TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025164080
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067841
出願日
2024-04-18
発明の名称
熱交換器の製造方法及び熱交換器
出願人
川崎重工業株式会社
代理人
個人
,
個人
主分類
B22F
10/38 20210101AFI20251023BHJP(鋳造;粉末冶金)
要約
【課題】熱交換器の製造において、造形不良の発生を抑制する製造方法を提供する。
【解決手段】熱交換器の製造方法は、第1照射エリアA1内への第1ビームの照射によって第2板を部分的に形成することと、第1照射エリアA1と部分的に重複する第2照射エリアA2内への第2ビームb2の照射によって第2板を部分的に形成することとを含む。第n層において、第2板の断面は、長手方向d0を有する線条の形状を有する。第2板のうち第1ビームによって形成される部分S1の長手方向d0の一端部は、第1照射エリアA1と第2照射エリアA2とが重複するエリアA3に位置する第1連結部を含む。第2板のうち第2ビームb2によって形成される部分S2の長手方向d0の一端部は、重複するエリアA3に位置し且つ第1連結部と連結される第2連結部C2を含む。
【選択図】図9
特許請求の範囲
【請求項1】
フィン又は隔壁である板を備えた熱交換器を付加製造によって製造する、熱交換器の製造方法であって、
第1照射エリア内への第1ビームの照射によって前記板を部分的に形成することと、
前記第1照射エリアと部分的に重複する第2照射エリア内への第2ビームの照射によって前記板を部分的に形成することとを含み、
一の層において、
前記板の断面は、長手方向を有する線条の形状を有し、
前記板のうち前記第1ビームによって形成される部分の前記長手方向の一端部は、前記第1照射エリアと前記第2照射エリアとが重複するエリアに位置する第1連結部を含み、
前記板のうち前記第2ビームによって形成される部分の前記長手方向の一端部は、前記重複するエリアに位置し且つ前記第1連結部と連結される第2連結部を含み、
前記第1連結部及び前記第2連結部のうち少なくとも一方の厚みは、前記板のうち前記第1ビーム及び前記第2ビームの何れか一方によって形成される部分であって且つ前記重複するエリアに隣接する隣接部分の厚みよりも大きい、熱交換器の製造方法。
続きを表示(約 1,900 文字)
【請求項2】
請求項1に記載の熱交換器の製造方法において、
前記第1連結部を形成する前記第1ビーム及び前記第2連結部を形成する前記第2ビームの少なくとも一方のビーム出力を、前記隣接部分を形成する前記第1ビーム又は前記第2ビームのビーム出力よりも大きくすることにより、前記第1連結部及び前記第2連結部のうち少なくとも一方の厚みを前記隣接部分の厚みよりも大きくする、熱交換器の製造方法。
【請求項3】
請求項1に記載の熱交換器の製造方法において、
前記第1連結部を形成する前記第1ビーム及び前記第2連結部を形成する前記第2ビームの少なくとも一方を、ジグザグ状に前記長手方向へ走査することにより、前記第1連結部及び前記第2連結部のうち少なくとも一方の厚みを前記隣接部分の厚みよりも大きくする、熱交換器の製造方法。
【請求項4】
請求項1に記載の熱交換器の製造方法において、
前記第1連結部を形成する前記第1ビーム及び前記第2連結部を形成する前記第2ビームの少なくとも一方を、前記長手方向と交差する第1方向と、前記第1方向とは反対の第2方向とに交互に前記長手方向へ位置を変えながら繰り返し走査することにより、前記第1連結部及び前記第2連結部のうち少なくとも一方の厚みを前記隣接部分の厚みよりも大きくする、熱交換器の製造方法。
【請求項5】
請求項1に記載の熱交換器の製造方法において、
前記第1連結部を形成する前記第1ビーム及び前記第2連結部を形成する前記第2ビームの少なくとも一方を、前記長手方向と交差する第1方向と前記長手方向及び前記第1方向の両方と交差する第2方向とに交互に前記長手方向へ位置を変えながら繰り返し走査することにより、前記第1連結部及び前記第2連結部のうち少なくとも一方の厚みを前記隣接部分の厚みよりも大きくする、熱交換器の製造方法。
【請求項6】
請求項1に記載の熱交換器の製造方法において、
前記第1連結部を形成する前記第1ビーム及び前記第2連結部を形成する前記第2ビームの少なくとも一方による前記長手方向と交差する方向への走査を前記長手方向へ位置を変えながら繰り返すことにより、前記第1連結部及び前記第2連結部のうち少なくとも一方の厚みを前記隣接部分の厚みよりも大きくする、熱交換器の製造方法。
【請求項7】
請求項1に記載の熱交換器の製造方法において、
前記第1連結部を形成する前記第1ビーム及び前記第2連結部を形成する前記第2ビームの少なくとも一方による前記長手方向への走査を前記板の厚み方向への位置を変えて複数回行うことにより、前記第1連結部及び前記第2連結部のうち少なくとも一方の厚みを前記隣接部分の厚みよりも大きくする、熱交換器の製造方法。
【請求項8】
それぞれがフィン又は隔壁である複数の板を備えた熱交換器を付加製造によって製造する、熱交換器の製造方法であって、
第1照射エリア内へ照射される第1ビーム、及び前記第1照射エリアと部分的に重複する第2照射エリア内へ照射される第2ビームの何れか一方によって前記複数の板のうち1つの板を形成することと、
前記第1ビーム及び前記第2ビームの両方によって前記複数の板のうち別の1つの板を形成することとを含み、
一の層において、前記別の板の厚みは、前記1つの板の厚みよりも大きい、熱交換器の製造方法。
【請求項9】
積層方向に積層された積層造形体である熱交換器であって、
フィン又は隔壁である板を備え、
前記板は、第1部分と前記第1部分よりも厚い第2部分とを含み、
前記第1部分及び前記第2部分のそれぞれは、積層方向に並ぶ複数の溶融池痕を含む溶融池痕列を有し、
前記第2部分における厚み方向の前記溶融池痕列の列数は、前記第1部分における厚み方向の前記溶融池痕列の列数よりも多い熱交換器。
【請求項10】
積層方向に積層された積層造形体である熱交換器であって、
フィンを備え、
前記フィンは、第1部分と前記第1部分よりも厚い第2部分とを含み、
前記第1部分及び前記第2部分のそれぞれは、積層方向に並ぶ複数の溶融池痕を含む溶融池痕列を有し、
前記第1部分は、厚み方向に一列の前記溶融池痕列を有し、
前記第2部分は、厚み方向に複数列の前記溶融池痕列を有する熱交換器。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
ここに開示された技術は、熱交換器の製造方法及び熱交換器に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
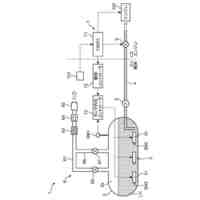
例えば、特許文献1には、複数の流体通路を含む熱交換器が開示されている。複数の流体通路は、付加製造によって製造されている。付加製造法では、例えばビームエネルギを使用してプラスチックを溶融又は重合することにより、又は金属粉末を焼結することにより、各層が連続的に形成される。
【先行技術文献】
【特許文献】
【0003】
特表2020-509332号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、1つのビーム源によるビームの照射エリアは限られているため、生産性の向上、物体の大型化等を考慮して、複数のビーム源を用いて付加製造することが考えられる。この場合、各ビームの照射エリアが互いに重複する重複エリアでは、物体が一のビームと別のビームとの両方で形成される。重複エリアにおいて、一のビームの照射位置と別のビームの照射位置とがずれた場合、造形不良が発生する虞がある。
【0005】
ここに開示された技術は、かかる点に鑑みてなされたものであり、その目的とするところは、造形不良の発生を抑制することにある。
【課題を解決するための手段】
【0006】
ここに開示された熱交換器の製造方法は、フィン又は隔壁である板を備えた熱交換器を付加製造によって製造する、熱交換器の製造方法であって、第1照射エリア内への第1ビームの照射によって前記板を部分的に形成することと、前記第1照射エリアと部分的に重複する第2照射エリア内への第2ビームの照射によって前記板を部分的に形成することとを含み、一の層において、前記板の断面は、長手方向を有する線条の形状を有し、前記板のうち前記第1ビームによって形成される部分の前記長手方向の一端部は、前記第1照射エリアと前記第2照射エリアとが重複するエリアに位置する第1連結部を含み、前記板のうち前記第2ビームによって形成される部分の前記長手方向の一端部は、前記重複するエリアに位置し且つ前記第1連結部と連結される第2連結部を含み、前記第1連結部及び前記第2連結部のうち少なくとも一方の厚みは、前記板のうち前記第1ビーム及び前記第2ビームの何れか一方によって形成される部分であって且つ前記重複するエリアに隣接する隣接部分の厚みよりも大きい。
【0007】
ここに開示された熱交換器の別の態様の製造方法は、それぞれがフィン又は隔壁である複数の板を備えた熱交換器を付加製造によって製造する、熱交換器の製造方法であって、第1照射エリア内へ照射される第1ビーム、及び前記第1照射エリアと部分的に重複する第2照射エリア内へ照射される第2ビームの何れか一方によって前記複数の板のうち1つの板を形成することと、前記第1ビーム及び前記第2ビームの両方によって前記複数の板のうち別の1つの板を形成すること、とを含み、一の層において、前記別の板の厚みは、前記1つの板の厚みよりも大きい。
【0008】
ここに開示された熱交換器は、積層方向に積層された積層造形体である熱交換器であって、フィン又は隔壁である板を備え、前記板は、第1部分と前記第1部分よりも厚い第2部分とを含み、前記第1部分及び前記第2部分のそれぞれは、積層方向に並ぶ複数の溶融池痕を含む溶融池痕列を有し、前記第2部分における厚み方向の前記溶融池痕列の列数は、前記第1部分における厚み方向の前記溶融池痕列の列数よりも多い。
【0009】
ここに開示された別の態様の熱交換器は、積層方向に積層された積層造形体である熱交換器であって、フィンを備え、前記フィンは、第1部分と前記第1部分よりも厚い第2部分とを含み、前記第1部分及び前記第2部分のそれぞれは、積層方向に並ぶ複数の溶融池痕を含む溶融池痕列を有し、前記第1部分は、厚み方向に一列の前記溶融池痕列を有し、前記第2部分は、厚み方向に複数列の前記溶融池痕列を有する。
【0010】
ここに開示された別の態様の熱交換器は、積層方向に積層された積層造形体である熱交換器であって、フィン又は隔壁である板を備え、前記板は、第1部分と前記第1部分よりも厚い第2部分とを含み、前記板の厚み方向及び前記積層方向の両方に平行な断面における前記第2部分の結晶粒径は、前記板の厚み方向及び前記積層方向の両方に平行な断面における前記第1部分の結晶粒径よりも大きい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
川崎重工業株式会社
水中構造体
1か月前
川崎重工業株式会社
液化空気保護装置
2日前
川崎重工業株式会社
遠心式ターボ機械
1か月前
川崎重工業株式会社
ダイクッション装置
1か月前
川崎重工業株式会社
廃棄物処理システム
1か月前
川崎重工業株式会社
多段遠心ターボ機械
1か月前
川崎重工業株式会社
バーナおよび燃焼器
1か月前
川崎重工業株式会社
ガスタービンエンジン
1か月前
川崎重工業株式会社
多段ラジアルタービン
23日前
川崎重工業株式会社
航空機の電気機械システム
1か月前
川崎重工業株式会社
クローズドインペラの製造方法
1か月前
川崎重工業株式会社
付加製造方法及び付加製造装置
1か月前
川崎重工業株式会社
付加製造方法及び付加製造装置
1か月前
川崎重工業株式会社
情報処理装置および情報提供方法
4日前
川崎重工業株式会社
熱交換器の製造方法及び熱交換器
1か月前
横浜ゴム株式会社
多層空洞音響材
23日前
川崎重工業株式会社
多段遠心圧縮機および圧縮機システム
1か月前
川崎重工業株式会社
ロボットハンドおよびロボットシステム
1か月前
川崎重工業株式会社
廃棄物処理システムおよび廃棄物用振動装置
1か月前
川崎重工業株式会社
情報処理装置および情報処理装置の制御方法
2日前
川崎重工業株式会社
ワーク搬送ロボットおよびロボット制御方法
1か月前
川崎重工業株式会社
多段遠心圧縮機のケーシング、及び、多段遠心圧縮機
10日前
川崎重工業株式会社
二酸化炭素排出システム及び方法、並びに水中航走体
26日前
川崎重工業株式会社
ポペット弁装置、及びそれを備える液圧駆動システム
1か月前
川崎重工業株式会社
基板搬送ロボットおよび基板搬送ロボットの制御方法
1か月前
川崎重工業株式会社
レーダ反射断面積切換装置及びレーダ反射断面積切換方法
1か月前
川崎重工業株式会社
ロボット
25日前
川崎重工業株式会社
モータ制御システム、ロボットシステム、および、モータ制御方法
4日前
川崎重工業株式会社
ロボット移動システム、ロボット移動方法及びロボット移動プログラム
3日前
川崎重工業株式会社
学習済モデルの構築方法
1か月前
川崎重工業株式会社
水素航空機の燃料供給システム
1か月前
横浜ゴム株式会社
水中音響材の被取り付け面への取り付け構造および水中音響材
23日前
川崎重工業株式会社
摩擦攪拌ツールの制御方法及び摩擦攪拌装置
1か月前
川崎重工業株式会社
状態監視装置、状態監視方法及び状態監視プログラム
1か月前
株式会社Eサーモジェンテック
熱電発電システムの製造方法
23日前
川崎重工業株式会社
手術支援システム、手術支援システムの制御方法およびプログラム
16日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ