TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155037
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024058352
出願日
2024-03-30
発明の名称
固体電池の製造方法
出願人
本田技研工業株式会社
代理人
個人
,
個人
主分類
H01M
10/0585 20100101AFI20251003BHJP(基本的電気素子)
要約
【課題】寸法のコントロールが容易な固体電池の製造方法を提供すること。
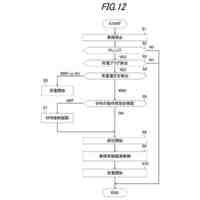
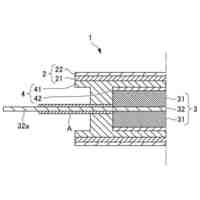
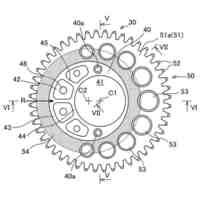
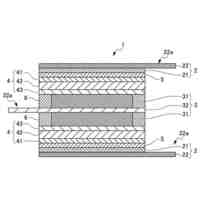
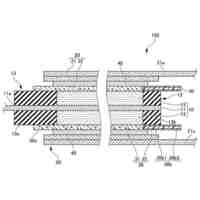
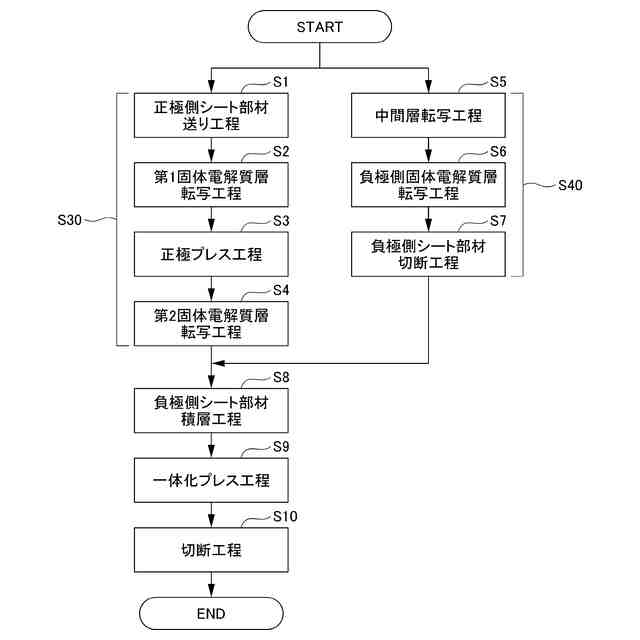
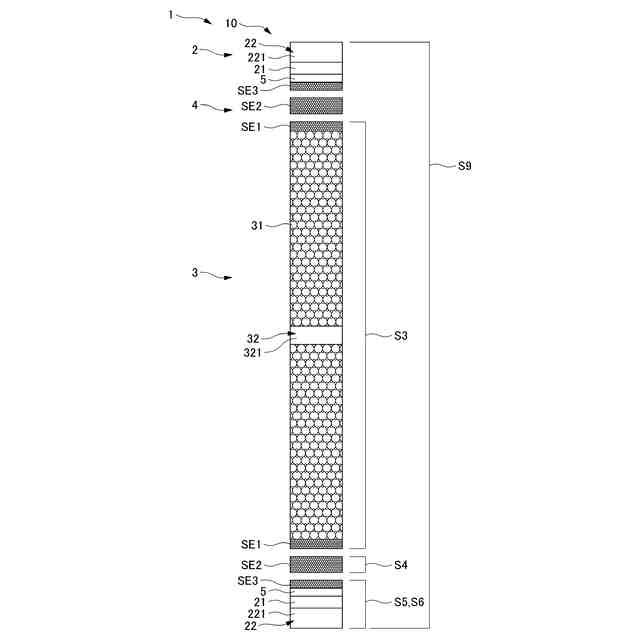
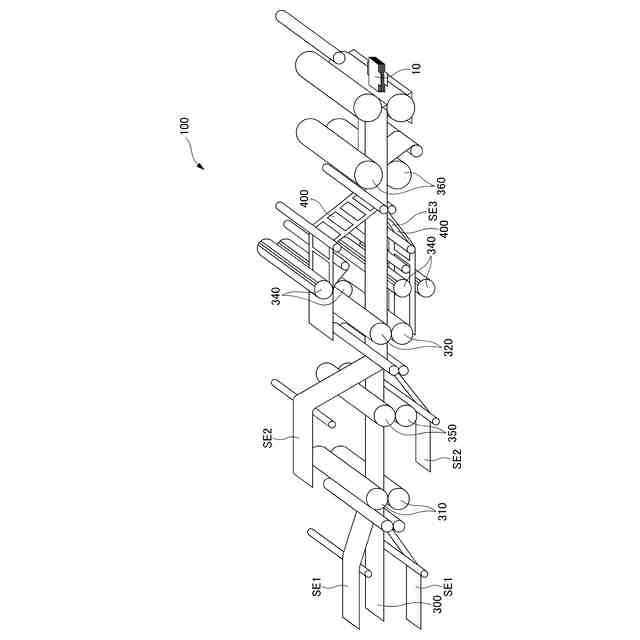
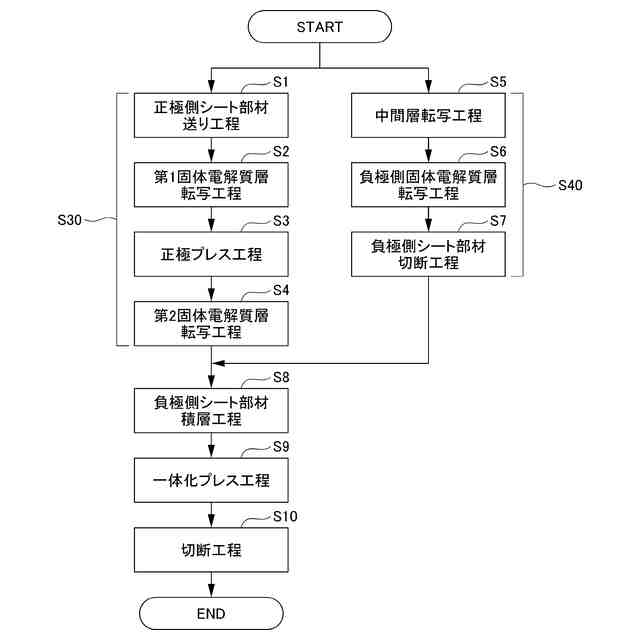
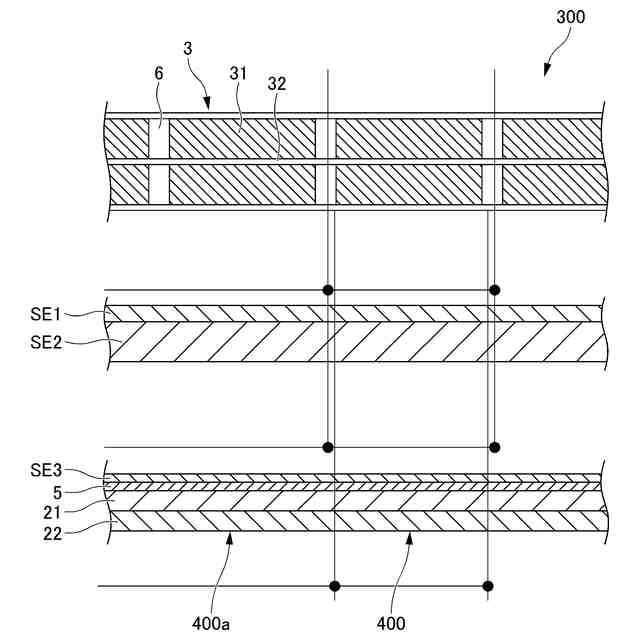
【解決手段】固体電池1の製造方法は、負極側シート部材400を形成する負極側シート部材形成工程S40と、正極側シート部材300を形成する正極側シート部材形成工程S30と、負極側シート部材400及び正極側シート部材300を積層して一体化する一体化プレス工程S9と、を備え、負極側シート部材形成工程S40は、少なくとも負極集電箔221に負極側固体電解質層SE3をプレスして転写する負極側固体電解質層転写工程S6と、転写して得られたシート状の部材を切断する負極側シート部材切断工程S7と、を有し、正極側シート部材形成工程S30は、正極プレス工程S3を有し、正極側シート部材300の負極側固体電解質層SE3に対向する面には、第1固体電解質層SE1が設けられ、負極側固体電解質層SE3は、第1固体電解質層SE1よりもバインダの含有量が少ない。
【選択図】図4
特許請求の範囲
【請求項1】
固体電池の製造方法であって、
少なくとも負極集電体及び負極側固体電解質層を含む負極側シート部材を形成する負極側シート部材形成工程と、
少なくとも正極集電体及び正極活物質層を含む正極側シート部材を形成する正極側シート部材形成工程と、
前記負極側シート部材及び前記正極側シート部材を積層して一体化する一体化工程と、を備え、
前記負極側シート部材形成工程は、
少なくとも前記負極集電体に前記負極側固体電解質層をプレスして転写する負極側固体電解質層転写工程と、
転写して得られたシート状の部材を切断する負極側シート部材切断工程と、を有し、
前記正極側シート部材形成工程は、
少なくとも正極集電体及び正極活物質層をプレスする正極プレス工程を有し、
前記一体化工程よりも前に、前記正極側シート部材の前記負極側固体電解質層に対向する面には、第1固体電解質層が設けられており、
前記負極側固体電解質層は、前記第1固体電解質層よりもバインダの含有量が少ない、固体電池の製造方法。
続きを表示(約 490 文字)
【請求項2】
前記正極プレス工程におけるプレス圧力の最大値は、少なくとも、前記負極側固体電解質層転写工程のプレス圧力の最大値以上である、請求項1に記載の固体電池の製造方法。
【請求項3】
前記正極側シート部材は、2回以上プレスされる、請求項1に記載の固体電池の製造方法。
【請求項4】
前記正極側シート部材は、前記負極側シート部材よりも、積層方向の厚さが大きい、請求項1に記載の固体電池の製造方法。
【請求項5】
前記一体化工程よりも前に、前記負極側固体電解質層と、前記第1固体電解質層と、の間に、前記負極側固体電解質層よりも前記バインダの含有量が多い第2固体電解質層を積層して転写する第2固体電解質層転写工程を有する、請求項1に記載の固体電池の製造方法。
【請求項6】
前記負極側シート部材は、負極活物質層を含む、請求項1に記載の固体電池の製造方法。
【請求項7】
前記負極集電体を含む負極層の上に、中間層を積層して転写する中間層転写工程を有する、請求項1に記載の固体電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、固体電池の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
近年、より多くの人々が手ごろで信頼でき、持続可能かつ先進的なエネルギーへのアクセスを確保できるようにするため、エネルギーの効率化に貢献する二次電池に関する研究開発が行われている。
【0003】
二次電池を生産性よく自動製造する方法として、ロールにより正極層及び負極層等の材料を繰り出し、材料を重ねた状態でカットする方法が知られている。
【先行技術文献】
【特許文献】
【0004】
特開1999-288733号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
固体電解質層を含んだ複数層を有する二次電池を製造する場合に、寸法のコントロールが容易な固体電池の製造方法が求められている。
【課題を解決するための手段】
【0006】
(1) 本発明は、固体電池(例えば、固体電池1)の製造方法であって、少なくとも負極集電体(例えば、負極集電箔221)及び負極側固体電解質層(例えば、負極側固体電解質層SE3)を含む負極側シート部材(例えば、負極側シート部材400)を形成する負極側シート部材形成工程(例えば、負極側シート部材形成工程S40)と、少なくとも正極集電体(例えば、正極集電箔321)及び正極活物質層(例えば、正極活物質層31)を含む正極側シート部材(例えば、正極側シート部材300)を形成する正極側シート部材形成工程(例えば、正極側シート部材形成工程S30)と、前記負極側シート部材及び前記正極側シート部材を積層して一体化する一体化工程(例えば、一体化プレス工程S9)と、を備え、前記負極側シート部材形成工程は、少なくとも前記負極集電体に前記負極側固体電解質層をプレスして転写する負極側固体電解質層転写工程(例えば、負極側固体電解質層転写工程S6)と、転写して得られたシート状の部材を切断する負極側シート部材切断工程と、(例えば、負極側シート部材切断工程S7)、を有し、前記正極側シート部材形成工程は、少なくとも正極集電体及び正極活物質層をプレスする正極プレス工程(例えば、正極プレス工程S3)を有し、前記一体化工程よりも前に、前記正極側シート部材の前記負極側固体電解質層に対向する面には、第1固体電解質層(例えば、第1固体電解質層SE1)が設けられており、前記負極側固体電解質層は、前記第1固体電解質層よりもバインダの含有量が少ない、固体電池の製造方法に関する。
【0007】
(2) 前記正極プレス工程におけるプレス圧力の最大値は、少なくとも、前記負極側固体電解質層転写工程のプレス圧力の最大値以上であることが好ましい。
【0008】
(3) 前記正極側シート部材は、2回以上プレスされることが好ましい。
【0009】
(4) 前記正極側シート部材は、前記負極側シート部材よりも、積層方向の厚さが大きいことが好ましい。
【0010】
(5) 前記一体化工程よりも前に、前記負極側固体電解質層と、前記第1固体電解質層と、の間に、前記負極側固体電解質層よりも前記バインダの含有量が多い第2固体電解質層(例えば、第2固体電解質層SE2)を積層して転写する第2固体電解質層転写工程(例えば、第2固体電解質層転写工程S4)を有することが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
本田技研工業株式会社
車両
1か月前
本田技研工業株式会社
車両
1か月前
本田技研工業株式会社
車両
1か月前
本田技研工業株式会社
車両
1か月前
本田技研工業株式会社
車両
1か月前
本田技研工業株式会社
飛行体
1か月前
本田技研工業株式会社
移動体
1か月前
本田技研工業株式会社
電気機器
1か月前
本田技研工業株式会社
電気機器
1か月前
本田技研工業株式会社
電気部品
1か月前
本田技研工業株式会社
排気装置
1か月前
本田技研工業株式会社
清掃装置
1か月前
本田技研工業株式会社
電気機器
1か月前
本田技研工業株式会社
収容装置
1か月前
本田技研工業株式会社
除草装置
1か月前
本田技研工業株式会社
排気装置
1か月前
本田技研工業株式会社
固体電池
1か月前
本田技研工業株式会社
排気装置
1か月前
本田技研工業株式会社
固体電池
1か月前
本田技研工業株式会社
内燃機関
1か月前
本田技研工業株式会社
発電セル
1か月前
本田技研工業株式会社
回転電機
1日前
本田技研工業株式会社
二次電池
1か月前
本田技研工業株式会社
切断装置
2か月前
本田技研工業株式会社
触媒装置
1か月前
本田技研工業株式会社
固体電池
1か月前
本田技研工業株式会社
エンジン
1か月前
本田技研工業株式会社
電気機器
1か月前
本田技研工業株式会社
制御装置
1か月前
本田技研工業株式会社
内燃機関
1か月前
本田技研工業株式会社
鞍乗型車両
1か月前
本田技研工業株式会社
電極積層体
1か月前
本田技研工業株式会社
全固体電池
1か月前
本田技研工業株式会社
全固体電池
1か月前
本田技研工業株式会社
全固体電池
1か月前
本田技研工業株式会社
電動船外機
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ