TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025162324
公報種別
公開特許公報(A)
公開日
2025-10-27
出願番号
2024065543
出願日
2024-04-15
発明の名称
クローズドインペラの製造方法
出願人
川崎重工業株式会社
代理人
弁理士法人有古特許事務所
主分類
F04D
29/22 20060101AFI20251020BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】アルミニウム合金製のクローズドインペラの製造に適した製造方法を提供する。
【解決手段】アルミニウム合金製のクローズドインペラ1は、ハブ2とシュラウド4とが周方向に並ぶ複数のブレード3によって連結されたものである。まず、インペラ材に対して放電加工を行ってブレード3の間の複数の流路5を形成する。ついで、前記インペラ材における各流路5の内周面である流路表面を研磨して前記放電加工によって当該流路表面に形成された変質層を除去した後に、前記流路表面をさらに研磨する。
【選択図】図2
特許請求の範囲
【請求項1】
ハブとシュラウドとが周方向に並ぶ複数のブレードによって連結された、アルミニウム合金製のクローズドインペラを製造する方法であって、
インペラ材に対して放電加工を行って前記複数のブレードの間の複数の流路を形成し、
前記インペラ材における前記複数の流路のそれぞれの内周面である流路表面を研磨して前記放電加工によって当該流路表面に形成された変質層を除去した後に、前記流路表面をさらに研磨する、クローズドインペラの製造方法。
続きを表示(約 370 文字)
【請求項2】
前記インペラ材に対して放電加工を行う前に、前記インペラ材を荒加工して前記インペラ材の周縁部をフランジ状に成形し、荒加工された前記インペラ材を熱処理し、
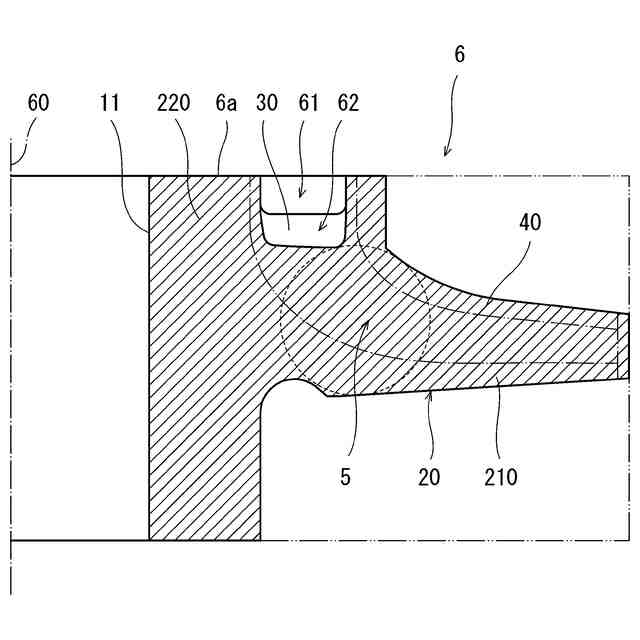
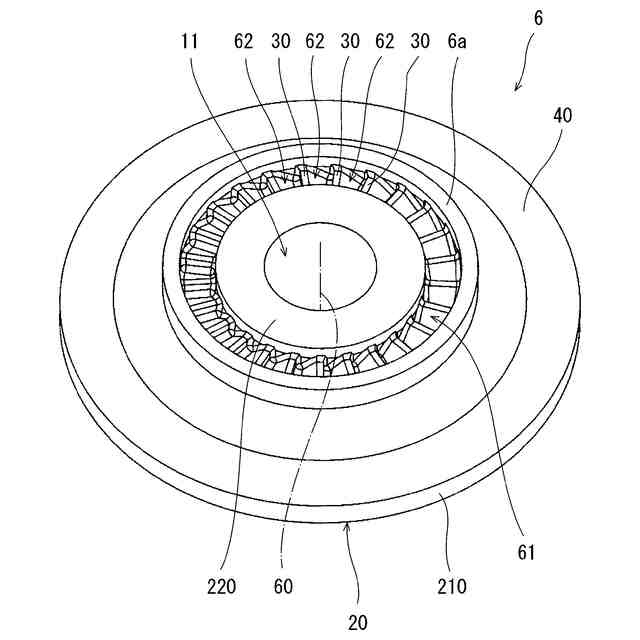
前記インペラ材の荒加工において、前記インペラ材における前記複数の流路の軸方向開口側の軸方向端面に、前記複数の流路の軸方向開口を通るように周方向に連続する環状溝を形成する、請求項1に記載のクローズドインペラの製造方法。
【請求項3】
前記インペラ材の荒加工において、前記環状溝から前記複数の流路の軸方向開口内に窪む複数の凹部を形成する、請求項2に記載のクローズドインペラの製造方法。
【請求項4】
前記複数の凹部のそれぞれは、対応する流路の両側に位置するブレードに沿うように斜めに窪む、請求項3に記載のクローズドインペラの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ハブ、シュラウドおよび複数のブレードが一体となったクローズドインペラの製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来から、遠心圧縮機、遠心ポンプ、ラジアルタービンなどの遠心式ターボ機械が知られている。遠心圧縮機および遠心ポンプは流体に仕事を与えて昇圧し、ラジアルタービンは高圧の流体から動力を回収する。このような遠心式ターボ機械においては、ハブとシュラウドとが周方向に並ぶ複数のブレードにより連結されたクローズドインペラが用いられることがある。
【0003】
例えば、特許文献1には、鋼製のクローズドインペラの製造方法が開示されている。なお、特許文献1では、クローズドインペラが「ワンピースインペラ」と呼ばれている。特許文献1の製造方法では、まずインペラ材に対して放電加工を行って周方向に並ぶブレードの間の複数の流路を形成する。ついで、インペラ材における各流路の内周面である流路表面を研磨して、放電加工によって当該流路表面に形成された変質層を除去する。最後に、インペラ材の流路表面を研磨して、当該流路表面の表面粗さを低減させる。
【先行技術文献】
【特許文献】
【0004】
特許第5787638号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
遠心式ターボ機械においては、クローズドインペラを高速で回転させたいという要望がある。特に、水素用の遠心圧縮機では、クローズドインペラの最高周速が500m/s以上となることがある。このとき、クローズドインペラの材質を、軽くて強度の高いアルミニウム合金とすることが望ましい。
【0006】
そこで、本開示は、アルミニウム合金製のクローズドインペラの製造に適した製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示は、ハブとシュラウドとが周方向に並ぶ複数のブレードによって連結された、アルミニウム合金製のクローズドインペラを製造する方法であって、インペラ材に対して放電加工を行って前記複数のブレードの間の複数の流路を形成し、前記インペラ材における前記複数の流路のそれぞれの内周面である流路表面を研磨して前記放電加工によって当該流路表面に形成された変質層を除去した後に、前記流路表面をさらに研磨する、クローズドインペラの製造方法を提供する。
【発明の効果】
【0008】
本開示によれば、アルミニウム合金製のクローズドインペラの製造に適した製造方法が提供される。
【図面の簡単な説明】
【0009】
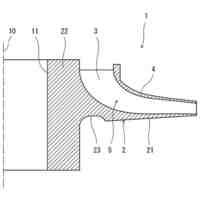
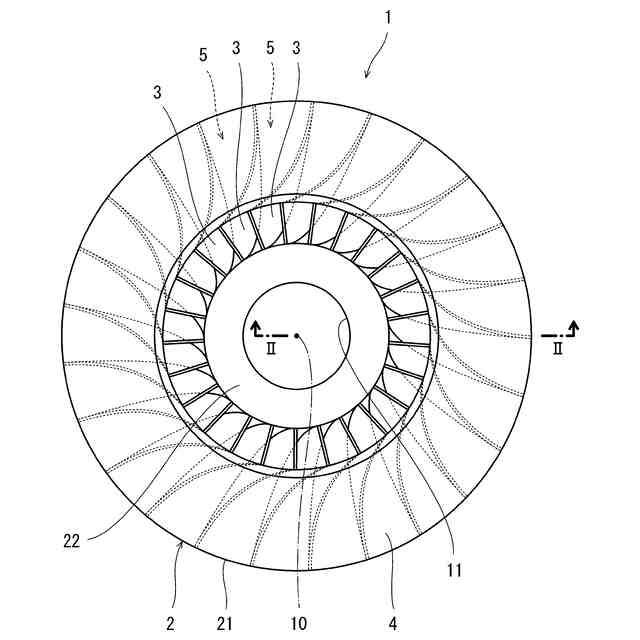
一実施形態に係る製造方法により得られるクローズドインペラの正面図である。
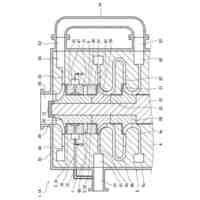
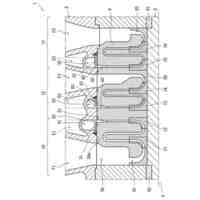
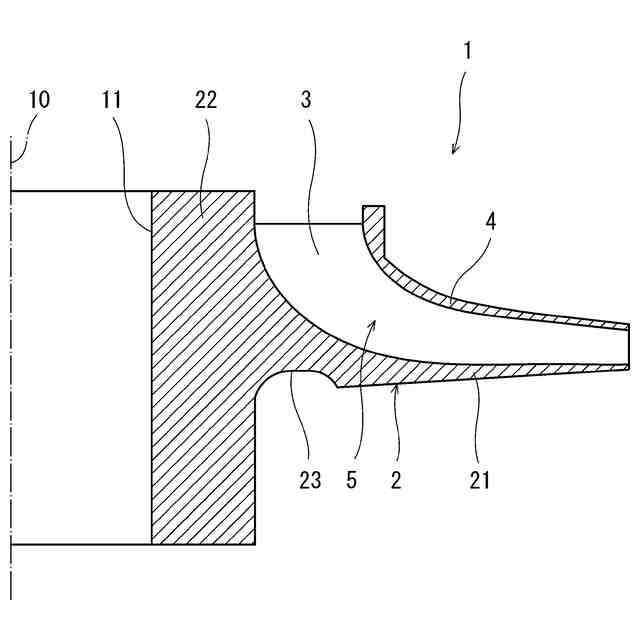
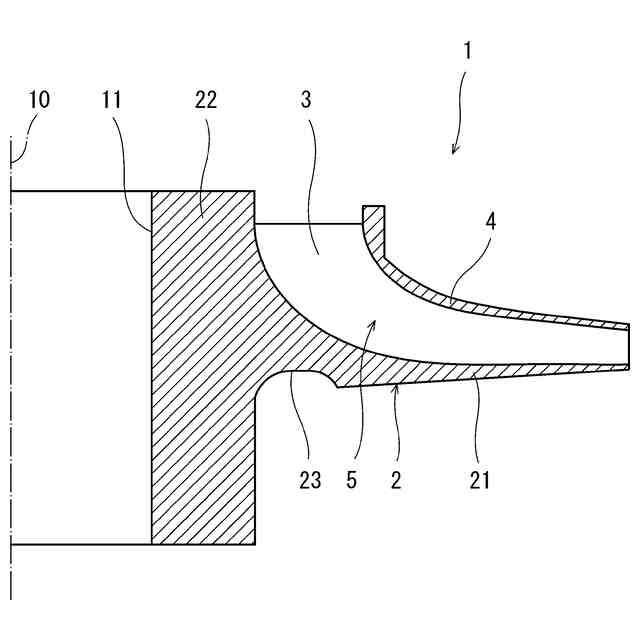
図1のII-II線に沿った断面図である。
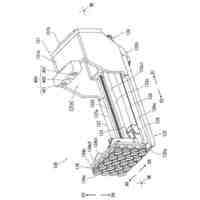
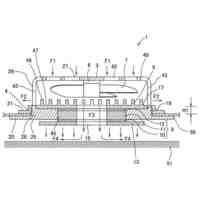
前記製造方法における荒加工工程後の状態を示す図である。
荒加工工程後のインペラ材の斜視図である。
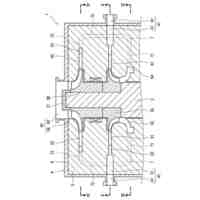
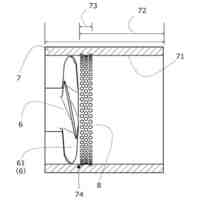
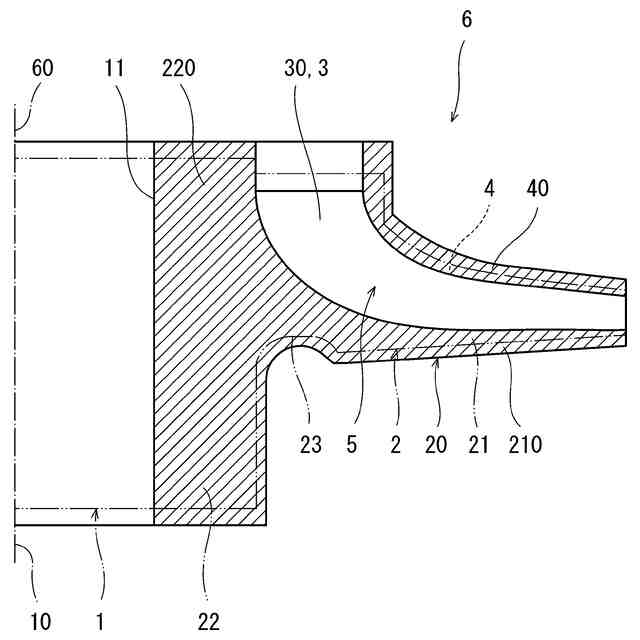
前記製造方法における放電加工工程後の状態を示す図である。
【発明を実施するための形態】
【0010】
図1および図2に、一実施形態に係る製造方法により得られるクローズドインペラ1を示す。クローズドインペラ1は、中央に貫通穴11を有する略円盤状の形状を有する。貫通穴11には回転シャフトが嵌合する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
川崎重工業株式会社
水中構造体
24日前
川崎重工業株式会社
遠心式ターボ機械
23日前
川崎重工業株式会社
廃棄物処理システム
1か月前
川崎重工業株式会社
多段遠心ターボ機械
29日前
川崎重工業株式会社
バーナおよび燃焼器
24日前
川崎重工業株式会社
ダイクッション装置
23日前
川崎重工業株式会社
多段ラジアルタービン
15日前
川崎重工業株式会社
ガスタービンエンジン
25日前
川崎重工業株式会社
航空機の電気機械システム
25日前
川崎重工業株式会社
付加製造方法及び付加製造装置
23日前
川崎重工業株式会社
クローズドインペラの製造方法
26日前
川崎重工業株式会社
付加製造方法及び付加製造装置
23日前
川崎重工業株式会社
熱交換器の製造方法及び熱交換器
23日前
横浜ゴム株式会社
多層空洞音響材
15日前
川崎重工業株式会社
多段遠心圧縮機および圧縮機システム
23日前
川崎重工業株式会社
廃棄物処理システムおよび廃棄物用振動装置
25日前
川崎重工業株式会社
多段遠心圧縮機のケーシング、及び、多段遠心圧縮機
2日前
川崎重工業株式会社
基板搬送ロボットおよび基板搬送ロボットの制御方法
23日前
川崎重工業株式会社
二酸化炭素排出システム及び方法、並びに水中航走体
18日前
川崎重工業株式会社
レーダ反射断面積切換装置及びレーダ反射断面積切換方法
23日前
川崎重工業株式会社
ロボット
17日前
川崎重工業株式会社
学習済モデルの構築方法
22日前
川崎重工業株式会社
水素航空機の燃料供給システム
1か月前
横浜ゴム株式会社
水中音響材の被取り付け面への取り付け構造および水中音響材
15日前
川崎重工業株式会社
摩擦攪拌ツールの制御方法及び摩擦攪拌装置
1か月前
株式会社Eサーモジェンテック
熱電発電システムの製造方法
15日前
川崎重工業株式会社
手術支援システム、手術支援システムの制御方法およびプログラム
8日前
横浜ゴム株式会社
水中音響材の被取り付け面への取り付け構造および水中構造体の被取り付け面を水中音響材で覆う構造ならびに水中音響材
15日前
個人
海流製造装置。
2か月前
株式会社スギノマシン
圧縮機
1か月前
株式会社ツインバード
送風装置
2か月前
株式会社ツインバード
送風装置
2か月前
カヤバ株式会社
電動ポンプ
3か月前
日機装株式会社
遠心ポンプ
1か月前
カヤバ株式会社
電動ポンプ
15日前
ビッグボーン株式会社
送風装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ