TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177093
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083615
出願日
2024-05-22
発明の名称
廃プラスチック成形物の製造装置、廃プラスチック成形物の製造方法、押出成形物の製造装置及び押出成形物の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B29B
9/06 20060101AFI20251128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】切断部を備える廃プラスチック成形物の製造装置において、切断性を改善する。
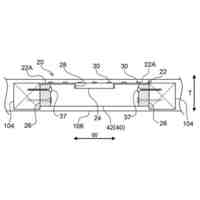
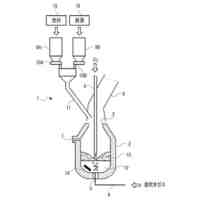
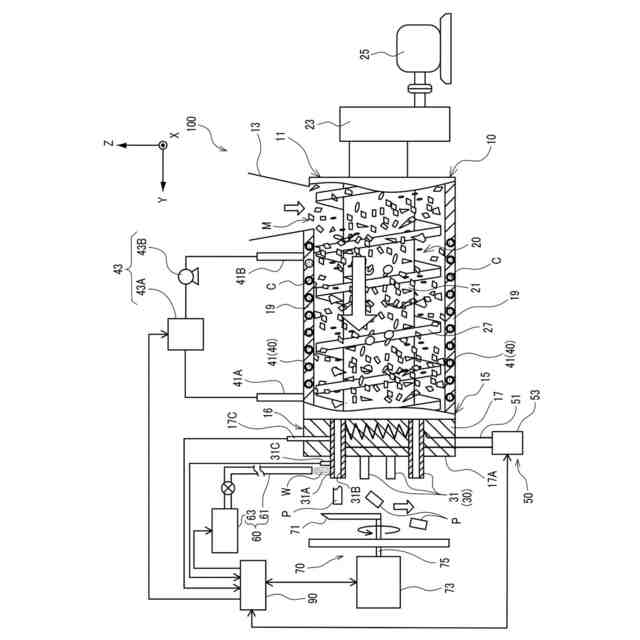
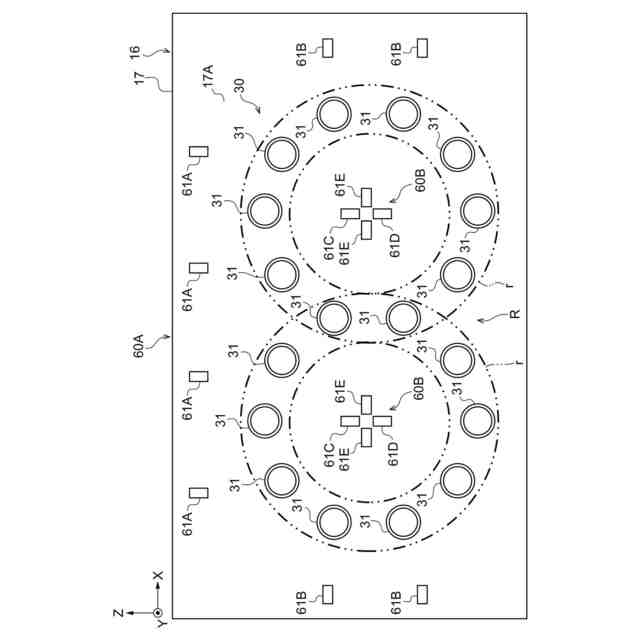
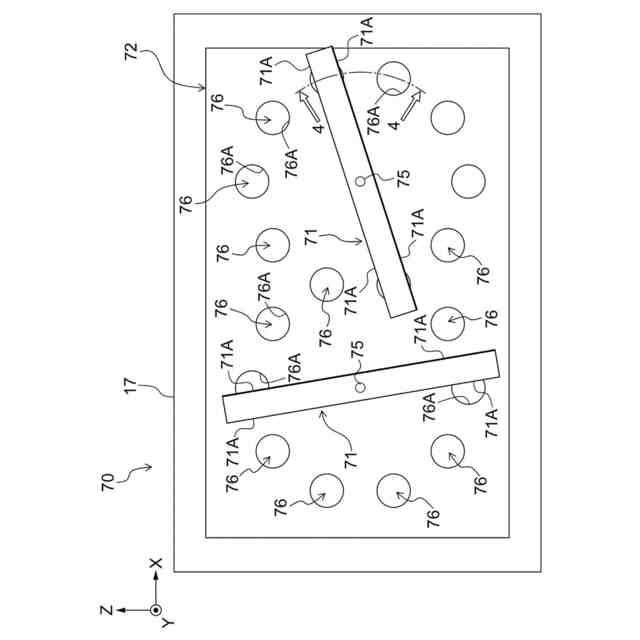
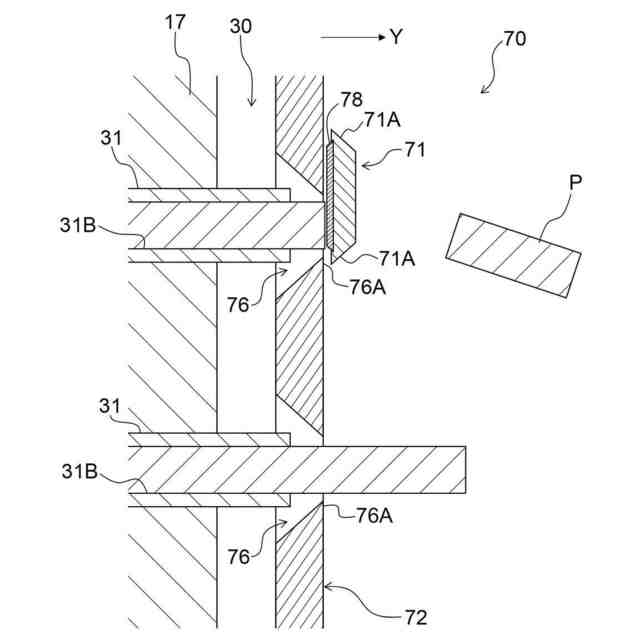
【解決手段】廃プラスチック成形物の製造装置100は、容器10と、移送部20と、複数の押出成形孔31Bを有する押出成形部30と、押出成形孔31Bから押し出された押出成形物Pを切断する切断機構を有する切断部70と、を備える。切断部70は、複数の押出成形孔31Bの各々の出口に設けられた複数の固定刃76Aと、複数の固定刃76Aと共に切断機構を構成する可動刃71Aと、可動刃71Aを移動させる駆動源73と、を有する。複数の固定刃76Aのうち少なくとも2つの固定刃76Aは、一枚の固定刃プレート72に形成されている。
【選択図】図4
特許請求の範囲
【請求項1】
内部に廃プラスチック原料が投入される容器と、
前記容器の内部に投入された廃プラスチック原料を前記容器の一部を構成する壁である成形側壁へ向けて移送する移送部と、
前記成形側壁を介して前記容器の内部と外部とを連通する複数の押出成形孔を有する押出成形部と、
前記押出成形孔から押し出された押出成形物を切断する切断機構を有する切断部と、
を備え、
前記切断部は、
前記複数の押出成形孔の各々の出口に設けられた複数の固定刃と、
前記固定刃と共に前記切断機構を構成する可動刃と、
前記可動刃を移動させる駆動源と、
を有し、
前記複数の固定刃のうち少なくとも2つの固定刃は、一枚の固定刃プレートに形成されている、
廃プラスチック成形物の製造装置。
続きを表示(約 800 文字)
【請求項2】
前記固定刃は、前記固定刃プレートを貫通する孔であって前記押出成形孔から押し出された押出成形物が通過する通過孔の縁に設けられる、
請求項1に記載の廃プラスチック成形物の製造装置。
【請求項3】
前記通過孔は、前記押出成形孔の出口と同じ形状である、
請求項2に記載の廃プラスチック成形物の製造装置。
【請求項4】
前記通過孔は、円形であり、
前記固定刃は、前記通過孔の縁の全周に設けられる、
請求項2又は請求項3に記載の廃プラスチック成形物の製造装置。
【請求項5】
前記切断部は、前記固定刃プレートと前記可動刃が設けられた可動部材とが接触し得る位置に設けられる摺動性部材を有する、
請求項1に記載の廃プラスチック成形物の製造装置。
【請求項6】
前記固定刃プレートの板厚は、10mm以上である、
請求項1に記載の廃プラスチック成形物の製造装置。
【請求項7】
請求項1又は請求項2に記載の廃プラスチック成形物の製造装置を用いて行う、
廃プラスチック成形物の製造方法。
【請求項8】
複数の押出成形孔を有する押出成形部と、
前記押出成形孔から押し出された押出成形物を切断する切断機構を有する切断部と、
を備え、
前記切断部は、
前記複数の押出成形孔の各々の出口に設けられた複数の固定刃と、
前記固定刃と共に前記切断機構を構成する可動刃と、
を有し、
前記複数の固定刃のうち少なくとも2つの固定刃は、一枚の固定刃プレートに形成されている、
押出成形物の製造装置。
【請求項9】
請求項8に記載の押出成形物の製造装置を用いて行う、
押出成形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、廃プラスチック成形物の製造装置、廃プラスチック成形物の製造方法、押出成形物の製造装置及び押出成形物の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
家庭ごみ等に含まれる廃プラスチックをリサイクルするために、コークス炉を使用して廃プラスチックを化学原料化する技術がある。コークス炉内に廃プラスチックを投入するためには、当該廃プラスチックを所定形状の成形物に成形する必要がある。特許文献1には、廃プラスチック成形物の製造装置が開示されている。
を有する。
【先行技術文献】
【特許文献】
【0003】
特開2022-145153号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記製造装置は、容器と、容器の内部に設けられたスクリューと、スクリューを回転させる移送駆動部と、容器の内部と外部とを連通する複数の押出成形孔を有する押出成形部と、押出成形孔から押し出された押出成形物を切断する切断機構を有する切断部と、を備える。切断部は、複数の押出成形孔の各々の出口に設けられた複数の固定刃と、複数の固定刃と共に切断機構を構成する可動刃と、可動刃を移動させる切断源と、を有する。
【0005】
本開示は、切断部を備える廃プラスチック成形物の製造装置において、切断性を改善することを目的とする。また、本開示は、切断部を備える押出成形物の製造装置において、切断性を改善することをも目的とする。
【課題を解決するための手段】
【0006】
本開示の要旨は、以下のとおりである。
【0007】
<1>
内部に廃プラスチック原料が投入される容器と、
前記容器の内部に投入された廃プラスチック原料を前記容器の一部を構成する壁である成形側壁へ向けて移送する移送部と、
前記成形側壁を介して前記容器の内部と外部とを連通する複数の押出成形孔を有する押出成形部と、
前記押出成形孔から押し出された押出成形物を切断する切断機構を有する切断部と、
を備え、
前記切断部は、
前記複数の押出成形孔の各々の出口に設けられた複数の固定刃と、
前記固定刃と共に前記切断機構を構成する可動刃と、
前記可動刃を移動させる切断駆動部と、
を有し、
前記複数の固定刃のうち少なくとも2つの固定刃は、一枚の固定刃プレートに形成されている、
廃プラスチック成形物の製造装置。
(説明)
本態様は、廃プラスチック成形物の製造装置に関する。本態様の廃プラスチック成形物の製造装置は、容器と、移送部と、複数の押出成形孔を有する押出成形部と、押出成形孔から押し出された押出成形物を切断する切断機構を有する切断部と、を備える。そして、切断部は、複数の押出成形孔の各々の出口に設けられた複数の固定刃と、複数の固定刃と共に切断機構を構成する可動刃と、可動刃を移動させる切断駆動部と、を有する。
【0008】
ところで、特許文献1に開示された製造装置では、固定刃が、複数の押出成形孔の各々の出口に個別に配置された別々の部材に形成されている。そのため、複数の固定刃の各々が設けられる位置がバラつかないように管理することが困難である。固定刃の位置管理が困難であると、固定刃と可動刃とのクリアランスを狭くして切断性を改善することに限界がある。
そこで、本態様では、複数の固定刃のうち少なくとも2つの固定刃は、一枚の固定刃プレートに形成されている。
このため、当該固定刃プレートに形成されている少なくとも2つの固定刃について、位置管理が容易である。その結果、従来の製造装置と比較して、固定刃と可動刃とのクリアランスを狭くして切断性を改善することができる。
【0009】
なお、後述の実施形態では、複数の固定刃のうち全ての固定刃が、一枚の固定刃プレートに形成されている。しかし、本態様は、上記のとおり、複数の固定刃のうち少なくとも2つの固定刃が一枚の固定刃プレートに形成されていればよい。
【0010】
<2>
前記固定刃は、前記固定刃プレートを貫通する孔であって前記押出成形孔から押し出された押出成形物が通過する通過孔の縁に設けられる、
<1>に記載の廃プラスチック成形物の製造装置。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
19日前
日本製鉄株式会社
棒鋼
19日前
日本製鉄株式会社
鋳片
11日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼部品
19日前
日本製鉄株式会社
耐力壁
4日前
日本製鉄株式会社
溶接継手
25日前
日本製鉄株式会社
橋脚構造
2か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
歯車装置
5日前
日本製鉄株式会社
鍛鋼ロール
2か月前
日本製鉄株式会社
腐食センサ
2か月前
日本製鉄株式会社
鍛鋼ロール
2か月前
日本製鉄株式会社
高Ni合金鋼
2か月前
日本製鉄株式会社
表面処理鋼材
11日前
日本製鉄株式会社
高Ni合金鋼
2か月前
日本製鉄株式会社
管理システム
2か月前
日本製鉄株式会社
機械構造用部品
20日前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
2か月前
日本製鉄株式会社
鉄鉱石の選別方法
2か月前
日本製鉄株式会社
スラグの処理方法
2か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
2か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
19日前
日本製鉄株式会社
LF装置の操業方法
1か月前
日本製鉄株式会社
コイル巻き解き方法
12日前
日本製鉄株式会社
金属部品の製造方法
2か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
2か月前
日本製鉄株式会社
鉄道車両用の台車枠
1か月前
日本製鉄株式会社
腐食モニタリング装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ