TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025152195
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053978
出願日
2024-03-28
発明の名称
更生管の製管方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】既設管の内周面に沿って螺旋管状の更生管を製管する際に、既設管に対する更生管の正対調整を容易化する。
【解決手段】既設管1の管軸1cに沿う軸線を螺旋軸C
0
とする正規の螺旋軌道R
0
上の目印位置MPを求める。正規の螺旋軌道R
0
は、更生管9となる帯状部材10の有効帯幅W10及び製管径φ9から規定される。求めた目印位置MPに軌道目印Mを設ける。軌道目印Mを指標にして更生管9の巻き方向を正規の螺旋軌道R
0
に沿わせる。
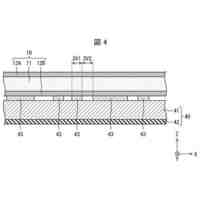
【選択図】図4
特許請求の範囲
【請求項1】
既設管の内周面に沿って螺旋状に巻回された長尺の帯状部材からなる螺旋管状の更生管を製管する方法であって、
前記既設管の管軸に沿う軸線を螺旋軸とし、かつ前記帯状部材の有効帯幅及び製管径から規定される螺旋ピッチを有する正規の螺旋軌道上の目印位置を求める工程と、
前記目印位置に軌道目印を設ける工程と、
前記軌道目印を指標にして、前記更生管の巻き方向を前記螺旋軌道に沿わせる工程と、
を備えたことを特徴とする製管方法。
続きを表示(約 740 文字)
【請求項2】
前記既設管の軸方向基準位置における前記管軸と直交する断面と前記内周面とが交わる基準円上に、複数の基準角度位置を、互いに前記既設管の管周方向に離して設定し、
各基準角度位置からその基準角度位置の前記管周方向の配置角度及び前記螺旋ピッチに応じた距離だけ前記既設管の管軸方向に沿って製管前方側へ離れた位置をそれぞれ前記目印位置として求める請求項1に記載の製管方法。
【請求項3】
伸縮可能な縦定規及び伸縮可能な横定規を有する十字型の測定器を用意し、
前記縦定規の一端部を前記内周面上に位置固定し、かつ前記縦定規の他端部を前記管周方向へ変位させて各変位位置において前記他端部を前記内周面に突き当てたとき前記縦定規が最も長くなり、かつ前記他端部を前記既設管の管軸方向へ変位させて各変位位置において前記他端部を前記内周面に突き当てたとき前記縦定規が最も短くなる縦基準状態における、前記縦定規の両端部の前記内周面への突き当たり箇所を縦方向の2つの前記基準角度位置として設定し、
前記横定規を、前記縦基準状態の縦定規の中間位置と交差させ、かつ前記横定規を前記縦定規を中心軸にして回転変位させて各変位角度において前記横定規の両端部を前記内周面に突き当てたとき前記横定規が最も短くなる横基準状態における、前記横定規の両端部の前記内周面への突き当たり箇所を横方向の2つの前記基準角度位置として設定する請求項2に記載の製管方法。
【請求項4】
前記製管径が、前記既設管の内径と対応する請求項1に記載の製管方法。
【請求項5】
前記内周面に前記軌道目印を付ける請求項1~4の何れか1項に記載の製管方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、既設管の内周面に沿って螺旋管状の更生管を製管する方法に関し、特に、製管に伴って螺旋状に推進(自走)される所謂自走式の製管機に適した螺旋管状の更生管の製管方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
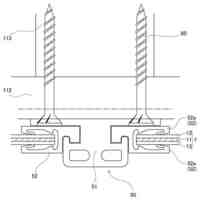
老朽化した下水管等の既設管の内周に更生管をライニングすることによって、既設管を更生する工法は公知である(特許文献1、2等参照)。更生管は、例えば長尺の合成樹脂製帯状部材(プロファイル)から製管された螺旋管である。製管機としては、例えば既設管の内周面に沿って螺旋状に推進(自走)される所謂自走式の製管機が用いられる。製管機の軌跡に沿って製管機の後方に螺旋管状の更生管が順次形成される。
【0003】
特許文献1には、製管機による製管に先立ち、螺旋管状の更生管を巻き出す方法が開示されている。具体的には、帯状部材の巻き出しリング(更生管の製管開始側の端部)を作製して製管機に組み込んでいる。
特許文献2には、既設管の曲がり部(カーブ部)おいて螺旋管状の更生管を既設管の曲がりに合わせて製管する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-166758号公報
特開2020-029009号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
自走式製管機によって更生管を製管する際、更生管の巻き方向が既設管を基準とする正規の螺旋軌道から外れていた場合、すなわち更生管が既設管と正対していない場合には、そのうち製管機が既設管の内周面に強く押し当てられて推進されなくなったり、更生管が既設管の内周面から離れすぎたりすることがある。更生管を既設管の内周面に張り付けるように製管する張り付け製管においては、管周方向の一箇所で張り付き不足が起き得る。したがって、例えば更生管の製管開始時には巻き出しリングを既設管に対して正対させる必要がある。また、既設管の管軸がカーブする曲がり部を通過後は、正対関係が崩れていることが多いから、更生管が既設管と正対するよう再調整する必要がある。
しかし、既設管を基準とする正規の螺旋軌道は目視できる形で存在するものではなく、更生管が既設管に対して正対しているか否か見極めにくく、更生管の向きをどのように調整すれば正対するのか判断しにくい。
本発明は、かかる事情に鑑み、既設管の内周面に沿って螺旋管状の更生管を製管する際に、更生管の実際の巻き方向が既設管を基準とする正規の螺旋軌道に沿うよう調整する操作すなわち既設管に対する更生管の正対調整を容易化することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明は、既設管の内周面に沿って螺旋状に巻回された長尺の帯状部材からなる螺旋管状の更生管を製管する方法であって、
前記既設管の管軸に沿う軸線を螺旋軸とし、かつ前記帯状部材の有効帯幅及び製管径から規定される螺旋ピッチを有する正規の螺旋軌道上の目印位置を求める工程と、
前記目印位置に軌道目印を設ける工程と、
前記軌道目印を指標にして、前記更生管の巻き方向を前記螺旋軌道に沿わせる工程と、
を備えたことを特徴とする。
【0007】
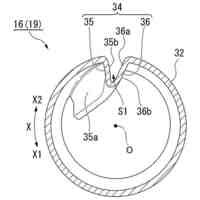
前記有効帯幅は、更生管の隣接する巻き部分どうし間における帯状部材の重なり幅を帯状部材の全幅から差し引いた幅寸法である。
前記製管径は、更生管の管径(内直径又は外直径)に相当する。
当該製管方法によれば、目印位置に設けた軌道目印を指標にすることで、更生管の既設管に対する正対調整を容易化でき、更生管を既設管基準の正規の螺旋軌道に確実に沿うように製管できる。これによって、製管機が既設管の内周面に強く押し当てられて推進されなくなったり、更生管が既設管の内周面から離れすぎたりするのを防止できる。
【0008】
好ましくは、前記既設管の軸方向基準位置における前記管軸と直交する断面と前記内周面とが交わる基準円上に、複数の基準角度位置を、互いに前記既設管の管周方向に離して設定し、
各基準角度位置からその基準角度位置の前記管周方向の配置角度及び前記螺旋ピッチに応じた距離だけ前記既設管の管軸方向に沿って製管前方側へ離れた位置をそれぞれ前記目印位置として求める。
これによって、正規の螺旋軌道における複数の角度位置にそれぞれ軌道目印を設けることができる。したがって、更生管の巻き方向を正規の螺旋軌道に確実に沿わせることができる。
【0009】
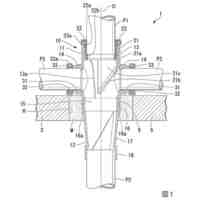
好ましくは、伸縮可能な縦定規及び伸縮可能な横定規を有する十字型の測定器を用意し、
前記縦定規の一端部を前記内周面上に位置固定し、かつ前記縦定規の他端部を前記管周方向へ変位させて各変位位置において前記他端部を前記内周面に突き当てたとき前記縦定規が最も長くなり、かつ前記他端部を前記既設管の管軸方向へ変位させて各変位位置において前記他端部を前記内周面に突き当てたとき前記縦定規が最も短くなる縦基準状態における、前記縦定規の両端部の前記内周面への突き当たり箇所を縦方向の2つの前記基準角度位置として設定し、
前記横定規を、前記縦基準状態の縦定規の中間位置と交差させ、かつ前記横定規を前記縦定規を中心軸にして回転変位させて各変位角度において前記横定規の両端部を前記内周面に突き当てたとき前記横定規が最も短くなる横基準状態における、前記横定規の両端部の前記内周面への突き当たり箇所を横方向の2つの前記基準角度位置として設定する。
これによって、十字型の測定器を用いて既設管の軸線と直交する基準円を求めることができ、該基準円上の合計4つの基準角度位置を設定できる。これら基準角度位置を基準として、正規の螺旋軌道の4つの角度における目印位置を求めることができる。
【0010】
好ましくは、前記製管径が、前記既設管の内径と対応する。
この場合、更生管が既設管の内周面に張り付けられるように製管される。張り付け製管において、前記正対調整を行なうことで、張り付き不足が起きるのを防止できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水化学工業株式会社
樹脂管
1か月前
積水化学工業株式会社
製管装置
1か月前
積水化学工業株式会社
集合継手
1か月前
積水化学工業株式会社
配管構造
1か月前
積水化学工業株式会社
積層構造体
1か月前
積水化学工業株式会社
雨樋システム
28日前
積水化学工業株式会社
両面粘着テープ
1か月前
積水化学工業株式会社
両面粘着テープ
1か月前
積水化学工業株式会社
配管の接続構造
1か月前
積水化学工業株式会社
防食用粘着テープ
1か月前
積水化学工業株式会社
太陽電池設置構造
13日前
積水化学工業株式会社
太陽電池設置構造
13日前
積水化学工業株式会社
太陽電池設置構造
13日前
積水化学工業株式会社
更生管の製管装置
1か月前
積水化学工業株式会社
基板積層体の製造方法
28日前
積水化学工業株式会社
基板積層体の製造方法
25日前
積水化学工業株式会社
継手構造および接続構造
1か月前
積水化学工業株式会社
床の施工方法及び建築物
1か月前
積水化学工業株式会社
集合継手及び排水システム
1か月前
積水化学工業株式会社
配管構造及びプレハブ配管
1か月前
積水化学工業株式会社
配管構造及びプレハブ配管
1か月前
積水化学工業株式会社
軒樋支持具および雨樋システム
1か月前
積水化学工業株式会社
太陽電池モジュールの取付構造
13日前
積水化学工業株式会社
竪樋支持具および排水システム
28日前
積水化学工業株式会社
集合継手及び集合継手の製造方法
1か月前
積水化学工業株式会社
熱膨張性マイクロカプセル用組成物
27日前
積水化学工業株式会社
粒体、地盤改良材及び地盤改良方法
1か月前
積水化学工業株式会社
マスターバッチ、及びその製造方法
1か月前
積水化学工業株式会社
ポリオルガノシロキサン、樹脂組成物
4日前
積水化学工業株式会社
防火区画貫通処理シート及び防火区画材
1か月前
積水化学工業株式会社
光ファイバ担持樹脂成形体及びその製造方法
1か月前
積水化学工業株式会社
超音波トランスデューサおよび超音波センサ
13日前
積水化学工業株式会社
超音波トランスデューサ、及び超音波センサ
13日前
積水化学工業株式会社
継手
18日前
積水化学工業株式会社
継手
25日前
積水化学工業株式会社
コンクリート試験体、及びコンクリート試験体の製造方法
1か月前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ