TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024048438
公報種別
公開特許公報(A)
公開日
2024-04-09
出願番号
2022154335
出願日
2022-09-28
発明の名称
判定装置及びプログラム
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23Q
17/09 20060101AFI20240402BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークの面取り加工が正常に行われたか否かの判定をして、生産性及び品質を向上させる。
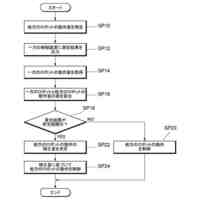
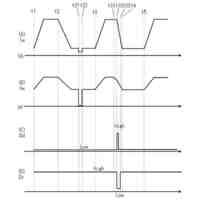
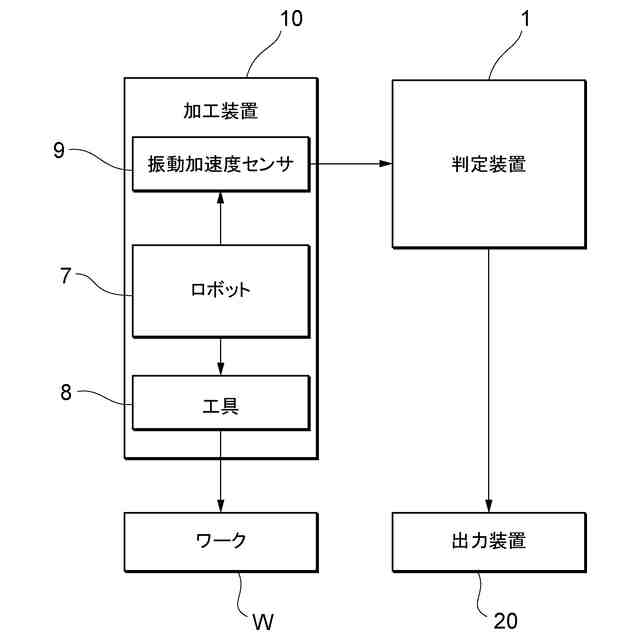
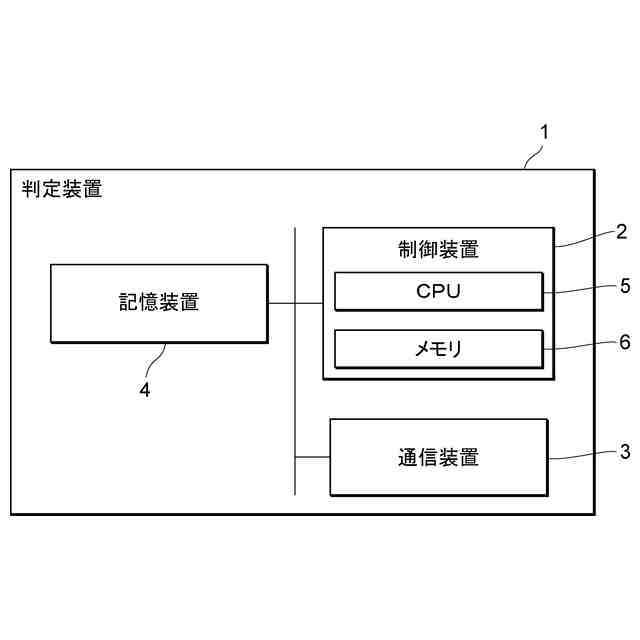
【解決手段】判定装置1は、検査対象のワークW2について加工装置10が面取り加工している間の振動加速度を取得する取得部11と、取得部11が取得した振動加速度に基づき、工具8と検査対象のワークW2との接触又は/及び非接触の判定を行う接触判定部14と、接触判定部14の判定の結果に基づき、工具8と検査対象のワークW2との接触又は/及び非接触の時系列データを示す検査データ17Bを生成する検査部16と、検査データ17Bと(工具と比較対象のワークW1との接触又は/及び非接触の時系列データを示す)比較データ17Aとを比較することで、検査対象のワークW2の面取り加工が正常であるか否かの判定を行う比較判定部18と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
比較対象のワークについて面取り加工を行う加工装置が面取り加工している間の当該加工装置の工具と当該比較対象のワークとの接触又は/及び非接触の時系列データを示す比較データが記憶される記憶部と、
前記比較対象のワークと同じ種類である検査対象のワークについて前記加工装置が面取り加工している間の振動加速度を取得する取得部と、
前記取得部が取得した振動加速度に基づき、前記工具と前記検査対象のワークとの接触又は/及び非接触の判定を行う接触判定部と、
前記接触判定部の判定の結果に基づき、前記検査対象のワークについて前記加工装置が面取り加工している間の、前記工具と当該検査対象のワークとの接触又は/及び非接触の時系列データを示す検査データを生成して前記記憶部に記憶する検査部と、
前記検査データと前記比較データとを比較することで、前記検査対象のワークの面取り加工が正常であるか否かの判定を行う比較判定部と、
を備える判定装置。
続きを表示(約 1,100 文字)
【請求項2】
前記振動加速度の周波数スペクトルの解析を行う周波数解析部と、
前記振動加速度に基づく面積の計算を行う計算部と、を更に備え、
前記接触判定部は、前記解析の結果、及び、前記計算の結果に基づき、前記接触又は/及び前記非接触の判定を行う、
請求項1に記載の判定装置。
【請求項3】
前記接触判定部は、前記解析の結果からピーク周波数を検出し、検出した当該ピーク周波数の値に基づき、前記接触又は/及び前記非接触の判定を行う、
請求項2に記載する判定装置。
【請求項4】
前記接触判定部は、前記計算の結果に基づき、前記加工装置が停止状態であるか否かの判定を行い、当該判定の結果が停止状態である場合には、前記接触又は/及び前記非接触の判定を中止する、
請求項2又は3に記載の判定装置。
【請求項5】
前記取得部は、前記比較対象のワークについて前記加工装置が面取り加工している間の振動加速度を取得し、
前記接触判定部は、前記取得部が取得した振動加速度に基づき、前記工具と前記比較対象のワークとの接触又は/及び非接触の判定を行い、
前記接触判定部の判定の結果に基づき、前記比較対象のワークについて前記加工装置が面取り加工している間の、前記工具と当該比較対象のワークとの接触又は/及び非接触の時系列データを示す比較データを生成して前記記憶部に記憶する学習部を更に備える、
請求項1から3のいずれか1項に記載の判定装置。
【請求項6】
コンピュータを、
比較対象のワークについて面取り加工を行う加工装置が面取り加工している間の当該加工装置の工具と当該比較対象のワークとの接触又は/及び非接触の時系列データを示す比較データが記憶される記憶部、
前記比較対象のワークと同じ種類である検査対象のワークについて前記加工装置が面取り加工している間の振動加速度を取得する取得部、
前記取得部が取得した振動加速度に基づき、前記工具と前記検査対象のワークとの接触又は/及び非接触の判定を行う接触判定部、
前記接触判定部の判定の結果に基づき、前記検査対象のワークについて前記加工装置が面取り加工している間の、前記工具と当該検査対象のワークとの接触又は/及び非接触の時系列データを示す検査データを生成して前記記憶部に記憶する検査部、
前記検査データと前記比較データとを比較することで、前記検査対象のワークの面取り加工が正常であるか否かの判定を行う比較判定部、
として機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、判定装置及びプログラムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
例えば、歯車の製造においては、各歯部を削り出す工程が終了した後、各歯部に対してそれぞれ角を削る加工が行われる。このように、歯車等の被加工物(以下「ワーク」と称す。)の角部を削る加工を、一般的に面取り加工という。
【0003】
面取り加工については、従来様々な装置が提案されており、例えば、下記特許文献1には、内歯を有する歯車に対し、内歯の角部を面取りする装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-22926号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に開示されるような装置では、面取り加工が正常に行われたか否かを判定することができないため、従来では、作業者が、面取り加工の完了したワークと当該ワークの設計図(CAD図)との幾何学的差異を測定することで、面取り加工が正常に行われたか否かを判定する方法が採用されていた。しかしながら、この方法では生産性が悪く、また人による判定にはバラツキがあった。
【0006】
そこで本発明は、生産性及び品質を向上することができる判定装置及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の第一態様に係る判定装置は、比較対象のワークについて面取り加工を行う加工装置が面取り加工している間の当該加工装置の工具と当該比較対象のワークとの接触又は/及び非接触の時系列データを示す比較データが記憶される記憶部と、前記比較対象のワークと同じ種類である検査対象のワークについて前記加工装置が面取り加工している間の振動加速度を取得する取得部と、前記取得部が取得した振動加速度に基づき、前記工具と前記検査対象のワークとの接触又は/及び非接触の判定を行う接触判定部と、前記接触判定部の判定の結果に基づき、前記検査対象のワークについて前記加工装置が面取り加工している間の、前記工具と当該検査対象のワークとの接触又は/及び非接触の時系列データを示す検査データを生成して前記記憶部に記憶する検査部と、前記検査データと前記比較データとを比較することで、前記検査対象のワークの面取り加工が正常であるか否かの判定を行う比較判定部と、を備える。
【0008】
また、本発明の第二態様では、前記振動加速度の周波数スペクトルの解析を行う周波数解析部と、前記振動加速度に基づく面積の計算を行う計算部と、を更に備え、前記接触判定部は、前記解析の結果、及び、前記計算の結果に基づき、前記接触又は/及び前記非接触の判定を行う。
【0009】
また、本発明の第三態様では、前記接触判定部は、前記解析の結果からピーク周波数を検出し、検出した当該ピーク周波数の値に基づき、前記接触又は/及び前記非接触の判定を行う。
【0010】
また、本発明の第四態様では、前記接触判定部は、前記計算の結果に基づき、前記加工装置が停止状態であるか否かの判定を行い、当該判定の結果が停止状態である場合には、前記接触又は/及び前記非接触の判定を中止する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
管用タップ
9日前
株式会社不二越
ロボット制御システム
21日前
株式会社不二越
異常判定装置及びプログラム
2日前
株式会社不二越
熱処理装置及び金属製部材製造方法
15日前
個人
低周波振動発生出力方法
1か月前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
21日前
日東精工株式会社
ねじ締め機
2日前
日東精工株式会社
着座確認装置
2か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社コスメック
クランプ装置
2か月前
ウエダ産業株式会社
カッター装置
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
1か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
14日前
株式会社ダイヘン
くびれ検出制御方法
16日前
津田駒工業株式会社
回転テーブル装置
3か月前
株式会社ダイヘン
アーク溶接制御方法
16日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
管用タップ
9日前
個人
クーラント装置
2か月前
株式会社不二越
エンドミル
2か月前
株式会社不二越
管用タップ
1か月前
株式会社永木精機
埋設管窓開け工具
29日前
株式会社不二越
歯車製造装置
2か月前
株式会社ダイヘン
被覆アーク溶接制御方法
2日前
工機ホールディングス株式会社
工具
1か月前
有限会社 ナプラ
接合材用金属粒子
24日前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社不二越
歯車加工装置
1か月前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
工機ホールディングス株式会社
作業機
1か月前
SUS株式会社
ナット挿入装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ