TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025164044
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067767
出願日
2024-04-18
発明の名称
押出機、押出機用のスクリュおよび押出機用のスクリュの分解方法
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
48/505 20190101AFI20251023BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】押出機用のスクリュの分解作業を行いやすくする。
【解決手段】押出機は、シリンダに内蔵されたスクリュ3を含む。スクリュ3は、スクリュ軸11と、スクリュ軸11に取り付けられた複数のスクリュピース12と、スクリュ軸11の先端に取り付けられたスクリュキャップを有する。スクリュキャップは、ボルト部材14とカバー部材15とネジ部材16を有する。ボルト部材14は、スクリュ軸11の穴部11aに挿入された本体部14cと、穴部11aの外に位置する頭部14aと、頭部14aから突出する突出部14bと、突出部14bの表面に形成されたネジ穴部14dを有する。カバー部材15の窪み部にボルト部材14の突出部14bが嵌め合わされるように、ボルト部材14の頭部14a上にカバー部材15が配置されている。ネジ部材16は、カバー部材15の貫通孔を貫通して、ボルト部材14のネジ穴部14dに挿入されている。
【選択図】図4
特許請求の範囲
【請求項1】
以下を含む押出機:
シリンダ;および
前記のシリンダに内蔵されたスクリュ、
ここで、前記スクリュは、スクリュ軸と、前記スクリュ軸に取り付けられた複数のスクリュピースと、前記スクリュ軸の先端に取り付けられたスクリュキャップとを有し、
前記スクリュキャップは、ボルト部材とカバー部材とネジ部材とを有し、
前記ボルト部材は、前記スクリュ軸の穴部に挿入された本体部と、前記本体部に連結され、かつ前記穴部の外に位置する頭部と、前記頭部から突出する突出部と、前記突出部の表面に形成されたネジ穴部とを有し、
前記カバー部材は、窪み部と貫通孔とを有し、
前記突出部の平面形状は多角形状であり、
前記窪み部の平面形状は、前記突出部に整合する多角形状であり、
前記窪み部に前記突出部が嵌め合わされるように、前記ボルト部材の前記頭部上に前記カバー部材が配置され、
前記ネジ部材は、前記カバー部材の前記貫通孔を貫通して、前記ボルト部材の前記ネジ穴部に挿入されている。
続きを表示(約 1,200 文字)
【請求項2】
請求項1記載の押出機において、
前記突出部の平面形状は六角形状であり、
前記窪み部の平面形状は六角形状である、押出機。
【請求項3】
請求項1記載の押出機において、
前記ネジ部材の側面と前記ネジ穴部の側面と前記本体部の側面と前記穴部の側面には、それぞれネジ山が形成されている、押出機。
【請求項4】
請求項1記載の押出機において、
前記頭部の外周部分は、前記複数のスクリュピースのうちの先頭のスクリュピースと隣接している、押出機。
【請求項5】
請求項1記載の押出機において、
前記カバー部材は、前記頭部と前記突出部を覆っている、押出機。
【請求項6】
請求項1記載の押出機において、
前記カバー部材の前記窪み部に前記突出部が嵌め合わされるように、前記ボルト部材の前記頭部上に前記カバー部材が配置された状態では、前記カバー部材は前記ボルト部材に対して相対的に回転しない、押出機。
【請求項7】
以下を含む、押出機用のスクリュ:
スクリュ軸;
前記スクリュ軸に取り付けられた複数のスクリュピース;および
前記スクリュ軸の先端に取り付けられたスクリュキャップ、
ここで、前記スクリュキャップは、ボルト部材とカバー部材とネジ部材とを有し、
前記ボルト部材は、前記スクリュ軸の穴部に挿入された本体部と、前記本体部に連結され、かつ前記穴部の外に位置する頭部と、前記頭部から突出する突出部と、前記突出部の表面に形成されたネジ穴部とを有し、
前記カバー部材は、窪み部と貫通孔とを有し、
前記突出部の平面形状は多角形状であり、
前記窪み部の平面形状は、前記突出部に整合する多角形状であり、
前記窪み部に前記突出部が嵌め合わされるように、前記ボルト部材の前記頭部上に前記カバー部材が配置され、
前記ネジ部材は、前記カバー部材の前記貫通孔を貫通して、前記ボルト部材の前記ネジ穴部に挿入されている。
【請求項8】
請求項7記載の押出機用のスクリュにおいて、
前記突出部の平面形状は六角形状であり、
前記窪み部の平面形状は六角形状である、押出機用のスクリュ。
【請求項9】
請求項7記載の押出機用のスクリュにおいて、
前記ネジ部材の側面と前記ネジ穴部の側面と前記本体部の側面と前記穴部の側面には、それぞれネジ山が形成されている、押出機用のスクリュ。
【請求項10】
請求項7記載の押出機用のスクリュにおいて、
前記頭部の外周部は、前記複数のスクリュピースのうちの先頭のスクリュピースと隣接している、押出機用のスクリュ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、押出機、押出機用のスクリュおよび押出機用のスクリュの分解方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
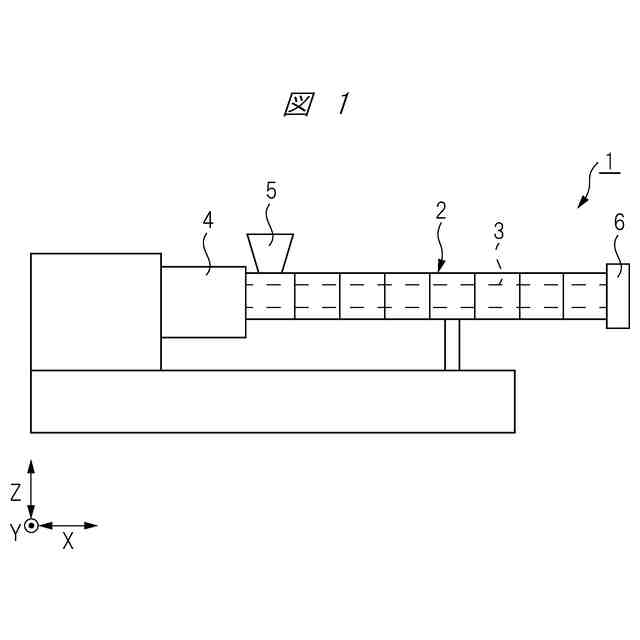
押出機は、スクリュを内蔵するシリンダを有している。押出機のシリンダ内に樹脂材料などを導入し、シリンダ内に導入された樹脂材料を回転するスクリュにより混練、搬送し、シリンダの先端に取り付けられた金型から押し出す。
【0003】
例えば特開2023-151221号公報(特許文献1)には、押出機用のスクリュに関する技術が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2023-151221号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
押出機用のスクリュは、スクリュ軸と、スクリュ軸に取り付けられた複数のスクリュピースと、スクリュ軸の先端に取り付けられたスクリュキャップとを有している。押出機の動作時には、押出機のシリンダ内でスクリュキャップは樹脂材料に接する。スクリュキャップに接する樹脂材料が溶融樹脂で、かつ、その溶融樹脂の粘度がある程度低い場合は、スクリュキャップに不具合は生じにくい。しかしながら、スクリュキャップに接する樹脂材料が、未溶融などの粘度が極端に高い樹脂材料である場合には、樹脂材料に起因した負荷がスクリュキャップに生じ、スクリュキャップに不具合が生じる虞がある。スクリュキャップに不具合が生じると、メンテナンス時などにスクリュ軸からスクリュキャップを取り外すことが難しくなるため、スクリュの分解作業やメンテナンスを行いにくくなる。
【0006】
その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
一実施の形態によれば、押出機は、シリンダに内蔵されたスクリュを含む。前記スクリュは、スクリュ軸と、前記スクリュ軸に取り付けられた複数のスクリュピースと、前記スクリュ軸の先端に取り付けられたスクリュキャップとを有する。前記スクリュキャップは、ボルト部材とカバー部材とネジ部材とを有する。前記ボルト部材は、前記スクリュ軸の穴部に挿入された本体部と、前記穴部の外に位置する頭部と、前記頭部から突出する突出部と、前記突出部の表面に形成されたネジ穴部とを有する。前記カバー部材は、窪み部と貫通孔とを有する。前記窪み部に前記突出部が嵌め合わされるように、前記ボルト部材の前記頭部上に前記カバー部材が配置されている。前記ネジ部材は、前記カバー部材の前記貫通孔を貫通して、前記ボルト部材の前記ネジ穴部に挿入されている。
【発明の効果】
【0008】
一実施の形態によれば、押出機用のスクリュの分解作業が行いやすくなる。
【図面の簡単な説明】
【0009】
本実施の形態における押出機を示す説明図である。
本実施の形態における押出機が備えるスクリュの側面図である。
図2のスクリュの一部を分解した側面図である。
図2のスクリュの先端部を拡大して示す部分拡大断面図である。
図2のスクリュが備えるスクリュキャップの断面図である。
図5に示されるA1-A1線の位置でのスクリュキャップの断面図である。
図5に示されるA2-A2線の位置でのスクリュキャップの断面図である。
図5のスクリュキャップの平面図である。
図5のスクリュキャップを構成するボルト部材の断面図である。
図9のボルト部材の平面図である。
図5のスクリュキャップを構成するカバー部材の断面図である。
図11のカバー部材の平面図である。
本実施の形態におけるスクリュキャップの取り外し方法の説明図である。
本実施の形態におけるスクリュキャップの取り外し方法の説明図である。
本実施の形態におけるスクリュキャップの取り付け方法の説明図である。
検討例のスクリュキャップの断面図である。
図16に示されるE1-E1線の位置での検討例のスクリュキャップの断面図である。
図16に示されるE2-E2線の位置での検討例のスクリュキャップの断面図である。
検討例のスクリュキャップの平面図である。
検討例のスクリュキャップの取り外し方法の説明図である。
検討例のスクリュキャップの課題の説明図である。
本実施の形態のスクリュキャップの効果の説明図である。
【発明を実施するための形態】
【0010】
以下、実施の形態を図面に基づいて詳細に説明する。なお、実施の形態を説明するための全図において、同一の機能を有する部材には同一の符号を付し、その繰り返しの説明は省略する。また、以下の実施の形態では、特に必要なとき以外は同一または同様な部分の説明を原則として繰り返さない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
4か月前
グンゼ株式会社
ピン
11か月前
株式会社 型善
射出成形型
10日前
東レ株式会社
フィルムの製造方法
4か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
株式会社エフピコ
賦形シート
24日前
東レ株式会社
複合成形体の製造方法
1か月前
日機装株式会社
加圧システム
7か月前
個人
樹脂可塑化方法及び装置
10か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社FTS
成形装置
11か月前
株式会社漆原
シートの成形方法
6か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
株式会社FTS
セパレータ
10か月前
株式会社日本製鋼所
監視システム
1日前
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
8か月前
株式会社リコー
画像形成システム
11か月前
株式会社神戸製鋼所
混練機
9か月前
トヨタ自動車株式会社
3Dプリンタ
11か月前
コイト電工株式会社
フレーム成形品
2か月前
足立建設工業株式会社
製管機
15日前
三和合板株式会社
化粧板の製造装置
3か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ