TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025163696
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067119
出願日
2024-04-18
発明の名称
紙製バリア材料の製造方法
出願人
日本製紙株式会社
代理人
弁理士法人お茶の水内外特許事務所
主分類
B32B
27/10 20060101AFI20251023BHJP(積層体)
要約
【課題】従来の製造方法により得られたものと比較して、バリア性に優れた紙製バリア材料を提供すること。
【解決手段】紙基材の少なくとも一面である塗工面上に、バリア塗工層を形成するバリア原紙製造工程、
前記バリア塗工層上に、接着剤を介したドライラミネートにより、熱可塑性樹脂フィルムからなるラミネート層を設けるラミネート工程、
を有し、
前記バリア塗工層に対して、線圧20kg/cm以上の平滑化処理を行わず、
前記接着剤が、前記バリア塗工層に塗工される紙製バリア材料の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
紙基材の少なくとも一面である塗工面上に、バリア塗工層を形成するバリア原紙製造工程、
前記バリア塗工層上に、接着剤を介したドライラミネートにより、熱可塑性樹脂フィルムからなるラミネート層を設けるラミネート工程、
を有し、
前記バリア塗工層に対して、線圧20kg/cm以上の平滑化処理を行わず、
前記接着剤が、前記バリア塗工層に塗工されることを特徴とする紙製バリア材料の製造方法。
続きを表示(約 350 文字)
【請求項2】
前記紙基材の塗工面の算術平均高さ(Sap)が2.0μm以上30μm以下であり、
前記バリア塗工層の算術平均高さ(Sac)が3.0μm以上35μm以下、かつ、前記塗工面の算術平均高さ(Sap)より1μm以上大きいことを特徴とする請求項1に記載の紙製バリア材料の製造方法。
【請求項3】
23℃・0%RH条件の酸素透過度が、20cc/m
2
・day・atm以下であることを特徴とする請求項1または2に記載の紙製バリア材料の製造方法。
【請求項4】
前記接着剤の塗工量(固形分)が2.0g/m
2
以上5.0g/m
2
以下であることを特徴とする請求項1または2に記載の紙製バリア材料の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、紙製バリア材料の製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
紙製の材料、特に紙製の包装材料にガスバリア性(特に、酸素バリア性)を付与することは、包装される各種製品をガスによる劣化、例えば酸素による酸化などから守るために重要である。
従来から、紙製の包装材料へのガスバリア性の付与には、紙基材上にガスバリア層として、アルミニウム等の金属からなる金属箔や金属蒸着フィルム、ポリビニルアルコールやエチレン-ビニルアルコール共重合体、ポリ塩化ビニリデン、ポリアクリロニトリル等の樹脂フィルム、あるいはこれらの樹脂をコーティングしたフィルム、さらに酸化珪素や酸化アルミニウム等の無機酸化物を蒸着したセラミック蒸着フィルム等を紙基材に押し出しラミネートする、または貼合する方法が主に用いられてきた。
紙製の包装材料に耐水性(特に、水蒸気バリア性)を付与することも、包装される各種製品を水蒸気による劣化から守るために重要である。
【0003】
本出願人は、ガスバリア性と水蒸気バリア性を備えた紙製の包装材料として、紙基材上に、水蒸気バリア性樹脂と顔料を含む水蒸気バリア層と、ポリビニルアルコール系樹脂と顔料を含むガスバリア層を有する紙製バリア包装材料を提案している(特許文献1)。
また、このような紙製バリア包装材料において、少なくとも一方の最外層にシーラント層を設けることにより、ヒートシール加工を可能としたものが知られている。例えば、特許文献2には、溶融押し出しラミネート法、ドライラミネート法、直接溶融コート法によりラミネート層(シーラント層に相当)を設けることが提案されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2013/069788号
国際公開第2017/170462号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ドライラミネート法は、接着剤を介して熱可塑性樹脂フィルムを貼り合わせる方法であり、接着力とヒートシール強度に優れた積層体を得ることができる。ドライラミネートでは、密着性を高めるために被着物の表面はより平滑なことが好ましいことが技術常識である。また、紙と熱可塑性樹脂フィルムとをドライラミネートする場合、通常、接着剤はフィルム側に塗工される。これは、紙に接着剤を塗工すると、接着剤が紙に染み込むため、接着面表面に凹凸が生じて接着不良が生じやすいためである。
しかしながら、本発明者らは、紙基材上にバリア塗工層が設けられている場合、バリア塗工層上に接着剤を塗工して熱可塑性樹脂フィルムをドライラミネートする方が、バリア性に優れることを見出し、本発明を完成させるに至った。
すなわち、本発明は、従来の製造方法により得られたものと比較して、バリア性に優れた紙製バリア材料を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明の課題を解決するための手段は以下の通りである。
1.紙基材の少なくとも一面である塗工面上に、バリア塗工層を形成するバリア原紙製造工程、
前記バリア塗工層上に、接着剤を介したドライラミネートにより、熱可塑性樹脂フィルムからなるラミネート層を設けるラミネート工程、
を有し、
前記バリア塗工層に対して、線圧20kg/cm以上の平滑化処理を行わず、
前記接着剤が、前記バリア塗工層に塗工されることを特徴とする紙製バリア材料の製造方法。
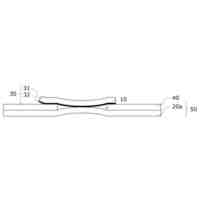
2.前記紙基材の塗工面の算術平均高さ(Sap)が2.0μm以上30μm以下であり、
前記バリア塗工層の算術平均高さ(Sac)が3.0μm以上35μm以下、かつ、前記塗工面の算術平均高さ(Sap)より1μm以上大きいことを特徴とする1.に記載の紙製バリア材料の製造方法。
3.23℃・0%RH条件の酸素透過度が、20cc/m
2
・day・atm以下であることを特徴とする1.または2.に記載の紙製バリア材料の製造方法。
4.前記接着剤の塗工量(固形分)が2.0g/m
2
以上5.0g/m
2
以下であることを特徴とする1.~3.のいずれかに記載の紙製バリア材料の製造方法。
【発明の効果】
【0007】
本発明の製造方法により、バリア原紙とバリア塗工層との間、およびバリア塗工層と熱可塑性樹脂フィルムとの間での隙間が少なく、バリア性に優れた紙製バリア材料を提供することができる。本発明の製造方法は、バリア塗工層に線圧20kg/cm以上の平滑化処理を施さないことにより、バリア塗工層の割れの発生を防止し、バリア性の低下を防ぐことができる。本発明の製造方法は、紙基材の表面が平滑でなくても、バリア性に優れた紙製バリア材料を提供することができるため、製造コストを抑えることができる。また、従来はバリア紙の基材に用いることができなかった表面の粗い紙を、紙製バリア材料の紙基材として用いることができる。
【発明を実施するための形態】
【0008】
本発明の紙製バリア材料の製造方法は、
紙基材の少なくとも一面である塗工面上に、バリア塗工層を形成するバリア原紙製造工程、
バリア塗工層上に、接着剤を介したドライラミネートにより、熱可塑性樹脂フィルムからなるラミネート層を設けるラミネート工程、
を有し、
前記バリア塗工層に対して、線圧20kg/cm以上の平滑化処理を行わず、
接着剤が、バリア塗工層に塗工されることを特徴とする。
【0009】
・バリア原紙製造工程
バリア原紙製造工程では、紙基材の少なくとも一面である塗工面上に、バリア塗工層を形成する。
「バリア原紙」
バリア原紙は、少なくとも一面が塗工面である紙基材と、この塗工面上に塗工されたバリア塗工層とを有する。
【0010】
(紙基材)
本発明において紙基材とは、パルプ、填料、各種助剤からなるシートである。
パルプとしては、広葉樹漂白クラフトパルプ(LBKP)、針葉樹漂白クラフトパルプ(NBKP)、広葉樹未漂白クラフトパルプ(LUKP)、針葉樹未漂白クラフトパルプ(NUKP)、サルファイトパルプなどの化学パルプ、ストーングラインドパルプ、サーモメカニカルパルプなどの機械パルプ、脱墨パルプ、古紙パルプなどの木材繊維、ケナフ、竹、麻などから得られた非木材繊維などを用いることができ、これらの1種、または2種以上を配合して用いることができる。これらの中でも、紙基材中への異物混入が発生し難いこと、使用後の紙容器を古紙原料に供してリサイクル使用する際に経時変色が発生し難いこと、高い白色度を有するため印刷時の面感が良好となり、特に包装材料として使用した場合の使用価値が高くなることなどの理由から、木材繊維の化学パルプ、機械パルプを用いることが好ましく、化学パルプを用いることがより好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製紙株式会社
塗工紙
1日前
日本製紙株式会社
塗工紙
1日前
日本製紙株式会社
耐雪紙
1か月前
日本製紙株式会社
工程紙
17日前
日本製紙株式会社
圧着紙
1か月前
日本製紙株式会社
測定装置
1か月前
日本製紙株式会社
消臭性板紙
1か月前
日本製紙株式会社
分散剤組成物
1か月前
日本製紙株式会社
印刷用塗工紙
1か月前
日本製紙株式会社
導電性フィルム
1か月前
日本製紙株式会社
導電性フィルム
1か月前
日本製紙株式会社
粉末状セルロース
22日前
日本製紙株式会社
粉末状セルロース
22日前
日本製紙株式会社
ハードコートフィルム
1か月前
日本製紙株式会社
変性ポリオレフィン樹脂
14日前
日本製紙株式会社
紙製バリア材料の製造方法
22日前
日本製紙株式会社
包装材、包装物及び包装方法
1か月前
日本製紙株式会社
クラフトパルプを含有する飼料組成物
1日前
日本製紙株式会社
セルロース繊維を含む樹脂組成物及びその製造方法
14日前
日本製紙株式会社
繊維成形体および繊維状バインダー、並びにその応用
25日前
日本製紙株式会社
記録紙
1か月前
日本製紙株式会社
塗工紙
1日前
UBE株式会社
ポリアミド樹脂強化用セルロース系繊維
1か月前
日本製紙株式会社
印刷用塗工紙
9日前
日本製紙株式会社
紙製バリア材料の製造方法
22日前
日本製紙株式会社
光アップコンバージョン組成物、フィルム及び光アップコンバージョン方法
1か月前
国立大学法人信州大学
複合材料の製造方法及び複合材料
1か月前
日本製紙株式会社
紙製容器用プルトップ、該プルトップを有する紙製容器、及び紙製容器の製造方法
1か月前
日本製紙株式会社
クラフトパルプを含有する飼料組成物
1日前
東レ株式会社
積層体
5か月前
東レ株式会社
積層体
10か月前
東レ株式会社
積層構造体
9か月前
ユニチカ株式会社
積層体
9か月前
ユニチカ株式会社
積層体
2か月前
個人
箔転写シート
5か月前
東レ株式会社
積層フィルム
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ