメッキを剥離する切削加工に加えて開先及び端面加工を可能とし、複数の管サイズにも適応する円管の端部加工機を提供する。
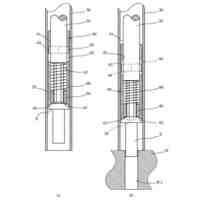
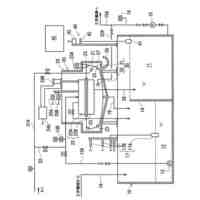
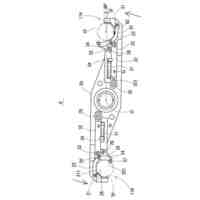
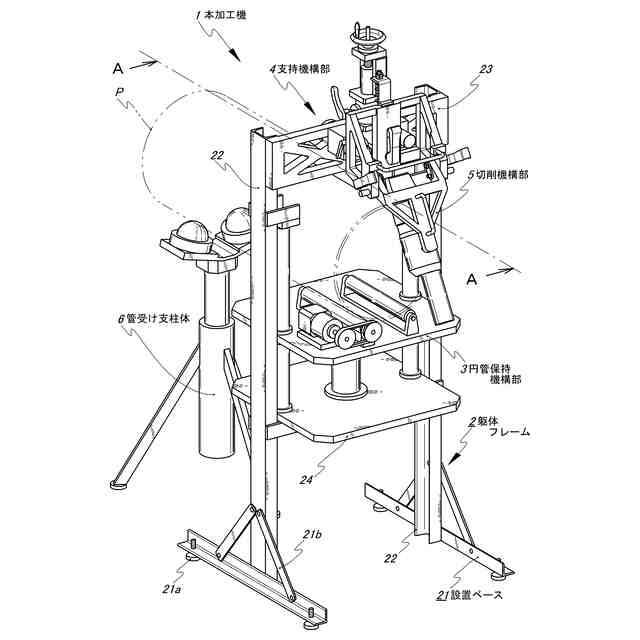
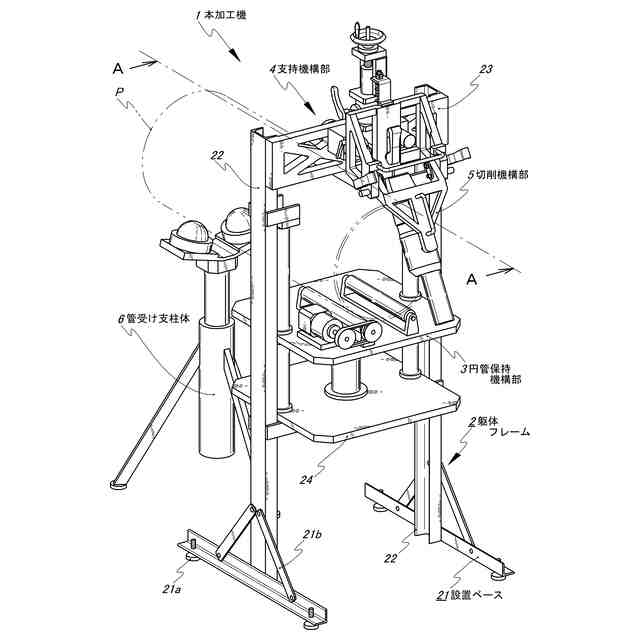
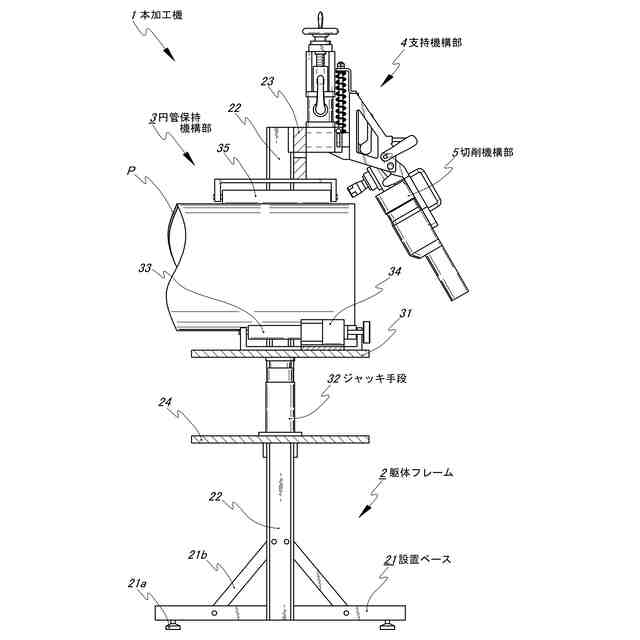
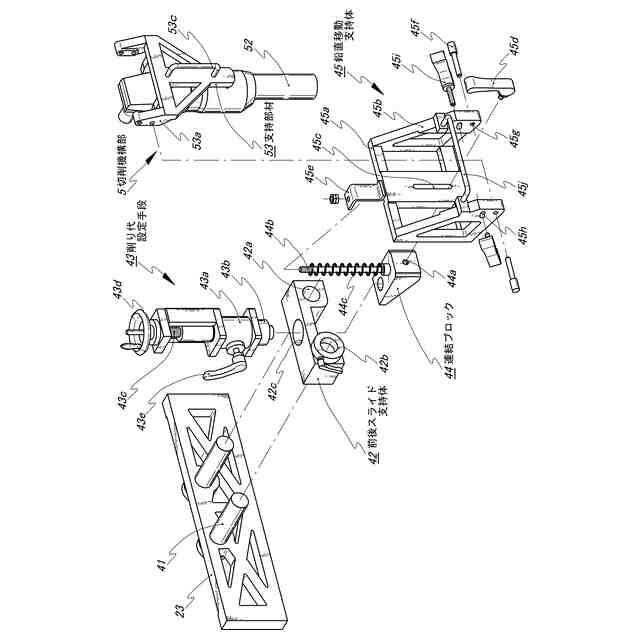
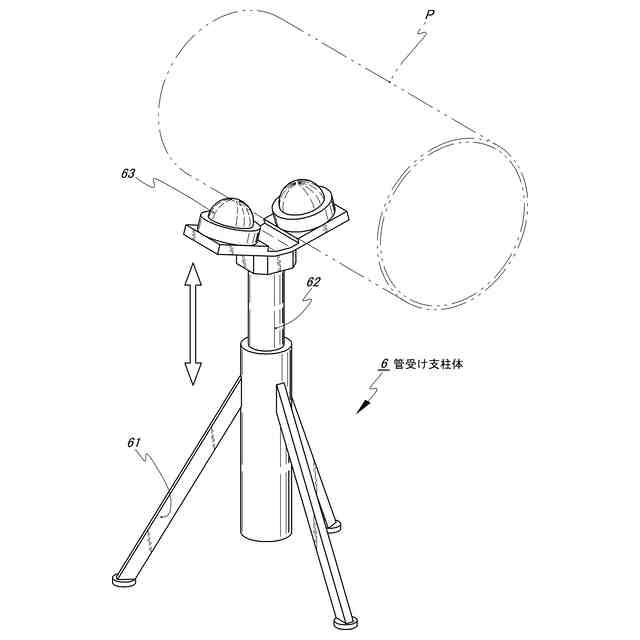
【解決手段】当該加工機1は、躯体フレーム2に設置されて加工対象の円管Pを管軸前後方向を水平配置して軸回転自在に保持する円管保持機構部3と、躯体フレームの上部に設置して円管上端縁部の削り代を設定する削り代設定手段を具備すると共に、円管に対し前後移動及び鉛直移動可能な機構をもった支持機構部4と、支持機構部に吊り下げ状に支持されて円管軸方向へ揺動可能に支持したエンドミルを備えた切削機構部5と、から構成する。支持機構部は、躯体フレームの上部位置に設置した支持基台フレーム23に支持され、前後水平方向移動手段と2種の鉛直移動手段を具備する。また、必要により管軸延長方向に管受け支柱体6を配置している。
【選択図】図1
特許請求の範囲
【請求項1】
躯体フレームに設置されて加工対象の円管を管軸前後方向を水平に配置して軸回転自在に保持する円管保持機構部と、
前記躯体フレームの上部位置に設置して前記円管の上端縁部の削り代を設定する削り代設定手段を具備すると共に、前記円管に対して前後移動及び鉛直移動を可能とする機構をもった支持機構部と、
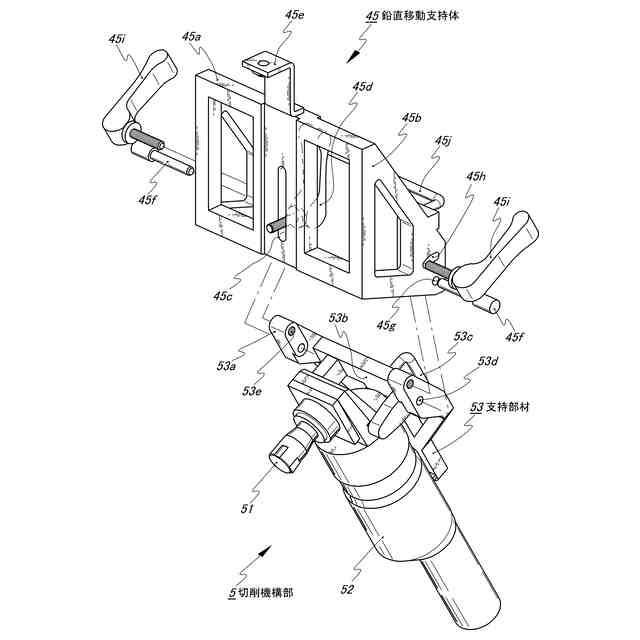
該支持機構部に吊り下げ状に支持されて前記円管の軸方向へ揺動可能に支持したエンドミルを備えた切削機構部と、
から成ることを特徴とする円管の端部加工機。
続きを表示(約 870 文字)
【請求項2】
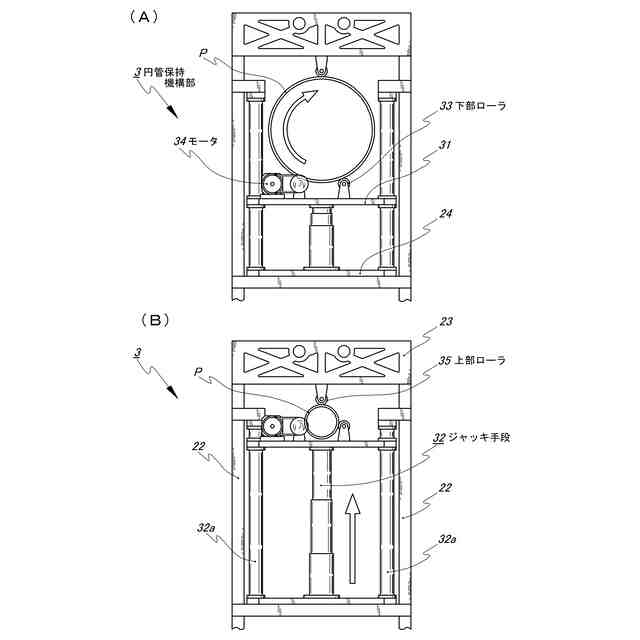
前記円管保持機構部は、
躯体フレームに保持されて鉛直移動可能に設置した載置盤に、前記管軸と平行な回転軸をもって平行離隔配置した2本の下部ローラと、
該2本の下部ローラの上部位置の躯体フレームに配設した1本の上部ローラと、
により前記円管を3点支持して成り、
かつ、前記下部ローラの一方側に手動又は電動による軸回転駆動手段を連係させたことを特徴とする請求項1記載の円管の端部加工機。
【請求項3】
前記2本の下部ローラの平行間隔を変更可能としたことを特徴とする請求項2記載の円管の端部加工機。
【請求項4】
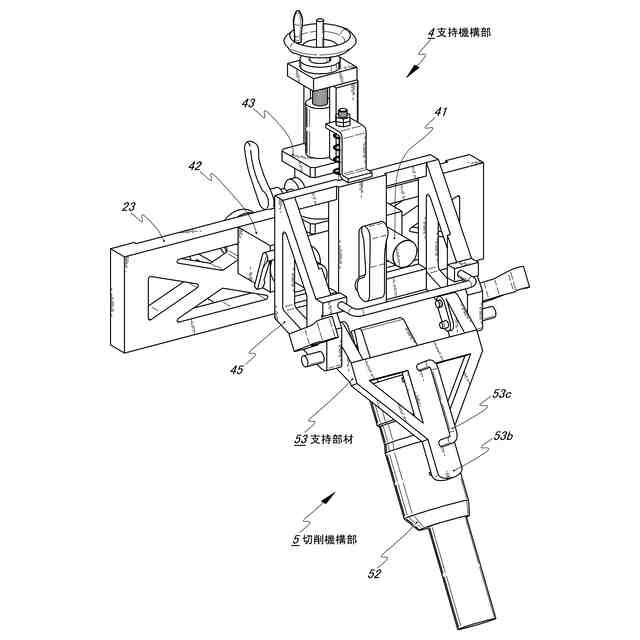
前記支持機構部が、
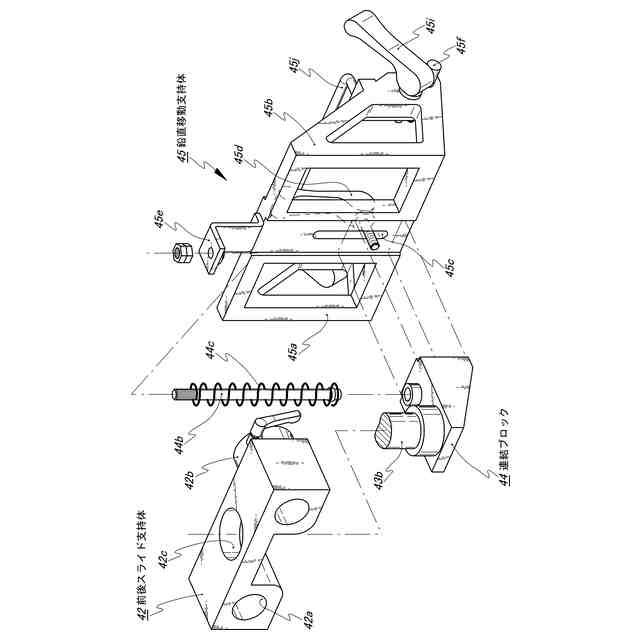
前記躯体フレームの上部位置に設置した支持基台フレームに支持され、該支持基台フレームに前後水平に取付けた平行2本のスライド支持ロッドに環装して摺動すると共に、2種の鉛直移動手段を具備していることを特徴とする請求項1記載の円管の端部加工機。
【請求項5】
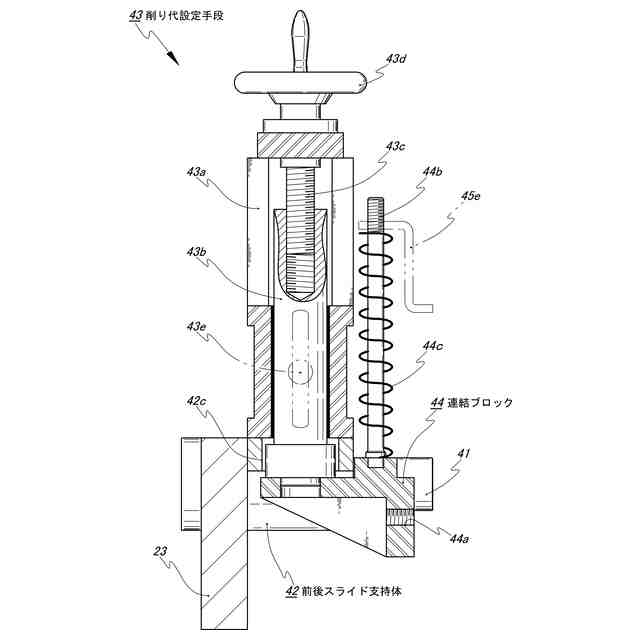
前記2種の鉛直移動手段が、
鉛直溝内のスライド移動によるスライド移動手段と、
立設配置した長ネジに沿った螺合移動による微細移動手段と、
から成ることを特徴とする請求項4記載の円管の端部加工機。
【請求項6】
前記切削機構部に保持されたエンドミルが、
円管軸に対して平行から垂直の範囲で揺動可能とすると共に、その適宜の揺動位置で固定可能としたことを特徴とする請求項1記載の円管の端部加工機。
【請求項7】
前記躯体フレームに鉛直移動可能に設置した載置盤が、
手動、電動、又は油圧によるジャッキ手段により昇降移動することを特徴とする請求項1、2、又は3記載の円管の端部加工機。
【請求項8】
前記円管保持機構部で保持した円管であって、その軸回転を維持しながら水平に支持する管受け支柱体を、管軸延長方向の適宜の位置に配置したことを特徴とする請求項1記載の円管の端部加工機。
発明の詳細な説明
【技術分野】
【0001】
本願に係る発明(以下、「本発明」という。)は、上水道、都市ガス、プラント設備の配管に用いる鋼製の断面円形の管体(以下、「円管」と称する。)について、その端部に対し溶接用の前処理を施す加工機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来から、円管の端部どうしを溶接する際には、管径に適した端部加工や開先加工などの前処理が施工されていた。これらの施工には、作業者がグライダーを用いて施工する方法が用いられていた。しかし、作業者の技量次第で開先の加工精度にバラツキがあり、かつ作業時間も長くなる課題があった。したがって、この課題を解消するために持ち運びが可能で、現場作業が可能な加工機が用いられていた。
【0003】
例えば、特許文献1に示す「金属管の開先切断装置」と称する加工機が提案されていた。この加工機は、金属管の側面を挟む一対のフレームを、間隔調整手段により連結し、該フレームの内面に、金属管の内面と当接して金属管の円周方向における一方向又は両方向に回転する回転ローラを有し、一方のフレームに回転モータを取り付け、該回転モータに金属管の断面方向に沿って回転する開先加工可能な回転刃を取り付けた構成である。この構成により、径が異なる複数サイズの鋼管の切断及び開先加工を施工することができるものであった。
【0004】
また、特許文献2に示す「開先の倣い加工装置」と称する別な加工機も提案されていた。この加工機は、ハウジングと、ハウジング前面に回転可能に設けられた面板と、面板に取付けられ、バイトを保持する工具ホルダとを備えて構成している。この構成により、同一バイトによって配管内面が切削できると共に、配管外面に対しても任意の形状に開先加工を施工することができるものであった。
【先行技術文献】
【特許文献】
【0005】
特開2001-232514号公報
特開2005-138207号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、昨今は表面にメッキ処理が施されている鋼製の円管、例えば、亜鉛メッキ鋼管を溶接する場合、溶接品質や溶接環境の向上を目的として、開先加工や端面処理の他に溶接近傍の管端部の外周面及び内周面のメッキ剥離加工が必要となっていた。また、このような溶接用の円管の配置場所は多岐にわたるため、当然に径が異なる複数サイズの円管に対する加工も必要とされていた。
【0007】
この観点に基づくと、上記の各特許文献の加工機は、以下の課題があった。
すなわち、特許文献1で開示された加工機は、フレームの間隔調整手段によって大きく異なる管サイズに対して開先加工を施工できるものであるが、回転刃の形状と管端部への接触姿勢若しくは態様が固定されているため、管端部の外周面及び内周面のメッキ剥離加工が困難であった。
【0008】
一方、特許文献2で開示された加工機は、開先加工及び管端部の外周面及び内周面のメッキ剥離加工も可能であるが、加工対象の管サイズに適応するようにハウジングと面板の大きさが設定されているため、外径が大きく異なる複数サイズの円管(例えば、管径65A~350A)に対する加工は困難であった。したがって、複数の管サイズに対応するためには、管サイズに適合した複数のハウジング及び面板を用意する必要があった。
【0009】
そこで、本発明は、上記課題に着目してなされたものであり、表層面に亜鉛メッキ処理等が施された鋼製の円管に対し、その端部における外周面及び内周面のメッキを剥離する程度の切削加工に加えて開先加工や端面加工を可能とし、さらに、複数の管サイズに適応可能な円管の端部加工機を提供することを目的としている。
【課題を解決するための手段】
【0010】
上記の課題を解決するため本発明に係る円管の端部加工機は、以下のように構成している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
3か月前
個人
低周波振動発生出力方法
23日前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
10日前
個人
パワーデバイスの接合方法
2か月前
株式会社日本ピット
ピット装置
4か月前
日東精工株式会社
着座確認装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
東和株式会社
溶接システム
4か月前
株式会社FUJI
工作機械
25日前
ウエダ産業株式会社
カッター装置
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
4か月前
株式会社コスメック
クランプ装置
2か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
3日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
5日前
株式会社ダイヘン
くびれ検出制御方法
5日前
ニフコプラント株式会社
ろ過装置
3か月前
株式会社不二越
エンドミル
2か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
個人
クーラント装置
1か月前
株式会社不二越
ブローチ盤
4か月前
株式会社不二越
複合加工機
3か月前
株式会社FUJI
工具交換アーム
3か月前
株式会社不二越
管用タップ
1か月前
株式会社小島半田製造所
はんだ線
1か月前
有限会社 ナプラ
接合材用金属粒子
13日前
ダイハツ工業株式会社
位置検出装置
1か月前
工機ホールディングス株式会社
工具
1か月前
株式会社永木精機
埋設管窓開け工具
18日前
株式会社不二越
歯車製造装置
1か月前
株式会社不二越
歯車製造方法
4か月前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ