TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023178739
公報種別
公開特許公報(A)
公開日
2023-12-18
出願番号
2022091598
出願日
2022-06-06
発明の名称
歯車製造方法
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
5/16 20060101AFI20231211BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークの歯数とスカイビングカッタの歯数との関係を最適化することで、うねりピッチを大きくすることができ、歯車精度の向上を図ることが可能な歯車製造方法を提供する。
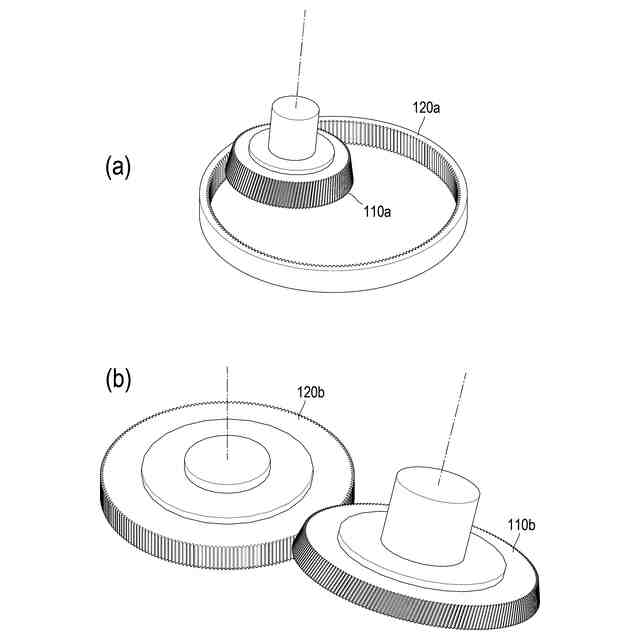
【解決手段】本発明にかかる歯車製造方法の構成は、スカイビングカッタ(スカイビングカッタ110a、またはスカイビングカッタ110b)を用いてワーク(ワーク120a、ワーク120b)を加工して歯車を製造する歯車製造方法において、スカイビングカッタの歯数とワークの歯数とは異なっていて、多い方の歯数が少ない方の歯数の2倍未満である。
【選択図】図2
特許請求の範囲
【請求項1】
スカイビングカッタを用いてワークを加工して歯車を製造する歯車製造方法において、
前記スカイビングカッタの歯数と前記ワークの歯数とは異なっていて、多い方の歯数が少ない方の歯数の2倍未満であることを特徴とする歯車製造方法。
続きを表示(約 160 文字)
【請求項2】
前記スカイビングカッタの歯数または前記ワークの歯数のうち、一方または両方の歯数が奇数であることを特徴とする請求項1に記載の歯車製造方法。
【請求項3】
前記スカイビングカッタの歯数および前記ワークの歯数が互いに素であることを特徴とする請求項1または請求項2に記載の歯車製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スカイビングカッタを用いてワークを加工して歯車を製造する歯車製造方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
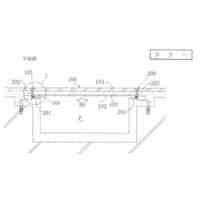
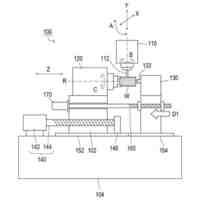
歯車製造方法として、スカイビングカッタを用いてワークを加工して歯車を製造するスカイビング加工が知られている。スカイビング加工は、加工対象物であるワークの回転に切削工具であるスカイビングカッタの回転を同期させつつ、ワークの回転軸(ワーク軸)に対してスカイビングカッタの回転軸(カッタ軸)を傾けた状態で行われる。これにより、ワークの回転方向とスカイビングカッタの回転方向とに差異が生じ、ワークにスカイビングカッタを干渉させた際に“すべり”が生じる。このすべりを利用してワークから干渉部分をそぎ落とし、ワークに歯溝などを加工する。
【0003】
スカイビング加工ではないが、例えば特許文献1には、「カム素材を取付けて回転するワーク軸に対して、目的とする正面カムの形状に対応する形状とねじれ角を備えたピニオンカッタを取付けた工具軸を同期回転させ、当該工具軸を前記ワーク軸に直交する面内において前記ワーク軸と直交する方向に送り作動させると共に、当該工具軸の送り方向に対して前記ピニオンカッタのねじれ角に相当する交差角をもって交差させて加工することを特徴とする正面カムの加工方法」が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平7-88720号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
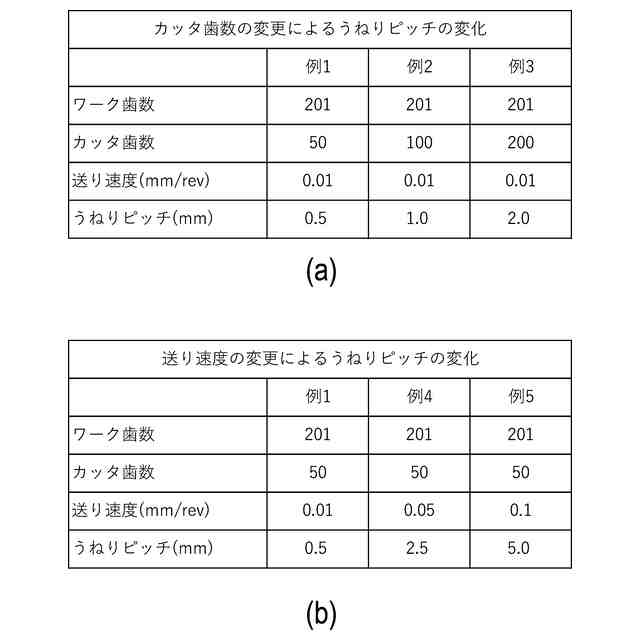
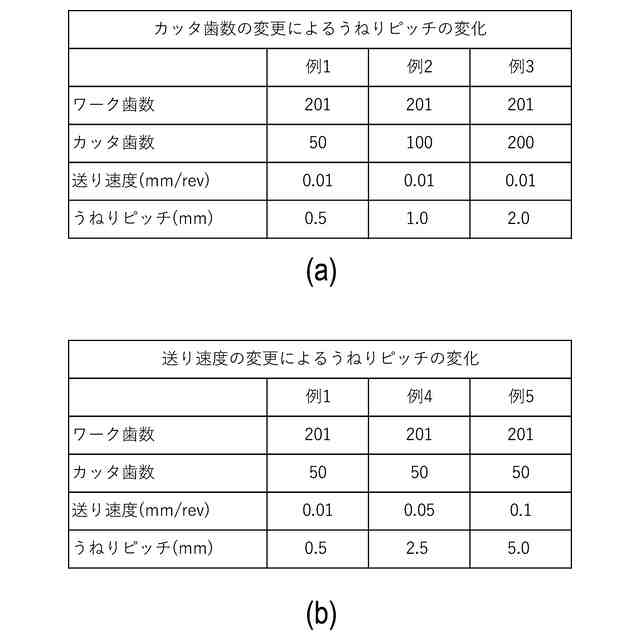
ところで、歯車の製造工程では、ワークに対してカッタの振れ成分や製作上の誤差による周期的なうねりが生じることによって、ワークの歯面にうねりが生じる。このうねりの周期であるうねりピッチが小さいと、それに起因する誤差(ピッチ誤差等)が大きくなる。すると、歯車精度のバラつきが大きくなり、所望の形状の歯車が得られなくなってしまう。
【0006】
うねりピッチを大きくする手法の1つとしては、例えば特許文献1に開示されているように、ワークの歯数とカッタの歯数を互いに割り切れない数に選択することが考えられる。しかし、互いに割りきれない数というだけでは、共通の素因数を含んでいる場合には最小公倍数がさほど大きくならない場合がある。したがって、うねりピッチをより大きくするためには更なる検討の余地があった。
【0007】
本発明は、このような課題に鑑み、ワークの歯数とスカイビングカッタの歯数との関係を最適化することで、うねりピッチを大きくすることができ、歯車精度の向上を図ることが可能な歯車製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明にかかる歯車製造方法の代表的な構成は、スカイビングカッタを用いてワークを加工して歯車を製造する歯車製造方法において、スカイビングカッタの歯数とワークの歯数とは異なっていて、多い方の歯数が少ない方の歯数の2倍未満である。
【0009】
上記スカイビングカッタの歯数または前記ワークの歯数のうち、一方または両方の歯数が奇数であるとよい。また上記スカイビングカッタの歯数および前記ワークの歯数が互いに素であるとよい。
【発明の効果】
【0010】
本発明によれば、ワークの歯数とスカイビングカッタの歯数との関係を最適化することで、うねりピッチを大きくすることができ、歯車精度の向上を図ることが可能な歯車製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ドリル
1か月前
株式会社不二越
管用タップ
1か月前
株式会社不二越
歯車加工装置
19日前
株式会社不二越
歯車寸法測定装置
11日前
株式会社不二越
ロボット制御システム
9日前
株式会社不二越
ロボット制御システム
17日前
株式会社不二越
判定装置及びプログラム
18日前
株式会社不二越
熱処理装置及び金属製部材製造方法
3日前
株式会社不二越
内歯車加工用ブローチおよびその製造方法
1か月前
個人
ドリル用垂直穿孔治具
4か月前
津田駒工業株式会社
工作機械
1か月前
個人
低周波振動発生出力方法
22日前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
9日前
日東精工株式会社
ねじ締め機
3か月前
株式会社日本ピット
ピット装置
4か月前
日東精工株式会社
着座確認装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
2か月前
東和株式会社
溶接システム
4か月前
株式会社コスメック
クランプ装置
2か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
24日前
ウエダ産業株式会社
カッター装置
1か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
2日前
株式会社ダイヘン
くびれ検出制御方法
4日前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
4日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社不二越
管用タップ
1か月前
株式会社不二越
ブローチ盤
4か月前
株式会社FUJI
工具交換アーム
3か月前
株式会社不二越
複合加工機
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ