TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025171982
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2025069385
出願日
2025-04-21
発明の名称
積層造形のためのビルドプラットフォームおよび関連する方法
出願人
ジーイー・ベルノバ・テクノロジー・ゲーエムベーハー
,
GE Vernova Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
B22F
12/33 20210101AFI20251113BHJP(鋳造;粉末冶金)
要約
【課題】積層造形のためのビルドプラットフォームおよび関連する方法を提供する。
【解決手段】金属積層造形プロセスのためのビルドプラットフォームおよび関連する方法が開示される。ビルドプラットフォームは、第1の金属と上面とを含むベースを含む。ビルドプラットフォームは、ベースの上面上に、第1の金属とは異なる第2の金属を含む表面層をも含む。表面層は、表面層の上面において最も密な領域を有し、表面層の下面において最も密でない領域を有する、段階的多孔度を有する。表面層の下面は、ベースの上面と接触する。
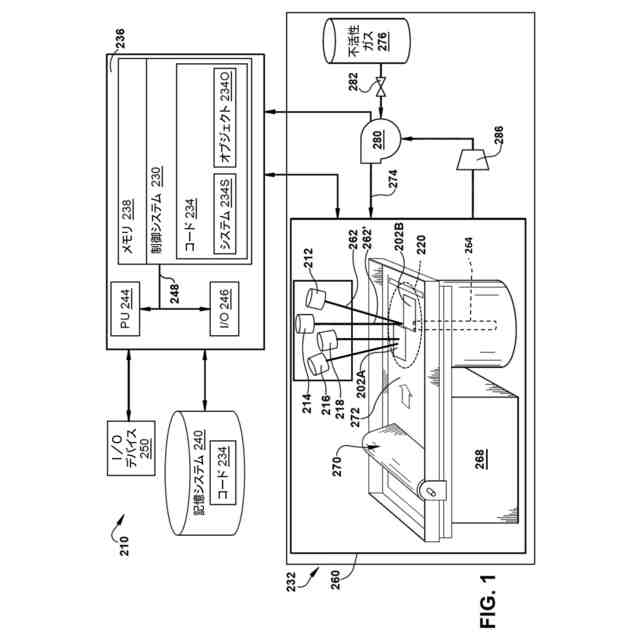
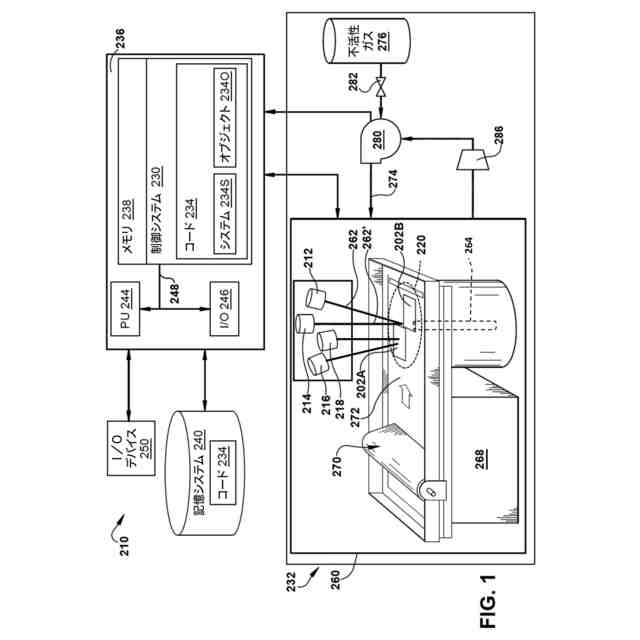
【選択図】図1
特許請求の範囲
【請求項1】
金属積層造形プロセスのためのビルドプラットフォーム(220)であって、前記ビルドプラットフォーム(220)は、
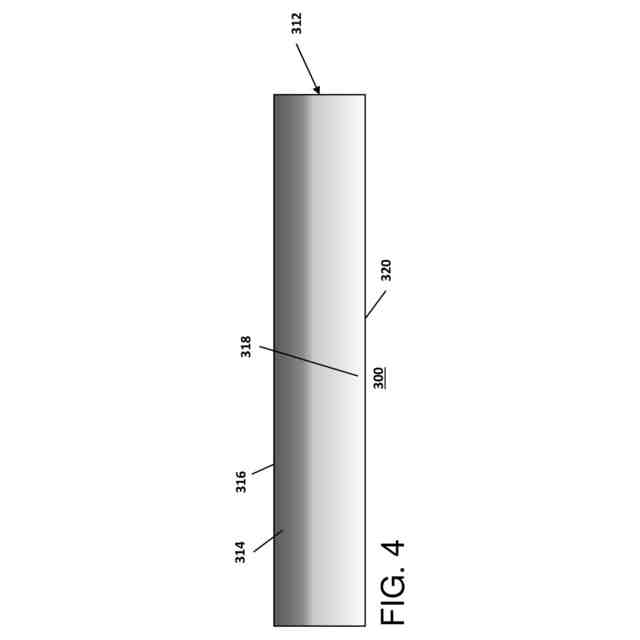
第1の金属と上面(302)とをベース(300)と、
前記ベース(300)の前記上面(302)上の表面層(312)であって、前記表面層(312)が、前記第1の金属とは異なる第2の金属を含む、表面層(312)と
を備え、
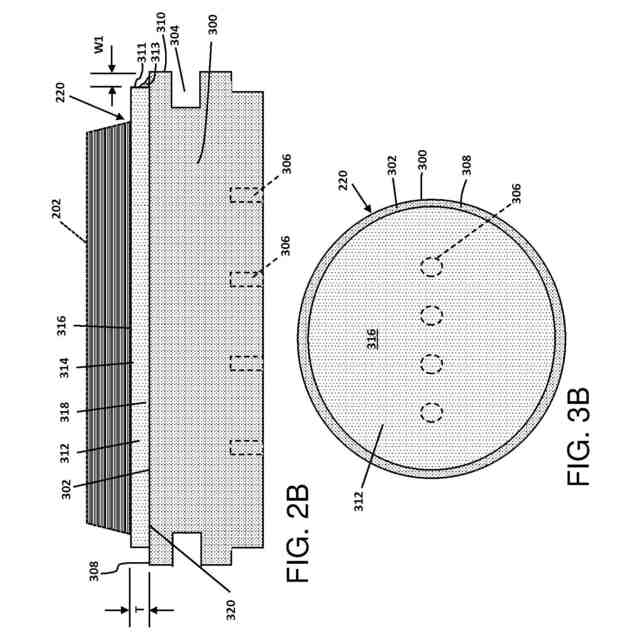
前記表面層(312)が、前記表面層(312)の上面(316)において最も密な領域(314)を有し、前記表面層(312)の下面(320)において最も密でない領域(318)を有する、段階的多孔度を有し、前記表面層(312)の前記下面(320)が、前記ベース(300)の前記上面(302)に接触する、ビルドプラットフォーム(220)。
続きを表示(約 1,500 文字)
【請求項2】
前記表面層(312)が、少なくとも0.2ミリメートルの厚さを有する、請求項1に記載のビルドプラットフォーム(220)。
【請求項3】
前記表面層(312)が、前記表面層(312)を取り囲む前記上面(316)の露出部分(308)を除いて前記ベース(300)の前記上面(302)を覆い、前記露出部分(308)が、1.2~1.8ミリメートルの範囲の幅(W1)を有する、請求項1または2に記載のビルドプラットフォーム(220)。
【請求項4】
前記最も密な領域(314)が、0%~4.9%の範囲の多孔度を有し、前記最も密でない領域(318)が、5%~25%の範囲の多孔度を有する、請求項1乃至3のいずれか1項に記載のビルドプラットフォーム(220)。
【請求項5】
前記第1の金属が、単一の化学元素または合金を含み、前記第2の金属が、2つ以上の化学元素の異なる合金を含む、請求項1乃至4のいずれか1項に記載のビルドプラットフォーム(220)。
【請求項6】
前記表面層(312)の前記上面(316)と前記表面層(312)の前記下面(320)との間の前記段階的多孔度が、前記表面層(312)の前記上面(316)から前記表面層(312)の前記下面(320)まで、1ミリメートル当たり1%~4%の範囲の一定の多孔度変化率を含む、請求項1乃至5のいずれか1項に記載のビルドプラットフォーム(220)。
【請求項7】
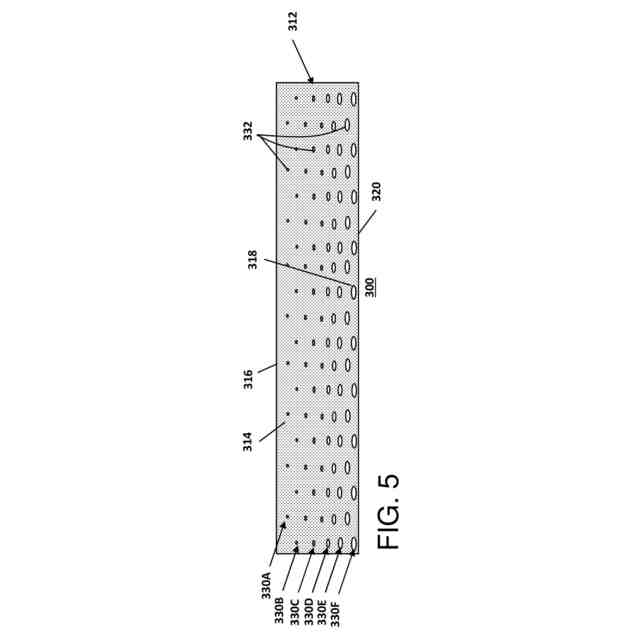
前記表面層(312)の前記上面(316)と前記表面層(312)の前記下面(320)との間の前記段階的多孔度が、前記表面層(312)の前記上面(316)から前記表面層(312)の前記下面(320)まで階段状の異なる体積の細孔(332)を有する複数の階段状多孔度層(330A~F)を含み、前記細孔(332)が、前記表面層(312)の前記上面(316)の下方で0.028~0.036ミリメートル(mm)の範囲の、および前記表面層(312)の前記下面(320)に隣接して1.8~2.2mmの範囲の直径を有する、請求項1乃至5のいずれか1項に記載のビルドプラットフォーム(220)。
【請求項8】
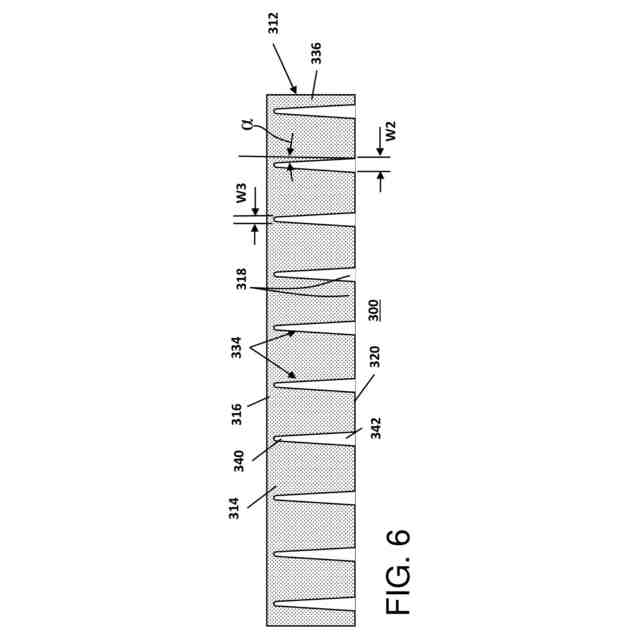
前記表面層(312)の前記上面(316)と前記表面層(312)の前記下面(320)との間の前記段階的多孔度が、固体材料(336)中に複数の空洞柱(334)を含み、前記複数の空洞柱(334)が、前記表面層(312)の前記上面(316)から前記表面層(312)の前記下面(320)まで延び、各空洞柱(334)が、前記表面層(312)の前記上面(316)に隣接するがその下にあるより狭い上部(340)と、前記表面層(312)の前記下面(320)に隣接するより広い下部(342)とを有する、請求項1乃至5のいずれか1項に記載のビルドプラットフォーム(220)。
【請求項9】
各空洞柱(334)が、前記表面層(312)の前記下面(320)において0.5~2.0ミリメートル(mm)の範囲の下側幅(W2)を有し、前記表面層(312)の前記上面(316)の下方で0.05~0.3mmの範囲の上側幅(W3)を有し、1~4°の範囲のテーパ角(α)を有する、請求項8に記載のビルドプラットフォーム(220)。
【請求項10】
前記表面層(312)を前記ベース(300)に結合するフィレット(313)をさらに備え、前記フィレット(313)が前記第2の金属を含む、請求項1乃至9のいずれか1項に記載のビルドプラットフォーム(220)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、一般に、積層造形に関し、より具体的には、積層造形のためのビルドプラットフォームおよび関連する方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
三次元(3D)部品を製作するための信頼性の高い製造方法として、積層造形が出現した。特定の積層造形方法は、レーザまたは電子ビームを使用して金属層を連続的に焼結し、3D部品を形成する。レーザが使用される場合、プロセスは、例えば、直接金属レーザ溶融(DMLM)または選択的レーザ溶融(SLM)として参照されてもよく、電子ビームが使用される場合、プロセスは、例えば、電子ビーム溶融(EBM)として参照されてもよい。いずれの積層造形プロセスも、3D印刷された部品のためのベースとしてビルドプラットフォーム上に金属粉末層を供給する金属粉末床を使用する。金属粉末層は、レーザまたは電子ビームによって一緒に焼結または溶融される。ビルドプラットフォームは、典型的には、印刷材料と呼ばれる、3D部品を形成するために使用されている粉末材料を収容するように構成された任意の形態で、鋼、ステンレス鋼またはニッケル基合金の一形態から作られる。ビルドプラットフォーム材料の選択は、印刷材料との適合性に依存する。特に、印刷材料が濡れ、ビルドプラットフォームに接着(溶接)する能力が有利である。印刷材料がビルドプラットフォームに良好に接着(溶接)しない場合、それは、界面における剥離/亀裂をもたらし、3D部品のビルド失敗をもたらす可能性がある。印刷材料に対するビルドプラットフォームの熱膨張係数(CTE)適合性は、考慮されるべき別の特性である。CTEの著しい差は、印刷材料とビルドプラットフォームとの間の接着の分離をもたらし、ビルド失敗をもたらす可能性がある。CTE問題は、比較的高温の積層造形環境、例えば、150℃(約302°F)よりも高い温度において特に困難である。
【0003】
これらの課題に対処するために、ビルドプラットフォームは、印刷材料と適合する材料から完全に作られる。3D部品にステンレス鋼およびニッケル基合金を必要とする用途では、この手法は、かなりの初期コストおよび動作コストをもたらす。別の手法は、安価で機械加工が容易な、ビルドプラットフォームのための特定のタイプの鋼など、より低コストの材料を使用する。しかしながら、これらの材料は、多くの場合、上述した理由で、多くのより高度な印刷材料、例えば、ニッケル基合金、超合金などと適合しない。
【発明の概要】
【0004】
以下に述べるすべての態様、例、および特徴は、任意の技術的に可能な方法で組み合わせることができる。
【0005】
本開示の一態様は、金属積層造形プロセスのためのビルドプラットフォームを含み、ビルドプラットフォームは、第1の金属と上面とを含むベースと、ベースの上面上の表面層であって、表面層が、第1の金属とは異なる第2の金属を含む、表面層とを備え、表面層は、表面層の上面において最も密な領域を有し、表面層の下面において最も密でない領域を有する、段階的多孔度を有し、表面層の下面が、ベースの上面に接触する。
【0006】
本開示の別の態様は、前述の態様のいずれかを含み、表面層は、少なくとも0.2ミリメートルの厚さを有する。
【0007】
本開示の別の態様は、前述の態様のいずれかを含み、表面層は、表面層を取り囲む上面の露出部分を除いてベースの上面を覆い、露出部分が、1.2~1.8ミリメートルの範囲の幅を有する。
【0008】
本開示の別の態様は、前述の態様のいずれかを含み、最も密な領域は、0%~4.9%の範囲の多孔度を有し、最も密でない領域は、5%~25%の範囲の多孔度を有する。
【0009】
本開示の別の態様は、前述の態様のいずれかを含み、第1の金属は、単一の化学元素または合金を含み、第2の金属は、2つ以上の化学元素の異なる合金を含む。
【0010】
本開示の別の態様は、前述の態様のいずれかを含み、表面層の上面と表面層の下面との間の段階的多孔度は、表面層の上面から表面層の下面まで、1ミリメートル当たり0.5%~4%の範囲の一定の多孔度変化率を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
7か月前
トヨタ自動車株式会社
押湯入子
3か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
日本製鉄株式会社
モールドパウダー
1か月前
芝浦機械株式会社
成形機
9か月前
株式会社キャステム
鋳造品の製造方法
7か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
株式会社浅沼技研
鋳型及びその製造方法
8か月前
トヨタ自動車株式会社
突き折り棒
6か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
旭有機材株式会社
鋳型の製造方法
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
9か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
芝浦機械株式会社
溶解保持炉
19日前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
JFEミネラル株式会社
Ni合金粉
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
8か月前
大同特殊鋼株式会社
鋼塊の製造方法
8か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
7か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
住友金属鉱山株式会社
金粉の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ