TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024041480
公報種別
公開特許公報(A)
公開日
2024-03-27
出願番号
2022146317
出願日
2022-09-14
発明の名称
内歯車加工用ブローチおよびその製造方法
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
21/26 20060101AFI20240319BHJP(工作機械;他に分類されない金属加工)
要約
【課題】内歯車加工用ブローチ素材の表面に硬質皮膜を被覆しなくても、当該内歯車加工用ブローチの耐摩耗性を向上させて、切削加工時における被削材との潤滑性を保持できる内歯車加工用ブローチおよびその製造方法を提供することを課題とする。
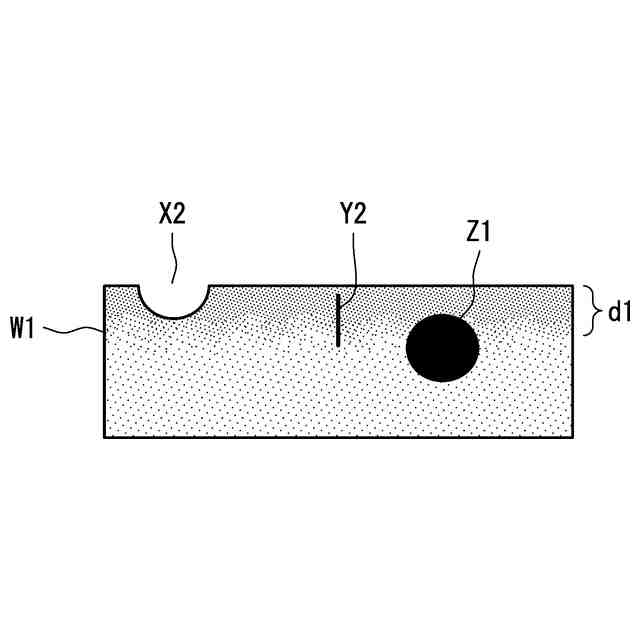
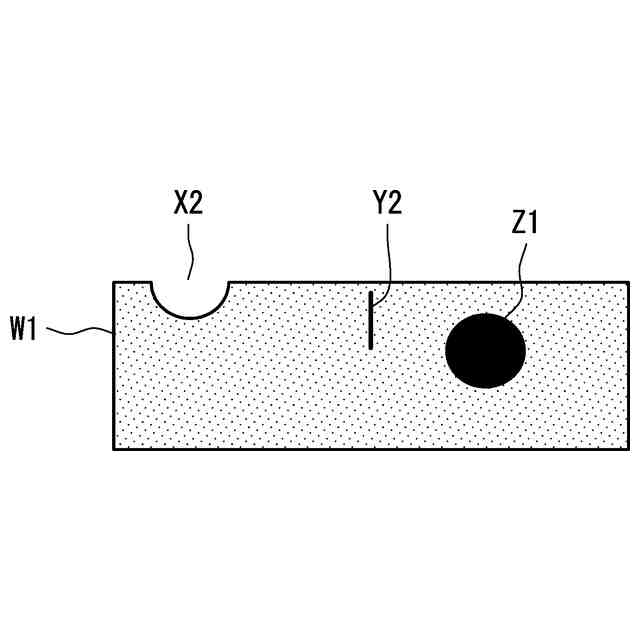
【解決手段】本発明の内歯車加工用ブローチは、複数の切れ刃が円周方向および軸方向に形成されており、これらの切れ刃の表面に窒化処理を施して、かつ切れ刃の逃げ面またはすくい面の少なくともいずれか一方に直径1μm以上10μm以下の複数の凹部X2を備える。この場合、切れ刃の表面における圧縮残留応力の絶対値を1200MPa以上1600MPa以下の範囲とする。
【選択図】図4
特許請求の範囲
【請求項1】
複数の切れ刃が円周方向および軸方向に形成されている内歯車加工用ブローチであって、前記切れ刃の表面には窒化処理が施されており、かつ前記切れ刃の逃げ面またはすくい面の少なくともいずれか一方に直径1μm以上10μm以下の複数の凹部を備えていることを特徴とする内歯車加工用ブローチ。
続きを表示(約 380 文字)
【請求項2】
前記切れ刃の表面における圧縮残留応力の絶対値は1200MPa以上1600MPa以下であることを特徴とする請求項1に記載の内歯車加工用ブローチ。
【請求項3】
請求項1または2に記載の内歯車加工用ブローチの製造方法であって、高速度工具鋼製の内歯車加工用ブローチ母材にショットピーニング処理を行う第1工程と、前記第1工程後に、前記高速度工具鋼製の内歯車加工用ブローチ母材をリン酸系水溶液に浸漬する第2工程と、前記第2工程後に前記高速度工具鋼製の内歯車加工用ブローチ母材へ窒化処理を行う第3工程と、を有することを特徴とする内歯車加工用ブローチの製造方法。
【請求項4】
前記リン酸系水溶液は、ピロリン酸塩およびメタリン酸カリウムの混合水溶液であることを特徴とする請求項3に記載の内歯車加工用ブローチの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、素材の内面に歯車加工を行う内歯車加工用ブローチおよびその製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、TiAlNやAlCrNなどに代表される硬質皮膜を被覆した工具について、これらの硬質皮膜を工具の素材表面に被覆することで工具の耐摩耗性を高めている。
【0003】
例えば、特許文献1に開示されているように、工具素材が高速度工具鋼である場合に、工具素材である高速度工具鋼を薬剤に浸漬し、表面の炭化物を溶かす(溶出する)ことで炭化物を除去した後、工具の表面に硬質皮膜を被覆する方法がある。
【0004】
また、特許文献2に開示されているように、工具素材の表面にショットピーニング法等の機械的な処理を施すことで工具素材の表面に圧縮応力を付与することで、工具表面に硬質皮膜を被覆した際に密着強度を向上させる方法もある。
【先行技術文献】
【特許文献】
【0005】
特開2005-186227号公報
特開昭62-278224号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
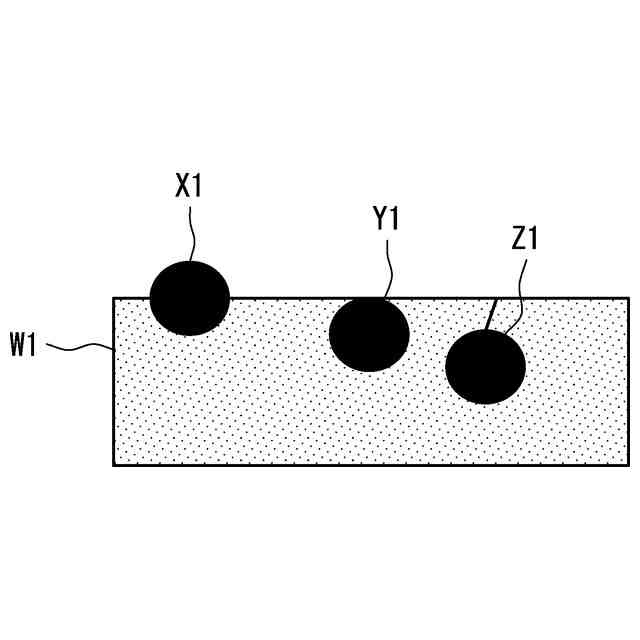
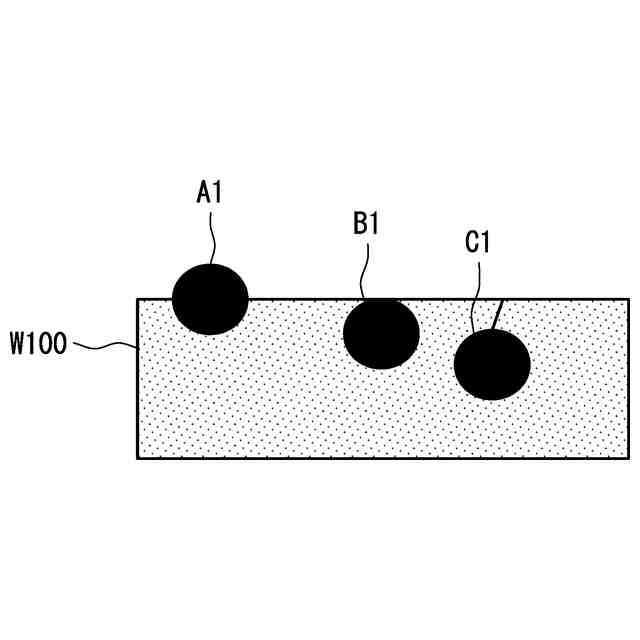
しかし、特許文献1に示す方法にて炭化物を除去する際に使用した薬剤は、工具素材W100の表面に一部だけ表出している炭化物(図5に示すB1部分)や工具素材W100の表面より深い位置にある炭化物(図5に示すC1部分)まで工具素材W100の表面に存在する微小クラックから入り込んで溶出させる(図6および図7に示すA2,B2,C2)。その後に、工具素材W100の表面に対して窒化処理などを行い、表面硬化層d100を施す場合もある。
【0007】
そのため、工具素材の表面に硬質皮膜を被覆しても、これらの空隙は工具素材に残存した状態となり、工具の使用時にはこれらの空隙部分が起点となって、最終的には硬質皮膜が破壊され、寿命低下の一因となっていた。
【0008】
一方、特許文献2で示す方法にて炭化物を除去すると、工具素材の表面に大きく露出した炭化物は除去できるが、工具素材の表面に一部だけ表出している炭化物(図5に示すのB1部分)や工具素材の表面より深い位置にある炭化物(図5に示すC1部分)は除去できず、硬質皮膜と工具素材の密着性低下を引き起こす恐れがあった。
【0009】
そこで、本発明は工具(内歯車加工用ブローチ)素材の表面に硬質皮膜を被覆しなくても、工具(内歯車加工用ブローチ)の耐摩耗性が向上し、切削加工時の潤滑性を保持できる内歯車加工用ブローチおよびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
内歯車加工用ブローチの発明は、複数の切れ刃が円周方向および軸方向に形成されている内歯車加工用ブローチにおいて、当該切れ刃の表面に窒化処理を施して、当該切れ刃の逃げ面またはすくい面の少なくともいずれか一方に直径1μm以上10μm以下の複数の凹部を備えている。また、これら切れ刃の表面における圧縮残留応力の絶対値を1200MPa以上1600MPa以下の範囲にすることもできる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ