TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025164079
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067840
出願日
2024-04-18
発明の名称
付加製造方法及び付加製造装置
出願人
川崎重工業株式会社
代理人
個人
,
個人
主分類
B22F
10/85 20210101AFI20251023BHJP(鋳造;粉末冶金)
要約
【課題】孔の形状の精度を向上できる。
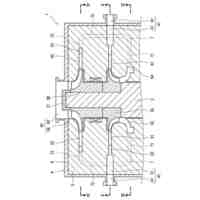
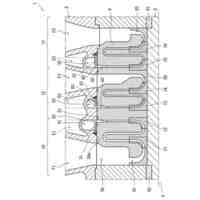
【解決手段】付加製造方法は、一方向に積層された複数の固化層30を含み且つ複数の固化層30に設けられた第1孔40を含む付加製造品Wを製造する方法であって、原料粉末Fを供給して粉末床20を形成することと、ビームBを粉末床20上で走査させ固化層30を形成することと、固化層30における第1孔40の輪郭形状を測定することと、を含み、固化層30を形成することにおいては、所定の層の固化層30を形成する際、所定の層の固化層30よりも下層の固化層30において測定された実測の輪郭形状45と下層の固化層30において予め設定された目標の輪郭形状46とを比較して、所定の層の固化層30における輪郭形状が所定の層の固化層30において予め設定された目標の輪郭形状47に近づくようにビームBの走査経路80を補正する。
【選択図】図1
特許請求の範囲
【請求項1】
一方向に積層された複数の固化層を含み且つ前記複数の固化層に設けられた孔を含む付加製造品を製造する付加製造方法であって、
原料粉末を供給して粉末床を形成することと、
ビームを前記粉末床上で走査させ前記固化層を形成することと、
前記固化層における前記孔の輪郭形状を測定することと、を含み、
前記固化層を形成することにおいては、所定の層の前記固化層を形成する際、前記所定の層の前記固化層よりも下層の前記固化層において測定された実測の輪郭形状と前記下層の前記固化層において予め設定された目標の輪郭形状とを比較して、前記所定の層の前記固化層における輪郭形状が前記所定の層の前記固化層において予め設定された目標の輪郭形状に近づくように前記ビームの走査経路を補正する付加製造方法。
続きを表示(約 1,900 文字)
【請求項2】
請求項1に記載の付加製造方法において、
前記ビームの走査経路を補正することにおいては、前記粉末床の前記孔の輪郭に対応する第1領域上で走査される前記ビームの第1走査経路、及び、前記粉末床の前記第1領域を囲む第2領域上で走査される前記ビームの第2走査経路の両方又は何れか一方を補正する付加製造方法。
【請求項3】
一方向に積層された複数の固化層を含み且つ前記複数の固化層に設けられた横孔を含む付加製造品を製造する付加製造方法であって、
原料粉末を供給して粉末床を形成することと、
ビームを前記粉末床上で走査させ前記固化層を形成することと、を含み、
前記固化層を形成することにおいては、前記粉末床の前記横孔の輪郭に対応する領域の近傍領域、及び、前記粉末床の前記近傍領域を囲む周囲領域のうちの少なくとも前記近傍領域において、前記一方向から見た場合に、予め設定された前記横孔の仮想軸に対して所定角度で交差する方向に前記ビームを走査させる付加製造方法。
【請求項4】
請求項3に記載の付加製造方法において、
前記固化層を形成することにおいては、前記近傍領域における前記ビームの走査方向と前記周囲領域における前記ビームの走査方向とを異ならせる付加製造方法。
【請求項5】
請求項3に記載の付加製造方法において、
前記固化層を形成することにおいては、所定の層の前記固化層よりも前記仮想軸の方に張り出す直上の層の前記固化層を形成する際、前記粉末床の前記近傍領域において、前記一方向から見た場合に、前記横孔の輪郭から前記仮想軸に向かう方向に前記ビームを走査させる付加製造方法。
【請求項6】
一方向に積層された複数の固化層を含み且つ前記複数の固化層に設けられた孔を含む付加製造品を製造する付加製造装置であって、
プラットフォームと、
前記プラットフォームに原料粉末を供給して粉末床を形成する床形成装置と、
ビームを出射するビーム出射器と、
前記ビームを前記粉末床上で走査させるスキャナと、
前記固化層における前記孔の輪郭形状を測定する測定装置と、
前記スキャナを制御する制御装置と、を備え、
前記制御装置は、所定の層の前記固化層を形成する際、前記所定の層の前記固化層よりも下層の前記固化層において測定された実測の輪郭形状と前記下層の前記固化層において予め設定された目標の輪郭形状とを比較して、前記所定の層の前記固化層における輪郭形状が前記所定の層の前記固化層において予め設定された目標の輪郭形状に近づくように前記ビームの走査経路を補正する付加製造装置。
【請求項7】
請求項6に記載の付加製造装置において、
前記ビームの走査経路は、前記粉末床の前記孔の輪郭に対応する第1領域上で走査される前記ビームの第1走査経路と、前記粉末床の前記第1領域を囲む第2領域上で走査される前記ビームの第2走査経路とを含み、
前記制御装置は、前記第1走査経路及び前記第2走査経路の両方又は何れか一方を補正する付加製造装置。
【請求項8】
一方向に積層された複数の固化層を含み且つ前記複数の固化層に設けられた横孔を含む付加製造品を製造する付加製造装置であって、
プラットフォームと、
前記プラットフォームに原料粉末を供給して粉末床を形成する床形成装置と、
ビームを出射するビーム出射器と、
前記ビームを前記粉末床上で走査させるスキャナと、
前記スキャナを制御する制御装置と、を備え、
前記制御装置は、前記粉末床の前記横孔の輪郭に対応する領域の近傍領域、及び、前記粉末床の前記近傍領域を囲む周囲領域のうちの少なくとも前記近傍領域において、前記一方向から見た場合に、予め設定された前記横孔の仮想軸に対して所定角度で交差する方向に前記ビームを走査させる付加製造装置。
【請求項9】
請求項8に記載の付加製造装置において、
前記制御装置は、前記近傍領域における前記ビームの走査方向と前記周囲領域における前記ビームの走査方向とを異ならせる付加製造装置。
【請求項10】
請求項8に記載の付加製造装置において、
前記制御装置は、所定の層の前記固化層よりも前記仮想軸の方に張り出す直上の層の前記固化層を形成する際、前記粉末床の前記近傍領域において、前記一方向から見た場合に、前記横孔の輪郭から前記仮想軸に向かう方向に前記ビームを走査させる付加製造装置。
発明の詳細な説明
【技術分野】
【0001】
ここに開示された技術は、付加製造方法及び付加製造装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来より、付加製造品を製造する方法が知られている。例えば、特許文献1に開示された方法では、付加製造品に流体流通の孔を設ける際、付加製造により孔を付加製造品と同時に製造する。
【先行技術文献】
【特許文献】
【0003】
特表2007-504977号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、前述のような方法では、付加製造品に設けられる孔の形状の精度を向上する点で改善の余地がある。
【0005】
ここに開示された技術は、かかる点に鑑みてなされたものであり、その目的とするところは、孔の形状の精度を向上することにある。
【課題を解決するための手段】
【0006】
ここに開示された付加製造方法は、一方向に積層された複数の固化層を含み且つ前記複数の固化層に設けられた孔を含む付加製造品を製造する付加製造方法であって、原料粉末を供給して粉末床を形成することと、ビームを前記粉末床上で走査させ前記固化層を形成することと、前記固化層における前記孔の輪郭形状を測定することと、を含み、前記固化層を形成することにおいては、所定の層の前記固化層を形成する際、前記所定の層の前記固化層よりも下層の前記固化層において測定された実測の輪郭形状と前記下層の前記固化層において予め設定された目標の輪郭形状とを比較して、前記所定の層の前記固化層における輪郭形状が前記所定の層の前記固化層において予め設定された目標の輪郭形状に近づくように前記ビームの走査経路を補正する。
【0007】
ここに開示された付加製造方法は、一方向に積層された複数の固化層を含み且つ前記複数の固化層に設けられた横孔を含む付加製造品を製造する付加製造方法であって、原料粉末を供給して粉末床を形成することと、ビームを前記粉末床上で走査させ前記固化層を形成することと、を含み、前記固化層を形成することにおいては、前記粉末床の前記孔の輪郭に対応する領域の近傍領域、及び、前記粉末床の前記近傍領域を囲む周囲領域のうちの少なくとも前記近傍領域において、前記一方向から見た場合に、予め設定された前記孔の仮想軸に対して所定角度で交差する方向に前記ビームを走査させる。
【0008】
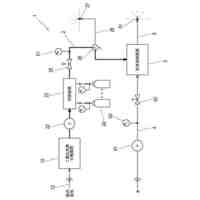
ここに開示された付加製造装置は、一方向に積層された複数の固化層を含み且つ前記複数の固化層に設けられた孔を含む付加製造品を製造する付加製造装置であって、プラットフォームと、前記プラットフォームに原料粉末を供給して粉末床を形成する床形成装置と、ビームを出射するビーム出射器と、前記ビームを前記粉末床上で走査させるスキャナと、前記固化層における前記孔の輪郭形状を測定する測定装置と、前記スキャナを制御する制御装置と、を備え、前記制御装置は、所定の層の前記固化層を形成する際、前記所定の層の前記固化層よりも下層の前記固化層において測定された実測の輪郭形状と前記下層の前記固化層において予め設定された目標の輪郭形状とを比較して、前記所定の層の前記固化層における輪郭形状が前記所定の層の前記固化層において予め設定された目標の輪郭形状に近づくように前記ビームの走査経路を補正する。
【0009】
ここに開示された付加製造装置は、一方向に積層された複数の固化層を含み且つ前記複数の固化層に設けられた横孔を含む付加製造品を製造する付加製造装置であって、プラットフォームと、前記プラットフォームに原料粉末を供給して粉末床を形成する床形成装置と、ビームを出射するビーム出射器と、前記ビームを前記粉末床上で走査させるスキャナと、前記スキャナを制御する制御装置と、を備え、前記制御装置は、前記粉末床の前記孔の輪郭に対応する領域の近傍領域、及び、前記粉末床の前記近傍領域を囲む周囲領域のうちの少なくとも前記近傍領域において、前記一方向から見た場合に、予め設定された前記孔の仮想軸に対して所定角度で交差する方向に前記ビームを走査させる。
【発明の効果】
【0010】
前記付加製造方法及び前記付加製造装置によれば、孔の形状の精度を向上できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
川崎重工業株式会社
断熱配管
1か月前
川崎重工業株式会社
水中構造体
1か月前
川崎重工業株式会社
液化空気保護装置
今日
川崎重工業株式会社
遠心式ターボ機械
29日前
川崎重工業株式会社
バーナおよび燃焼器
1か月前
川崎重工業株式会社
ワーク搬送ロボット
1か月前
川崎重工業株式会社
ダイクッション装置
29日前
川崎重工業株式会社
多段遠心ターボ機械
1か月前
川崎重工業株式会社
廃棄物処理システム
1か月前
川崎重工業株式会社
多段ラジアルタービン
21日前
川崎重工業株式会社
ガスタービンエンジン
1か月前
川崎重工業株式会社
航空機の電気機械システム
1か月前
川崎重工業株式会社
支援システムおよび支援方法
1か月前
川崎重工業株式会社
経路作成方法及び経路作成装置
1か月前
川崎重工業株式会社
クローズドインペラの製造方法
1か月前
川崎重工業株式会社
付加製造方法及び付加製造装置
29日前
川崎重工業株式会社
付加製造方法及び付加製造装置
29日前
川崎重工業株式会社
アンモニア回収システム及び方法
1か月前
川崎重工業株式会社
熱交換器の製造方法及び熱交換器
29日前
川崎重工業株式会社
情報処理装置および情報提供方法
2日前
横浜ゴム株式会社
多層空洞音響材
21日前
川崎重工業株式会社
手術支援システムおよび手術支援方法
1か月前
川崎重工業株式会社
多段遠心圧縮機および圧縮機システム
29日前
川崎重工業株式会社
ロボットハンドおよびロボットシステム
1か月前
川崎重工業株式会社
ワーク搬送ロボットおよびロボット制御方法
1か月前
川崎重工業株式会社
情報処理装置および情報処理装置の制御方法
今日
川崎重工業株式会社
廃棄物処理システムおよび廃棄物用振動装置
1か月前
川崎重工業株式会社
ポペット弁装置、及びそれを備える液圧駆動システム
1か月前
川崎重工業株式会社
基板搬送ロボットおよび基板搬送ロボットの制御方法
29日前
川崎重工業株式会社
船舶の推進システム、制御プログラムおよび制御方法
1か月前
川崎重工業株式会社
多段遠心圧縮機のケーシング、及び、多段遠心圧縮機
8日前
川崎重工業株式会社
手術支援システム、手術支援方法および情報提供方法
1か月前
川崎重工業株式会社
二酸化炭素排出システム及び方法、並びに水中航走体
24日前
川崎重工業株式会社
ワーク搬送ロボットおよびワーク搬送ロボットの制御方法
1か月前
川崎重工業株式会社
ロボット
23日前
川崎重工業株式会社
レーダ反射断面積切換装置及びレーダ反射断面積切換方法
29日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ