TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025159415
公報種別
公開特許公報(A)
公開日
2025-10-21
出願番号
2024061931
出願日
2024-04-08
発明の名称
切削方法及びチップの製造方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20251014BHJP(基本的電気素子)
要約
【課題】切削予定平面に沿って被加工物を切削することが可能な新たな切削方法を提供する。
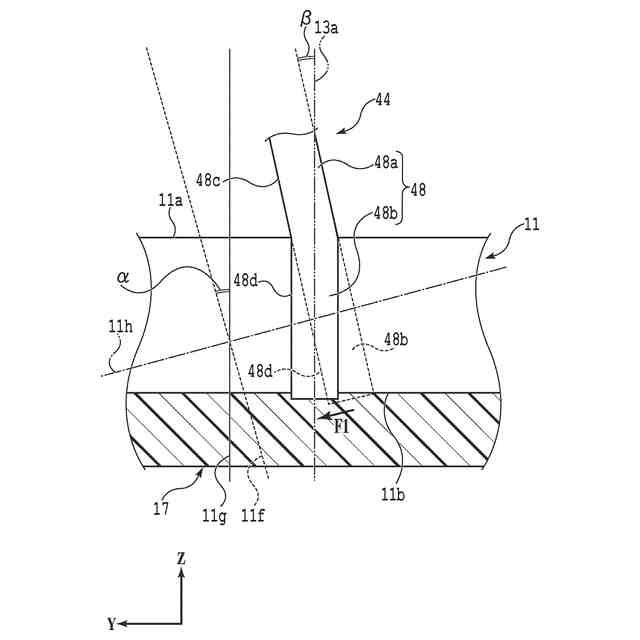
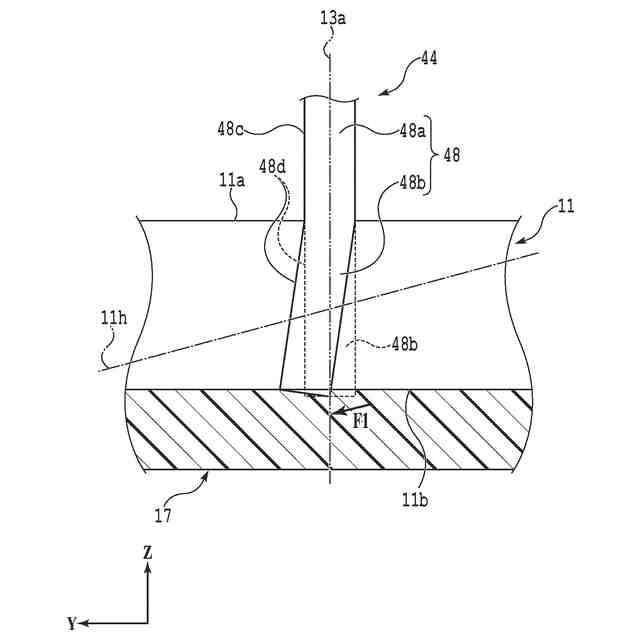
【解決手段】表面の垂線に対して傾いたc軸とc軸に垂直なc面とを有する結晶構造を含んだ被加工物を切削する切削方法であって、被加工物を保持する保持工程と、環状の切刃を有する切削ブレードを回転させて切刃の先端部を被加工物に切り込ませることにより、表面に対して垂直でc面に対して傾いた切削予定平面に沿うように被加工物を切削する切削工程と、を備え、切削工程では、先端部を被加工物に切り込ませた際に切削予定平面と先端部とのなす角度を0°に近付ける向きの力が被加工物から切刃に作用する状態で、先端部を該被加工物に切り込ませる。
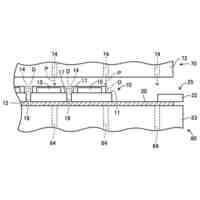
【選択図】図6
特許請求の範囲
【請求項1】
表面の垂線に対して傾いたc軸と該c軸に垂直なc面とを有する結晶構造を含んだ被加工物を切削する切削方法であって、
該被加工物を保持する保持工程と、
環状の切刃を有する切削ブレードを回転させて該切刃の先端部を該被加工物に切り込ませることにより、該表面に対して垂直で該c面に対して傾いた切削予定平面に沿うように該被加工物を切削する切削工程と、を備え、
該切削工程では、該先端部を該被加工物に切り込ませた際に該切削予定平面と該先端部とのなす角度を0°に近付ける向きの力が該被加工物から該切刃に作用する状態で、該先端部を該被加工物に切り込ませる、切削方法。
続きを表示(約 740 文字)
【請求項2】
該切削ブレードは、該切刃を該被加工物に切り込ませずに静止させた状態で、該切刃の該先端部とは反対側の基端部に対して該先端部が傾かないように構成されており、
該切削工程では、該基端部を該切削予定平面から傾けた状態で該先端部を該被加工物に切り込ませる、請求項1に記載の切削方法。
【請求項3】
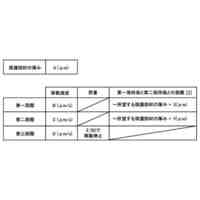
該切削工程では、該切削予定平面に対して該基端部が0°よりも大きく該垂線と該c軸との間の角度よりも小さい角度をなすように該基端部を該切削予定平面から傾ける、請求項2に記載の切削方法。
【請求項4】
該切削ブレードは、該切刃を該被加工物に切り込ませずに静止させた状態で、該切刃の該先端部とは反対側の基端部に対して該先端部が傾くように構成されている、請求項1に記載の切削方法。
【請求項5】
該切削ブレードは、該切刃を該被加工物に切り込ませずに静止させた状態で、該基端部に対して該先端部が0°よりも大きく該垂線と該c軸との間の角度よりも小さい角度をなすように構成されている、請求項4に記載の切削方法。
【請求項6】
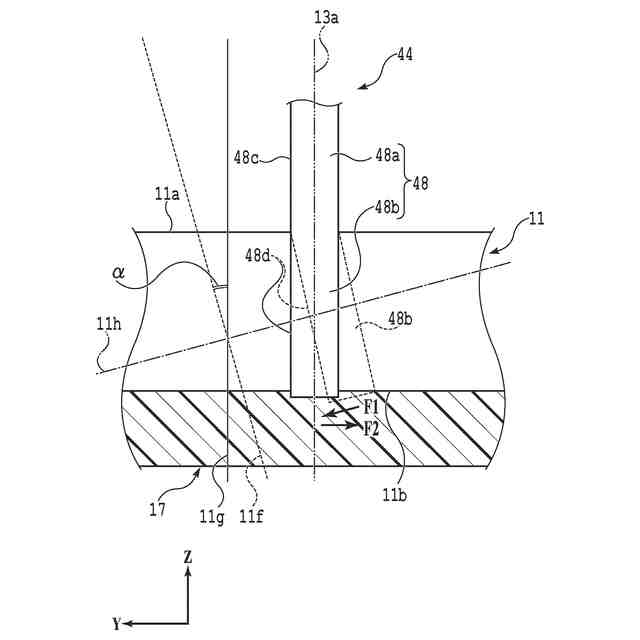
該切削ブレードは、該切刃を該被加工物に切り込ませずに静止させた状態で、該切刃の該先端部とは反対側の基端部に対して該先端部が傾かず、該切刃を該被加工物に切り込ませずに回転させた状態で、該切刃の回転に伴い発生する力により該基端部に対して該先端部が傾くように構成されており、
該切削工程では、該被加工物から該切刃に作用する力の少なくとも一部と、該切刃の回転に伴い発生する力と、が打ち消し合う向きとなるように調整された状態で該先端部を該被加工物に切り込ませる、請求項1に記載の切削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、結晶構造を含む被加工物を切削する切削方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
インバータ等のパワーエレクトロニクス機器には、電力の制御に適したパワーデバイスを備えるチップ(デバイスチップ)が組み込まれる。近年では、このパワーデバイスの多くが、高耐圧化及び低損失化に有利なSiC(炭化ケイ素)の単結晶を含むSiCウェーハを用いて製造されている(例えば、特許文献1参照)。
【0003】
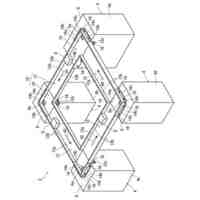
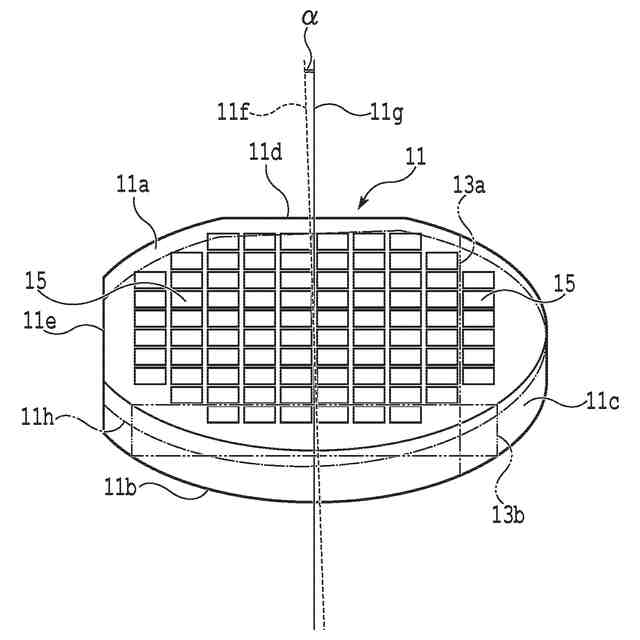
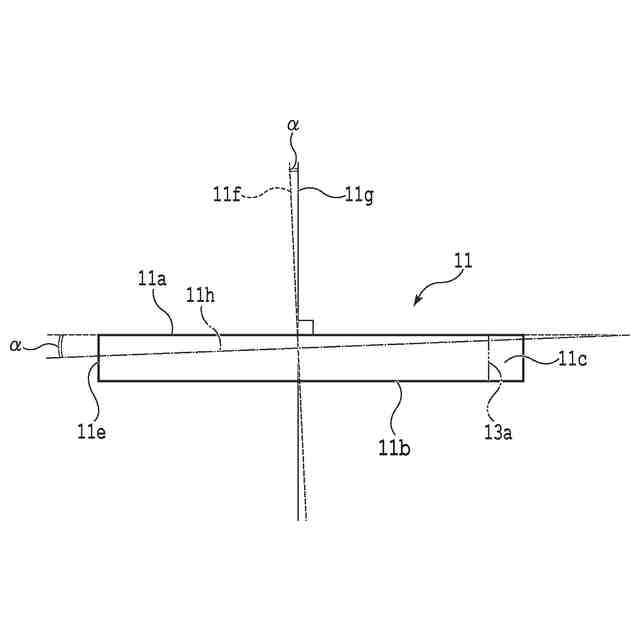
SiCの結晶構造は、6回対称性を持つ六方晶系であり、6回回転軸としてのc軸と、このc軸に垂直なc面と、を有している。SiCウェーハ中では、このSiCウェーハの製造方法に起因して、一般的に、パワーデバイス等の被形成面となるSiCウェーハの表面の垂線に対してc軸が傾いている。
【0004】
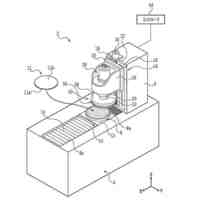
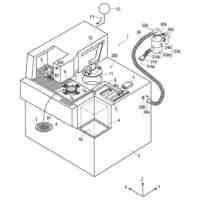
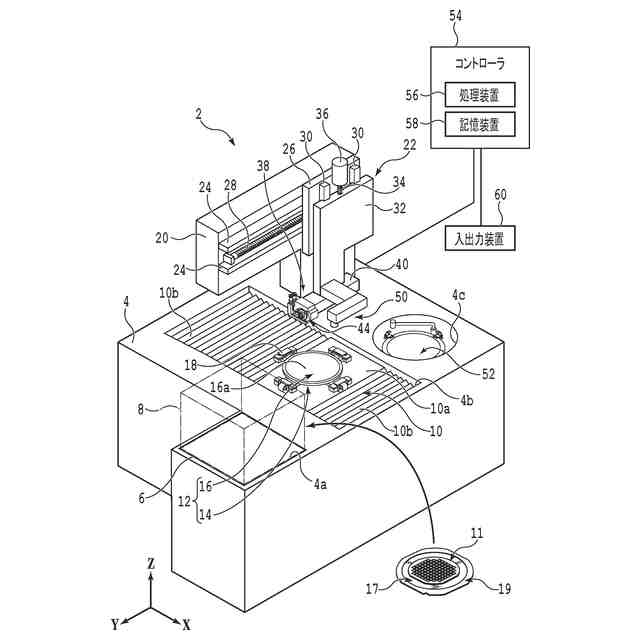
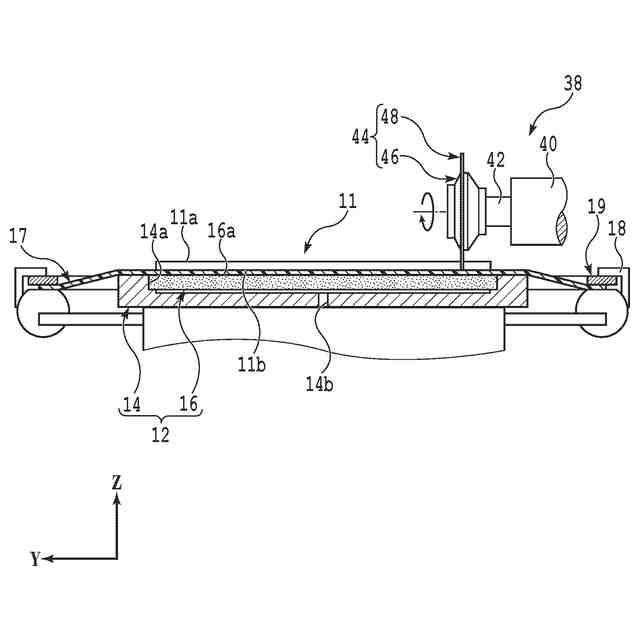
SiCウェーハを複数のチップへと分割する際には、例えば、環状の切刃を有する切削ブレードと呼ばれる加工用の工具をスピンドルに装着した切削装置が使用される。切削ブレードを高速に回転させ、SiCウェーハの表面に対して垂直に設定された切削予定平面(切削予定ライン、ストリート)に沿って切刃を切り込ませることにより、SiCウェーハが切削予定平面で切削され、複数のチップへと分割される。
【先行技術文献】
【特許文献】
【0005】
特開2006-140341号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
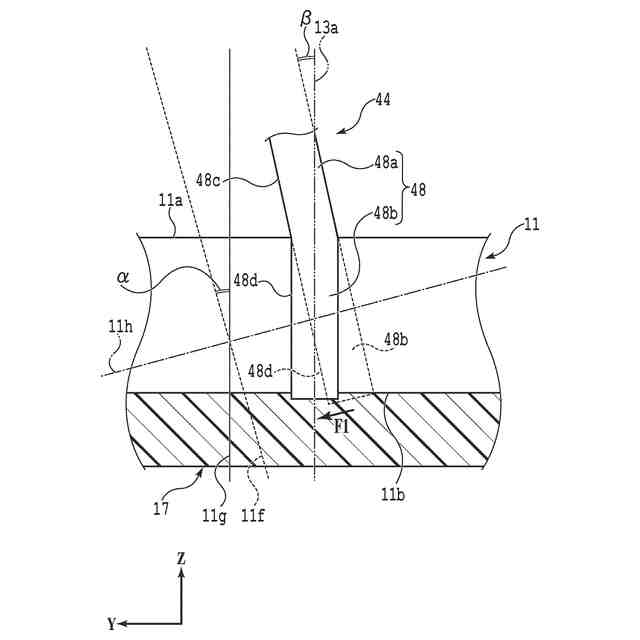
ところで、三方晶系又は六方晶系の結晶構造を持つSiCのような材料を主に含んだ被加工物に対して、切削ブレードの切刃を切り込ませると、切削予定平面から傾いた面に沿って被加工物が切削されてしまうことがある。この場合には、求められる形状のチップが得られなくなる。
【0007】
よって、本発明の目的は、切削予定平面に沿って被加工物を切削することが可能な新たな切削方法を提供することである。
【課題を解決するための手段】
【0008】
本発明の一側面によれば、表面の垂線に対して傾いたc軸と該c軸に垂直なc面とを有する結晶構造を含んだ被加工物を切削する切削方法であって、該被加工物を保持する保持工程と、環状の切刃を有する切削ブレードを回転させて該切刃の先端部を該被加工物に切り込ませることにより、該表面に対して垂直で該c面に対して傾いた切削予定平面に沿うように該被加工物を切削する切削工程と、を備え、該切削工程では、該先端部を該被加工物に切り込ませた際に該切削予定平面と該先端部とのなす角度を0°に近付ける向きの力が該被加工物から該切刃に作用する状態で、該先端部を該被加工物に切り込ませる、切削方法が提供される。
【0009】
本発明の一側面において、該切削ブレードは、該切刃を該被加工物に切り込ませずに静止させた状態で、該切刃の該先端部とは反対側の基端部に対して該先端部が傾かないように構成されており、該切削工程では、該基端部を該切削予定平面から傾けた状態で該先端部を該被加工物に切り込ませる、ことがある。この場合に、該切削工程では、該切削予定平面に対して該基端部が0°よりも大きく該垂線と該c軸との間の角度よりも小さい角度をなすように該基端部を該切削予定平面から傾ける、ことが好ましい。
【0010】
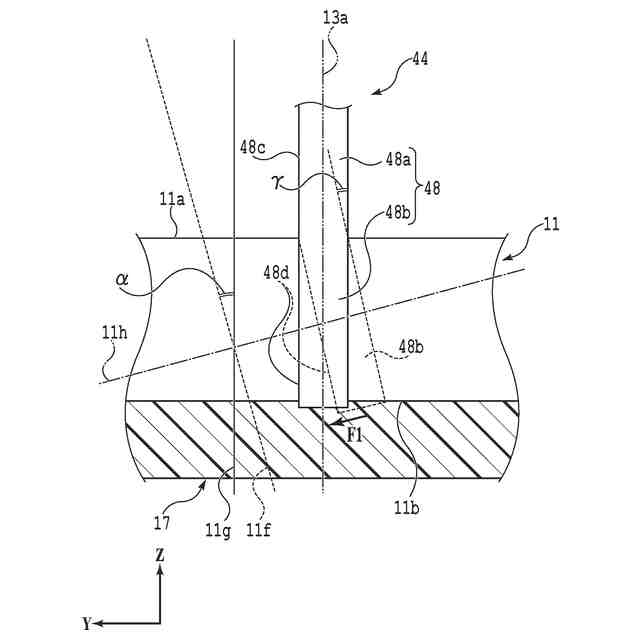
また、本発明の一側面において、該切削ブレードは、該切刃を該被加工物に切り込ませずに静止させた状態で、該切刃の該先端部とは反対側の基端部に対して該先端部が傾くように構成されている、ことがある。この場合に、該切削ブレードは、該切刃を該被加工物に切り込ませずに静止させた状態で、該基端部に対して該先端部が0°よりも大きく該垂線と該c軸との間の角度よりも小さい角度をなすように構成されている、ことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
23日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削装置
23日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
処理装置
23日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
23日前
株式会社ディスコ
シート固着装置
11日前
株式会社ディスコ
レーザー加工装置
11日前
株式会社ディスコ
保護部材形成装置
1か月前
株式会社ディスコ
抗折強度測定装置
23日前
株式会社ディスコ
液状樹脂供給装置
1か月前
株式会社ディスコ
保護部材形成装置
1か月前
株式会社ディスコ
配線引き抜き治具
23日前
株式会社ディスコ
加工室の洗浄方法
20日前
株式会社ディスコ
ウェーハの分割方法
24日前
株式会社ディスコ
ウエーハの加工方法
24日前
株式会社ディスコ
スピンドルユニット
9日前
株式会社ディスコ
加工装置及び支持柱
24日前
株式会社ディスコ
ウエーハの加工装置
1か月前
株式会社ディスコ
被加工物の加工方法
17日前
株式会社ディスコ
カーフチェック方法
24日前
株式会社ディスコ
被加工物の処理装置
1か月前
株式会社ディスコ
処理装置及び検知方法
18日前
株式会社ディスコ
搬出装置及び切削装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ