TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025160870
公報種別
公開特許公報(A)
公開日
2025-10-23
出願番号
2025005335
出願日
2025-01-15
発明の名称
ウェーハの研削方法及び研削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
7/04 20060101AFI20251016BHJP(研削;研磨)
要約
【課題】硬い材質のウェーハであっても、研削砥石の磨滅を防ぎつつ、比較的短時間で効率よく研削すること。
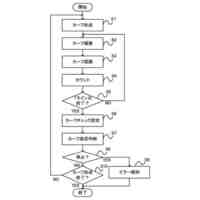
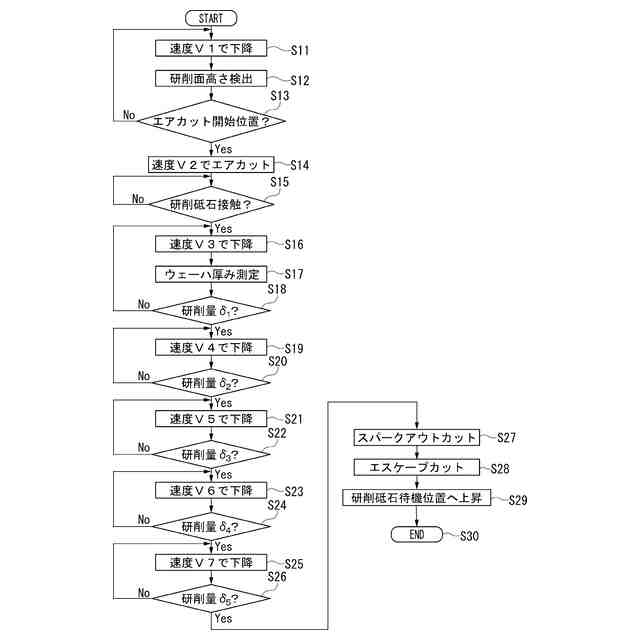
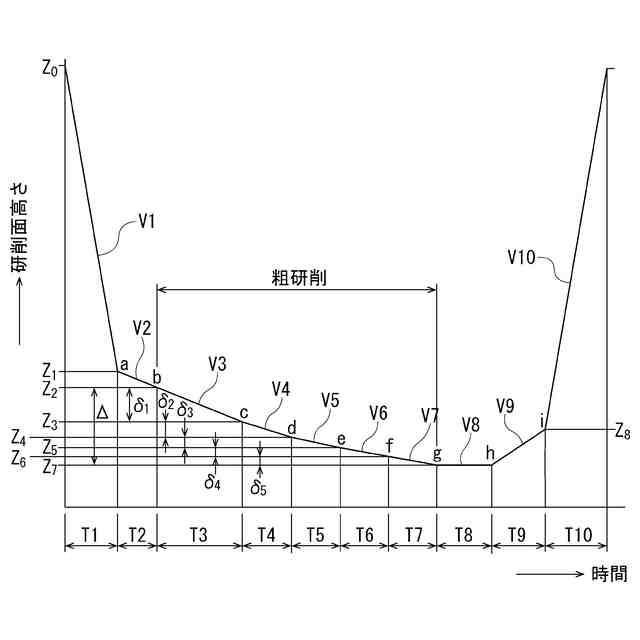
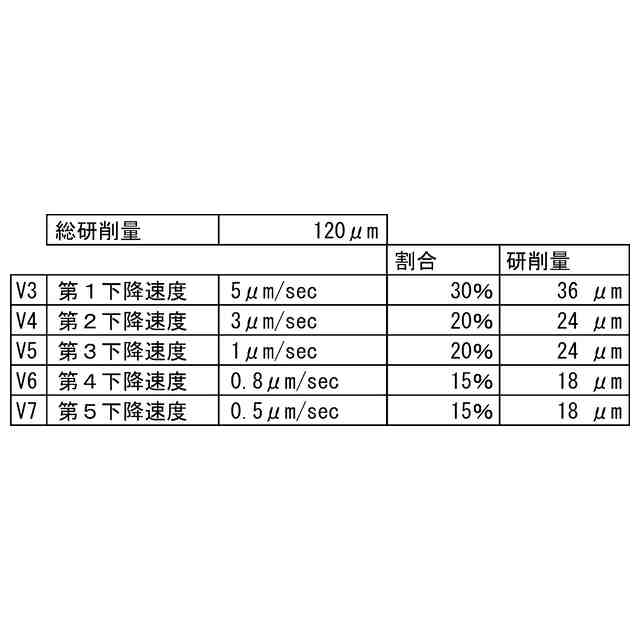
【解決手段】ウェーハWの研削方法は、研削砥石25bの下降速度を複数設定する下降速度設定工程と、ウェーハWの総研削量を設定する総研削量設定工程と、研削砥石25bの各下降速度における研削量の総研削量に対する割合を設定する割合設定工程と、該割合設定工程において設定された割合と総研削量設定工程において設定された総研削量から研削砥石25bの各下降速度における研削量を算出する算出工程と、下降速度設定工程において設定された各下降速度で研削砥石25bを下降させながら、算出工程において算出された研削量だけウェーハWを研削する研削工程と、を経てウェーハWを所定厚みに研削することを特徴とする。
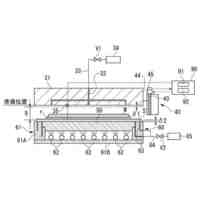
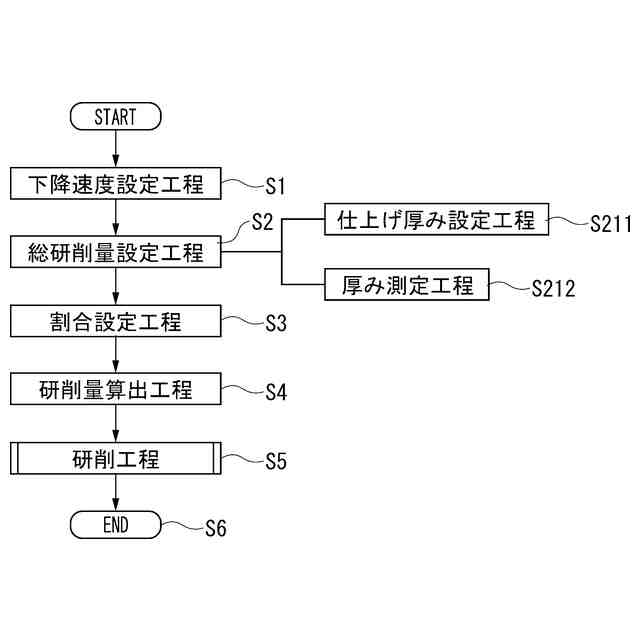
【選択図】図4
特許請求の範囲
【請求項1】
チャックテーブルに保持されたウェーハの上方から下降する研削砥石によってウェーハの上面を研削するウェーハの研削方法であって、
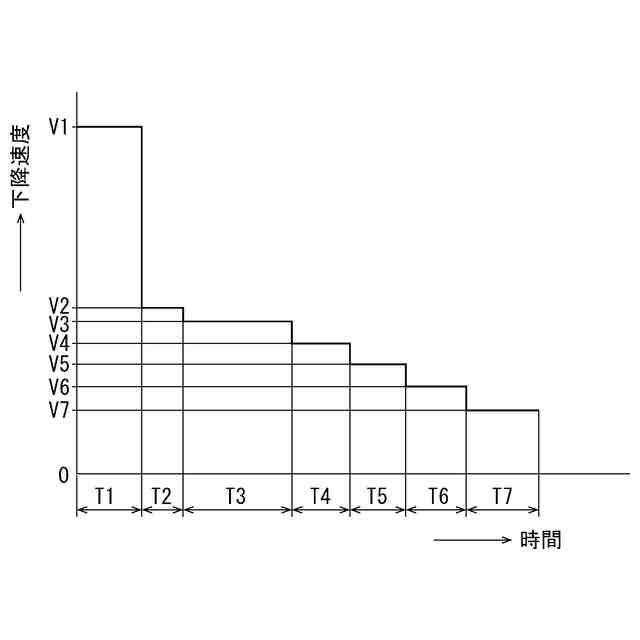
前記研削砥石の下降速度を経時的に順次遅くなる複数の値に設定する下降速度設定工程と、
ウェーハの総研削量を設定する総研削量設定工程と、
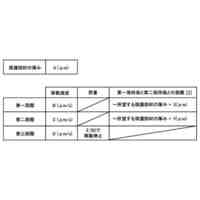
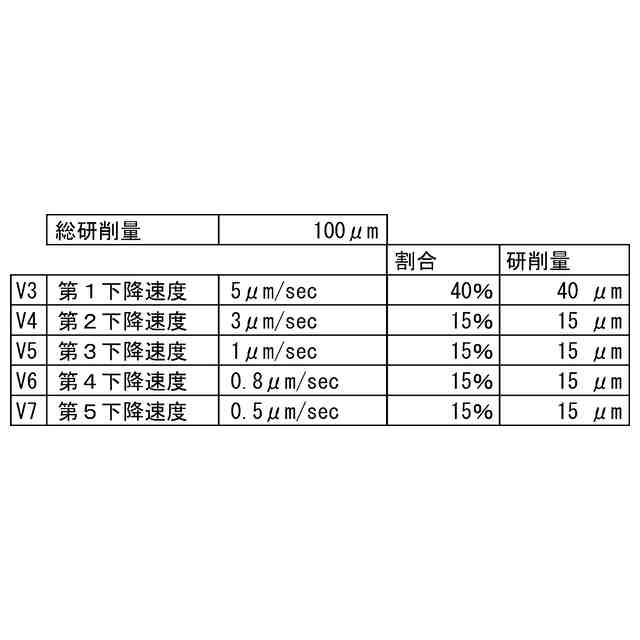
前記研削砥石の各下降速度における研削量の総研削量に対する割合を設定する割合設定工程と、
該割合設定工程において設定された割合と前記総研削量設定工程において設定された総研削量から前記研削砥石の各下降速度における研削量を算出する算出工程と、
前記下降速度設定工程において設定された各下降速度で前記研削砥石を下降させながら、前記算出工程において算出された研削量だけウェーハを研削する研削工程と、
を経てウェーハを総研削量だけ研削することを特徴とするウェーハの研削方法。
続きを表示(約 1,500 文字)
【請求項2】
前記算出工程においては、
前記研削砥石の各下降速度におけるウェーハの研削量の限界値をそれぞれ設定し、前記研削砥石の各下降速度の最も速い速度から順に、該下降速度における研削量が前記限界値に達した場合には、前記総研削量から前記限界値を差し引いた残りの研削量を、残りの下降速度について残りの前記割合に基づいて前記研削砥石の各下降速度での研削量を算出することを特徴とする請求項1記載のウェーハの研削方法。
【請求項3】
該総研削量設定工程においては、
ウェーハを研削砥石で研削した際の仕上げ厚みを設定する仕上げ厚み設定工程と、
該チャックテーブルに保持されたウェーハの厚みを測定する厚み測定工程と、を含み、
該厚み測定工程で測定したウェーハの研削前の厚みから前記仕上げ厚みを差し引くことによって総研削量を設定することを特徴とする請求項1記載のウェーハの研削方法。
【請求項4】
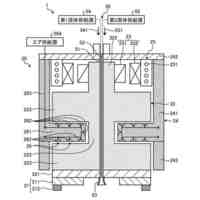
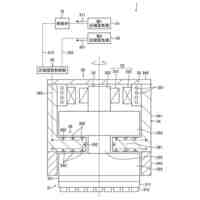
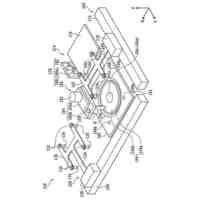
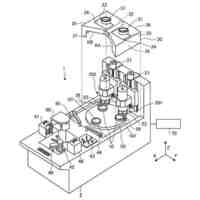
ウェーハを保持するチャックテーブルと、該チャックテーブルに保持されたウェーハを研削砥石で研削する研削ユニットと、該研削ユニットを昇降させる昇降機構と、前記チャックテーブルに保持されたウェーハの研削量を測定する研削量測定部と、前記研削砥石の下降速度を制御する制御部を備えるウェーハの研削装置であって、
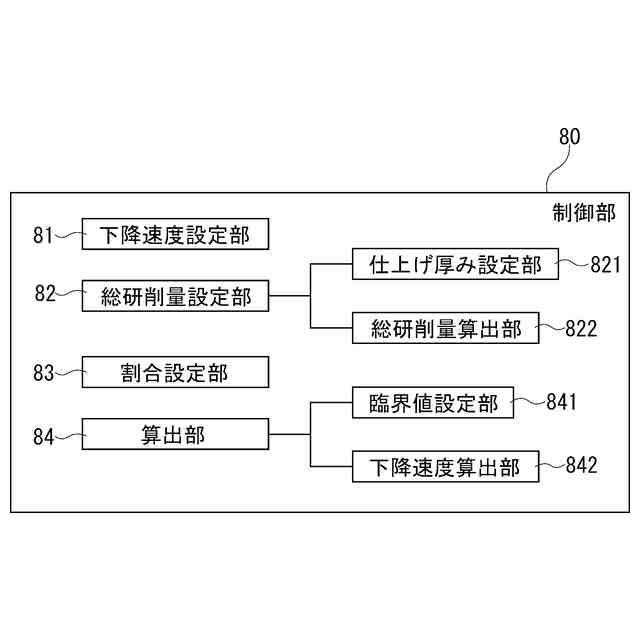
前記制御部は、
前記研削砥石の下降速度を経時的に順次遅くなる複数の値に設定する下降速度設定部と、
ウェーハの総研削量を設定する総研削量設定部と、
前記研削砥石の各下降速度における研削量の総研削量に対する割合を設定する割合設定部と、
該割合設定部において設定された割合と前記総研削量設定部において設定された総研削量から前記研削砥石の各下降速度における研削量を算出する算出部と、
を備え、前記研削量測定部によって測定されたウェーハの研削量が前記算出部によって算出された各下降速度における研削量に達すると、前記研削砥石を前記下降速度設定部によって設定された複数の下降速度に順次変更し下降させウェーハを研削することを特徴とするウェーハの研削装置。
【請求項5】
ウェーハの厚みを測定する厚み測定器を備え、
前記研削量測定部は、前記厚み測定器の値の変化量を測定する、請求項4記載のウェーハの研削装置。
【請求項6】
前記昇降機構は、前記研削ユニットの昇降位置を検出するエンコーダを備え、
前記研削量測定部は、前記エンコーダの値の変化量を測定する、請求項4記載のウェーハの研削装置。
【請求項7】
前記総研削量設定部は、
ウェーハの仕上げ厚みを設定する仕上げ厚み設定部と、
前記厚み測定器によって測定されたウェーハの研削前の厚みから前記仕上げ厚み設定部に設定された仕上げ厚みを差し引くことによって前記総研削量を算出する総研削量算出部と、
を備えることを特徴とする請求項5記載のウェーハの研削装置。
【請求項8】
前記算出部は、
前記研削砥石の各下降速度におけるウェーハの研削量の限界値を設定する限界値設定部と、
前記研削砥石の各下降速度の最も速い速度から順に、各下降速度における研削量が前記限界値に達した場合には、前記総研削量から前記限界値を差し引いた残りの研削量を、残りの下降速度について残りの前記割合に基づいて前記研削砥石の各下降速度での研削量を算出する下降速度算出部と、
を備えることを特徴とする請求項4記載のウェーハの研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、特に硬い材質のウェーハの研削に好適なウェーハの研削方法及び研削装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
ウェーハを研削する研削装置は、保持面にウェーハを保持したチャックテーブルをウェーハと共に回転させながら、回転する環状の研削砥石をウェーハに接触させて該ウェーハを研削する装置であるが、例えば、特許文献1,2には、研削砥石を下降させる速度を時間的に変えながら研削する方法が提案されている。
【0003】
ところが、例えば、シリコンカーバイト(SiC)などの硬い材質のウェーハを研削する場合には、研削砥石の砥粒が磨滅するために研削砥石が取り付けられたスピンドルを回転駆動するモータの負荷電流値が上昇するという問題が発生する。
【0004】
そこで、特許文献3には、上記問題の解決策として、研削砥石を昇降させながら硬い材質のウェーハを研削する方法が提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2012-148389号公報
特開2015-178139号公報
特開2013-226625号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献3において提案されているように、研削砥石を昇降させながら硬い材質のウェーハを研削すると、研削時間が長くなってしまうという問題が発生する。
【0007】
本発明は、上記問題に鑑みてなされたもので、その目的は、硬い材質のウェーハであっても、研削砥石の磨滅を防ぎつつ、比較的短時間で効率よく研削することができるウェーハの研削方法及び研削装置を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明は、チャックテーブルに保持されたウェーハの上方から下降する研削砥石によってウェーハの上面を研削するウェーハの研削方法であって、前記研削砥石の下降速度を経時的に順次遅くなる複数の値に設定する下降速度設定工程と、ウェーハの総研削量を設定する総研削量設定工程と、前記研削砥石の各下降速度における研削量の総研削量に対する割合を設定する割合設定工程と、該割合設定工程において設定された割合と前記総研削量設定工程において設定された総研削量から前記研削砥石の各下降速度における研削量を算出する算出工程と、前記下降速度設定工程において設定された各下降速度で前記研削砥石を下降させながら、前記算出工程において算出された研削量だけウェーハを研削する研削工程と、を経てウェーハを総研削量だけ研削することを特徴とする。
【0009】
また、本発明は、ウェーハを保持するチャックテーブルと、該チャックテーブルに保持されたウェーハを研削砥石で研削する研削ユニットと、該研削ユニットを昇降させる昇降機構と、前記チャックテーブルに保持されたウェーハの研削量を測定する研削量測定部と、前記研削砥石の下降速度を制御する制御部を備えるウェーハの研削装置であって、前記制御部は、前記研削砥石の下降速度を経時的に順次遅くなる複数の値に設定する下降速度設定部と、ウェーハの総研削量を設定する総研削量設定部と、前記研削砥石の各下降速度における研削量の総研削量に対する割合を設定する割合設定部と、該割合設定部において設定された割合と前記総研削量設定部において設定された総研削量から前記研削砥石の各下降速度における研削量を算出する算出部と、を備え、前記研削量測定部によって測定されたウェーハの研削量が前記算出部によって算出された各下降速度における研削量に達すると、前記研削砥石を前記下降速度設定部によって設定された複数の下降速度に順次変更し下降させウェーハを研削することを特徴とする。
【発明の効果】
【0010】
本発明によれば、下降速度設定工程において研削砥石の下降速度を経時的に順次遅くなる複数の値に設定し、各下降速度でのウェーハの研削量を、割合設定工程において設定された総研削量に対する割合によって複数に分割するようにしたため、硬い材質のウェーハの研削においても、研削砥石の研削負荷が研削の経過と共に次第に小さく抑えられる。このため、研削の途中で研削砥石をウェーハから離隔させなくても該研削砥石の砥粒の磨滅や脱落を防ぐことができ、硬い材質のウェーハであっても、該ウェーハを比較的短時間で効率よく研削することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
23日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
処理装置
23日前
株式会社ディスコ
研削装置
23日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
搬送システム
23日前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
シート固着装置
11日前
株式会社ディスコ
加工室の洗浄方法
20日前
株式会社ディスコ
液状樹脂供給装置
1か月前
株式会社ディスコ
配線引き抜き治具
23日前
株式会社ディスコ
保護部材形成装置
1か月前
株式会社ディスコ
保護部材形成装置
1か月前
株式会社ディスコ
レーザー加工装置
11日前
株式会社ディスコ
抗折強度測定装置
23日前
株式会社ディスコ
ウエーハの加工方法
24日前
株式会社ディスコ
ウェーハの分割方法
24日前
株式会社ディスコ
ウエーハの加工装置
1か月前
株式会社ディスコ
カーフチェック方法
24日前
株式会社ディスコ
被加工物の加工方法
17日前
株式会社ディスコ
スピンドルユニット
9日前
株式会社ディスコ
加工装置及び支持柱
24日前
株式会社ディスコ
被加工物の処理装置
1か月前
株式会社ディスコ
処理装置及び検知方法
18日前
株式会社ディスコ
検出方法及び処理装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ