TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025158806
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024061692
出願日
2024-04-05
発明の名称
タイヤ成型用金型
出願人
株式会社ブリヂストン
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
33/02 20060101AFI20251009BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】タイヤの離型の初期におけるセグメントの駆動に必要な駆動力を低減することができるタイヤ成型用金型を提供する。
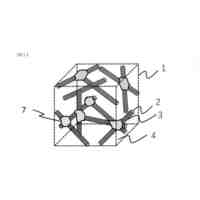
【解決手段】タイヤ成型用金型100は、金型部40を有し円周方向に並ぶセグメント4に分割されたトレッド成型部3と、トレッド成型部3を径方向に開閉させる環状のリング7とを備え、セグメント4は、金型部40よりも径方向における外側に配置され、リング7と係合し、径方向の内側に傾斜した第一レール部45を有し、リング7は、内面側にそれぞれのセグメント4の第一レール部45と係合し、第一レール部45に沿った第二レール部74を有し、リング7がトレッド成型部3を閉じた状態において、第一レール部45と第二レール部74との間の径方向の距離のうち、軸方向における一端側の距離が他端側よりも小さく、第一レール部45と第二レール部74との径方向の内側への傾斜角度のうち、一端側の傾斜角度が他端側よりも小さい。
【選択図】図1
特許請求の範囲
【請求項1】
タイヤのトレッドを形成する金型部を有し、円周方向に並ぶ複数のセグメントに分割された、円環状のトレッド成型部と、
前記トレッド成型部の径方向における外側に配置され、前記トレッド成型部の軸方向に沿って移動して前記セグメントを前記径方向に移動させることにより前記トレッド成型部を前記径方向に開閉させる環状のアウターリングと、を備え、
前記セグメントは、
前記金型部よりも前記径方向における外側に配置され、
前記径方向における外側面に、前記アウターリングと係合し、前記軸方向に沿い、且つ、前記径方向の内側に傾斜した第一レール部を有し、
前記アウターリングは、
その軸心が、前記トレッド成型部の軸心と重複しており、
内面側に、それぞれの前記セグメントの前記第一レール部と係合し、前記第一レール部に沿った第二レール部を有し、
前記アウターリングが前記トレッド成型部を閉じた状態において、前記第一レール部と前記第二レール部との間の前記径方向の距離のうち、前記軸方向における一端側の前記距離が、他端側の前記距離よりも小さく、
前記第一レール部と前記第二レール部とのうち少なくとも一方における、前記径方向の内側への傾斜角度のうち、前記一端側の領域の前記傾斜角度が、前記他端側の領域の前記傾斜角度よりも小さいタイヤ成型用金型。
続きを表示(約 850 文字)
【請求項2】
前記第一レール部は、
前記一端側の領域である第一上レール部と、
前記他端側の領域である第一下レール部と、を有し、
前記第一上レール部の前記傾斜角度は、前記第一下レール部の前記傾斜角度よりも小さい請求項1に記載のタイヤ成型用金型。
【請求項3】
前記第二レール部は、
前記一端側の領域である第二上レール部と、
前記他端側の領域である第二下レール部と、を有し、
前記第二上レール部の前記傾斜角度は、前記第二下レール部における前記傾斜角度よりも小さい請求項1に記載のタイヤ成型用金型。
【請求項4】
前記第二レール部は、
前記一端側の領域である第二上レール部と、
前記他端側の領域である第二下レール部と、を有し、
前記第二上レール部の前記傾斜角度は、前記第二下レール部における前記傾斜角度よりも小さい請求項2に記載のタイヤ成型用金型。
【請求項5】
前記第二レール部は、
前記一端側の領域である第二上レール部と、
前記他端側の領域である第二下レール部と、を有し、
前記第二上レール部は、前記トレッド成型部の周方向または前記周方向の接線方向に沿う、棒状部材である請求項2に記載のタイヤ成型用金型。
【請求項6】
前記軸方向における、前記一端側の領域の長さは、前記他端側の領域の長さよりも短い請求項1から5の何れか一項に記載のタイヤ成型用金型。
【請求項7】
前記セグメントは、開く際に、前記一端側の端部が、前記径方向の外側に傾斜する請求項1から5の何れか一項に記載のタイヤ成型用金型。
【請求項8】
前記セグメントの下端部における前記径方向の外側領域の下面部は、前記径方向の内側領域の下面部よりも、前記軸方向における一端側に位置している請求項1から5の何れか一項に記載のタイヤ成型用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤ成型用金型に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来、未加硫の生タイヤを加硫成形してタイヤを製造する際に用いられるタイヤ成型用金型として、タイヤのトレッドを成形する円環状のトレッド成型部(トレッドモールド)が、円周方向に並ぶ複数のセグメントに分割されると共に、それぞれのセグメントが径方向に移動することで開閉するように構成されたものが知られている(例えば、特許文献1から3参照)。
【0003】
しかし、上記従来のタイヤ成型用金型では、加硫成型後にタイヤをトレッド成型部から離型する際に、各セグメントがタイヤのトレッドに対する姿勢を維持したまま径方向外側に向けて移動するため、各セグメントのトレッドを成型するトレッド意匠面、すなわち、金型の表面の全体が当該トレッドから同時に剥離しようとして、セグメントがタイヤから離型するまでの間におけるセグメントの駆動に大きな駆動力が必要になるという問題点があった。
【0004】
例えば、タイヤの離型の初期には、セグメントの金型をトレッドから剥離し、また、タイヤの意匠面パターンから、このパターンに対応するセグメントの突起(サイプの金型)を抜く必要がある。そのため、セグメントの金型がトレッドから剥離する際における、金型の表面とトレッドとの密着を外すために大きな駆動力が必要であった。また、セグメントがタイヤから離型するまでの間における、タイヤの意匠面パターンから、このパターンに対応するセグメントの突起が抜ける際のアンダーカット抵抗により、セグメントの駆動に大きな駆動力が必要になるという問題点があった。
【0005】
特許文献4には、円周方向に並ぶ複数のセグメントに分割された円環状のトレッド成形部と、トレッド成形部が、径方向外側に開かれる際に、セグメントを径方向外側に傾斜させる傾斜機構と、を備え、傾斜機構は、トレッド成形部が開かれた後に、セグメントの傾きを戻すタイヤ成形用金型が開示されている。このタイヤ成形用金型では、トレッド成形部が径方向外側に開かれる際にセグメントを径方向外側に傾斜させることでタイヤの離型の初期におけるセグメントの駆動に必要な駆動力を低減することができるとされている。
【先行技術文献】
【特許文献】
【0006】
特開2000-326332号公報
特開2000-334740号公報
特開2009-149079号公報
特開2023-68580号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
金型の表面とトレッドとの密着を外す際におけるセグメントの開速度(セグメントが開く際の移動速度)が速すぎると、金型のサイプの寿命が短くなったり、トレッドが損傷したり(例えば、トレッドのサイプ溝のゴムが切れたり)する場合があった。そのため、金型の表面とトレッド(トレッド面)との密着を外す際におけるセグメントの開速度の調節は重要である。しかし、特許文献1から4に開示されているような従来技術にあっては、金型の表面とトレッドとの密着を外す際におけるセグメントの開速度(セグメントが開く際の移動速度)と、金型の表面とトレッドとの密着を外したのちのセグメントの開速度とのバランスを調整することが難しい場合があった。例えば、金型の表面とトレッドとの密着を外す際(離型の初期)におけるセグメントの開速度を遅くしつつ、金型の表面とトレッドとの密着を外したのちのセグメントの開速度を早くして、サイプ寿命の短縮防止やトレッドの損傷回避とタイヤ成型における工程時間の短縮とを両立することが難しかった。そのため、金型の表面とトレッドとの密着を外す際におけるセグメントの開速度を遅くすることができるタイヤ成型用金型の提供が望まれる。
【0008】
本発明は、かかる実状に鑑みて為されたものであって、その目的は、金型の表面とトレッドとの密着を外す際におけるセグメントの開速度を遅くすることができるタイヤ成型用金型を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するための本発明に係るタイヤ成型用金型は、
タイヤのトレッドを形成する金型部を有し、円周方向に並ぶ複数のセグメントに分割された、円環状のトレッド成型部と、
前記トレッド成型部の径方向における外側に配置され、前記トレッド成型部の軸方向に沿って移動して前記セグメントを前記径方向に移動させることにより前記トレッド成型部を前記径方向に開閉させる環状のアウターリングと、を備え、
前記セグメントは、
前記金型部よりも前記径方向における外側に配置され、
前記径方向における外側面に、前記アウターリングと係合し、前記軸方向に沿い、且つ、前記径方向の内側に傾斜した第一レール部を有し、
前記アウターリングは、
その軸心が、前記トレッド成型部の軸心と重複しており、
内面側に、それぞれの前記セグメントの前記第一レール部と係合し、前記第一レール部に沿った第二レール部を有し、
前記アウターリングが前記トレッド成型部を閉じた状態において、前記第一レール部と前記第二レール部との間の前記径方向の距離のうち、前記軸方向における一端側の前記距離が、他端側の前記距離よりも小さく、
前記第一レール部と前記第二レール部とのうち少なくとも一方における、前記径方向の内側への傾斜角度のうち、前記一端側の領域の前記傾斜角度が、前記他端側の領域の前記傾斜角度よりも小さい。
【0010】
本発明に係るタイヤ成型用金型では、
前記第一レール部は、
前記一端側の領域である第一上レール部と、
前記他端側の領域である第一下レール部と、を有し、
前記第一上レール部の前記傾斜角度は、前記第一下レール部の前記傾斜角度よりも小さくてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ブリヂストン
再利用判定方法及び再利用判定装置
2日前
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
3日前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社カワタ
計量混合装置
6か月前
株式会社エフピコ
賦形シート
17日前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
日機装株式会社
加圧システム
7か月前
株式会社漆原
シートの成形方法
6か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
2か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社コスメック
射出成形装置
5か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
7か月前
株式会社FTS
セパレータ
9か月前
株式会社リコー
画像形成システム
11か月前
三和合板株式会社
化粧板の製造装置
3か月前
東レ株式会社
繊維強化プラスチック構造体
3か月前
トヨタ自動車株式会社
真空成形装置
6か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ