TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025150228
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024051008
出願日
2024-03-27
発明の名称
テープ貼り付け状態の検査装置およびテープ貼り付け状態の検査方法
出願人
東罐興業株式会社
代理人
個人
,
個人
主分類
G01N
21/95 20060101AFI20251002BHJP(測定;試験)
要約
【課題】不透光性ブランクの接着端部に透光性テープが貼り付けられた端面処理済ブランクについて、複数の状態不良を確実に検出することができるテープ貼り付け状態の検査装置およびテープ貼り付け状態の検査方法の提供。
【解決手段】テープ貼り付け状態の検査装置は、端面処理済ブランクの裏面側から撮像する撮像部と、端面処理済ブランクに光を照射する照明部と、照明部によって光を照射しながら撮像して得られた画像を処理してテープ貼り付け状態の不良を検出する画像処理部とを有し、照明部は、少なくとも端面処理済ブランクの裏面側から光を照射して反射光を得るための第1の照明と、接着端部側から光を照射して拡散光を得るための第2の照明と、表面側から光を照射して透過光を得るための第3の照明とを有する。
【選択図】図4
特許請求の範囲
【請求項1】
被検査体に貼り付けられたテープの貼り付け状態を検出するテープ貼り付け状態の検査装置であって、
前記被検査体は、不透光性ブランクの接着端部に長尺な透光性テープが貼り付けられて前記ブランクの接着端部の端面が被覆された端面処理済ブランクであり、
前記端面処理済ブランクの裏面側から前記端面処理済ブランクを撮像する撮像部と、前記端面処理済ブランクに光を照射する照明部と、前記照明部によって光を照射しながら前記撮像部において撮像して得られた画像を処理して前記端面処理済ブランクにおけるテープ貼り付け状態の不良を検出する画像処理部とを有し、
前記照明部は、少なくとも前記端面処理済ブランクの裏面側から光を照射して反射光を得るための第1の照明と、前記端面処理済ブランクの接着端部側から光を照射して拡散光を得るための第2の照明と、前記端面処理済ブランクの表面側から光を照射して透過光を得るための第3の照明とを有することを特徴とするテープ貼り付け状態の検査装置。
続きを表示(約 1,600 文字)
【請求項2】
前記端面処理済ブランクは、搬送経路に沿って間欠搬送されるものであり、
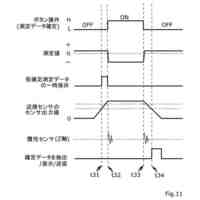
前記画像処理部は、間欠搬送に係る一の搬送停止期間内に得られる、前記照明部の前記第1の照明による第1照明状態を前記撮像部によって撮像した第1画像と、前記照明部の前記第2の照明による第2照明状態を前記撮像部によって撮像した第2画像と、前記照明部の前記第3の照明による第1照明状態を前記撮像部によって撮像した第3画像とより、テープ貼り付け状態の不良を検出するものであることを特徴とする請求項1に記載のテープ貼り付け状態の検査装置。
【請求項3】
前記第1の照明は、細幅の面光源を有し、
前記第1の照明は、前記接着端部の端面を含む面における、前記端面の裏面側端縁と同じ長さでかつ平行な線分が、前記第1の照明を構成する前記面光源の光出射面内に位置する状態に配置されていることを特徴とする請求項1に記載のテープ貼り付け状態の検査装置。
【請求項4】
前記第2の照明は、細幅の面光源を有し、
前記第2の照明は、前記端面処理済ブランクの表面が通過するブランク搬送平面における、前記端面の裏面側端縁と同じ長さでかつ平行な線分が、前記第2の照明を構成する前記面光源の光出射面内に位置する状態に配置されていることを特徴とする請求項1に記載のテープ貼り付け状態の検査装置。
【請求項5】
前記第3の照明は、細幅の面光源を有し、
前記第3の照明は、前記接着端部の端面を含む面における、前記端面の表面側端縁と同じ長さでかつ平行な線分が、前記第3の照明を構成する前記面光源の光出射面内に位置する状態に配置されていることを特徴とする請求項1に記載のテープ貼り付け状態の検査装置。
【請求項6】
前記撮像部は、前記端面処理済ブランクの裏面が通過するブランク搬送平面に対して40°~50°の角度から撮像するものであることを特徴とする請求項1に記載のテープ貼り付け状態の検査装置。
【請求項7】
被検査体に貼り付けられたテープの貼り付け状態を検出するテープ貼り付け状態の検査装置を用いて、前記端面処理済ブランクにおけるテープ貼り付け状態の不良を検出するテープ貼り付け状態の検査方法であって、
前記被検査体は、不透光性ブランクの接着端部に長尺な透光性テープが貼り付けられて前記ブランクの接着端部の端面が被覆された端面処理済ブランクであり、
前記テープ貼り付け状態の検査装置は、前記端面処理済ブランクの裏面側から前記端面処理済ブランクを撮像する撮像部と、前記端面処理済ブランクに光を照射する照明部と、前記照明部によって光を照射しながら前記撮像部において撮像して得られた画像を処理して前記端面処理済ブランクにおけるテープ貼り付け状態の不良を検出する画像処理部とを有し、
前記照明部は、少なくとも前記端面処理済ブランクの裏面側から光を照射して反射光を得るための第1の照明と、前記端面処理済ブランクの接着端部側から光を照射して拡散光を得るための第2の照明と、前記端面処理済ブランクの表面側から光を照射して透過光を得るための第3の照明とを有し、
前記端面処理済ブランクは、搬送経路に沿って間欠搬送され、
間欠搬送に係る一の搬送停止期間内に、前記照明部の前記第1の照明によって前記端面処理済ブランクに光を照射した第1照明状態で前記撮像部によって第1画像を撮像し、前記照明部の前記第2の照明によって前記端面処理済ブランクに光を照射した第2照明状態で前記撮像部によって第2画像を撮像し、前記照明部の前記第3の照明によって前記端面処理済ブランクに光を照射した第3照明状態で前記撮像部によって第3画像を撮像し、得られた第1画像、第2画像および第3画像により、画像処理部においてテープ貼り付け状態の不良を検出することを特徴とするテープ貼り付け状態の検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、紙コップ等の紙製容器を形成するためのブランクの端面を耐水性のテープで被覆した端面処理済ブランクにおける、テープの貼り付け状態を検査するテープ貼り付け状態の検査装置およびテープ貼り付け状態の検査方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
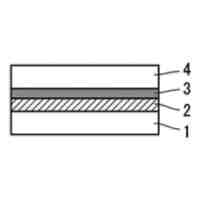
従来、紙コップ等の紙製容器の材料は、原紙のみでは耐水性やガスバリア性に劣ることから、原紙(紙製基材)の容器内面側となる表面に止水層として樹脂層が積層された紙積層体が用いられている。
紙コップの逆円錐台筒形の胴部は、扇形状に打ち抜いたブランクを巻き、一方の側端部(接着端部)を内面側にし、他方の側端部を外面側になるように重ね合わせて液密に接着することにより成形するが、内面側となるブランクの一方の側端部の端面に対して、原紙が露出せずに耐水性が確保されるように端部処理をすることが知られている。
端部処理としては、例えば、別途用意した短冊状の耐水性のテープをブランクの側端部に表裏面にわたって貼り付けて端面を被覆する端面処理(例えば特許文献1~3参照。)を挙げることができる。
【0003】
しかしながら、特許文献1~3に開示されるような、短冊状のテープをブランクの側端部に貼り付ける端面処理を行う場合、ブランクの側端部表面にテープを高速かつ高精度で貼り合わせることは難しく、テープのシワやめくれ等の貼り合わせ不良が発生してしまうことがある。
【0004】
通常、ブランクにおける状態不良、例えばブランクの形状や搬送位置、印刷位置等の不良は、一般的なカメラ撮像による検査でその状態を検出し、状態不良の有無の判断が行われているが、上記のような端面処理を行ったブランクは不透光性である一方、貼り付けられたテープは極めて薄い透光性のものであるため、通常のカメラ撮像によって状態不良の検出を行うことは困難であった。また、例えば端面処理済ブランクの検査部位に光を照射してカメラ撮像をしても、状態不良の有無の差が可視化される種類の状態不良もあるものの、シワ、テープなし、はみ出し、メクレ、位置ズレ等の状態不良の種類によってはその差はまったく変わらず、満足の行く検査を行うことができないのが実情であった。なお、透光性フィルム等の状態の検査に用いられる手法としては透過光による状態不良の検出があるが、これはブランクが不透光性のものであるために適用することは困難である。
【先行技術文献】
【特許文献】
【0005】
特開昭57-063241号公報
特開平11-157526号公報
特許第5211849号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記課題を解決するものであって、その目的は、不透光性ブランクの接着端部に透光性テープが貼り付けられてブランクの接着端部の端面が被覆された端面処理済ブランクについて、シワ、テープなし、はみ出し、メクレ、位置ズレ等の複数の状態不良を確実に検出することができるテープ貼り付け状態の検査装置およびテープ貼り付け状態の検査方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明のテープ貼り付け状態の検査装置は、被検査体に貼り付けられたテープの貼り付け状態を検出するテープ貼り付け状態の検査装置であって、
前記被検査体は、不透光性ブランクの接着端部に長尺な透光性テープが貼り付けられて前記ブランクの接着端部の端面が被覆された端面処理済ブランクであり、
前記端面処理済ブランクの裏面側から前記端面処理済ブランクを撮像する撮像部と、前記端面処理済ブランクに光を照射する照明部と、前記照明部によって光を照射しながら前記撮像部において撮像して得られた画像を処理して前記端面処理済ブランクにおけるテープ貼り付け状態の不良を検出する画像処理部とを有し、
前記照明部は、少なくとも前記端面処理済ブランクの裏面側から光を照射して反射光を得るための第1の照明と、前記端面処理済ブランクの接着端部側から光を照射して拡散光を得るための第2の照明と、前記端面処理済ブランクの表面側から光を照射して透過光を得るための第3の照明とを有することを特徴とする。
【0008】
本発明のテープ貼り付け状態の検査方法は、被検査体に貼り付けられたテープの貼り付け状態を検出するテープ貼り付け状態の検査装置を用いて、前記端面処理済ブランクにおけるテープ貼り付け状態の不良を検出するテープ貼り付け状態の検査方法であって、
前記被検査体は、不透光性ブランクの接着端部に長尺な透光性テープが貼り付けられて前記ブランクの接着端部の端面が被覆された端面処理済ブランクであり、
前記テープ貼り付け状態の検査装置は、前記端面処理済ブランクの裏面側から前記端面処理済ブランクを撮像する撮像部と、前記端面処理済ブランクに光を照射する照明部と、前記照明部によって光を照射しながら前記撮像部において撮像して得られた画像を処理して前記端面処理済ブランクにおけるテープ貼り付け状態の不良を検出する画像処理部とを有し、
前記照明部は、少なくとも前記端面処理済ブランクの裏面側から光を照射して反射光を得るための第1の照明と、前記端面処理済ブランクの接着端部側から光を照射して拡散光を得るための第2の照明と、前記端面処理済ブランクの表面側から光を照射して透過光を得るための第3の照明とを有し、
前記端面処理済ブランクは、搬送経路に沿って間欠搬送され、
間欠搬送に係る一の搬送停止期間内に、前記照明部の前記第1の照明によって前記端面処理済ブランクに光を照射した第1照明状態で前記撮像部によって第1画像を撮像し、前記照明部の前記第2の照明によって前記端面処理済ブランクに光を照射した第2照明状態で前記撮像部によって第2画像を撮像し、前記照明部の前記第3の照明によって前記端面処理済ブランクに光を照射した第3照明状態で前記撮像部によって第3画像を撮像し、得られた第1画像、第2画像および第3画像により、画像処理部においてテープ貼り付け状態の不良を検出することを特徴とする。
【発明の効果】
【0009】
本発明のテープ貼り付け状態の検査装置およびテープ貼り付け状態の検査方法によれば、少なくとも端面処理済ブランクの裏面側から光を照射して反射光を得るための第1の照明と、端面処理済ブランクの接着端部側から光を照射して拡散光を得るための第2の照明と、端面処理済ブランクの表面側から光を照射して透過光を得るための第3の照明とを有することにより、端面処理済ブランクの撮像をシワ、テープなし、はみ出し、メクレ、位置ズレ等の各種の状態不良について必要とされる方向からの光を選択的に照射した状態で行うことができるので、端面処理済ブランクの複数の状態不良について、テープ片の状態をブランクおよびテープ片に係る光量差として的確に検知してその状態を可視化することができて、各種の状態不良を、例えば端面処理済ブランクの間欠搬送に係る一の搬送停止期間内と極めて短時間で確実に検出することができる。
【図面の簡単な説明】
【0010】
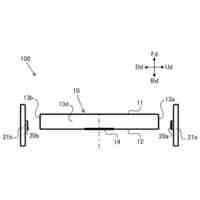
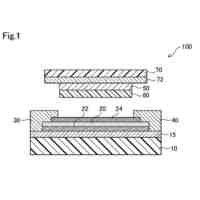
ブランクにテープ片が貼り付けられた状態を示す模式図であり、(a)は平面図、(b)はX-X線断面図である。
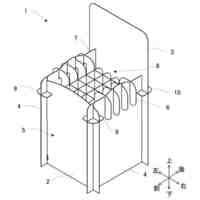
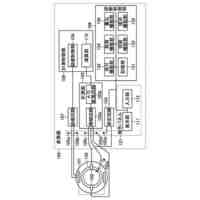
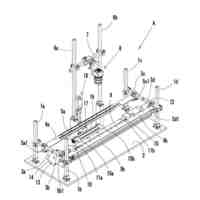
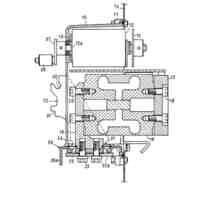
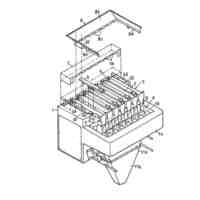
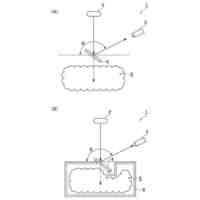
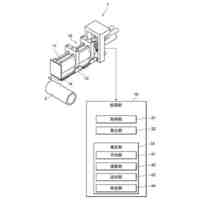
本発明のテープ貼り付け状態の検査装置を備えるテープ貼り端面処理装置の構成の一例を示す斜視図である。
ブランクの表面側にテープ片が貼り合わせられた状態を示す模式図であり、(a)は平面図、(b)はY-Y線断面図である。
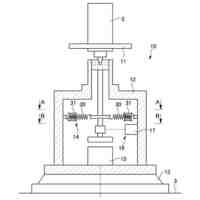
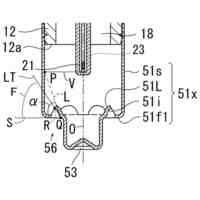
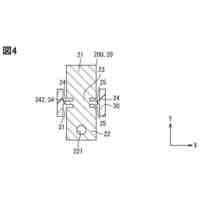
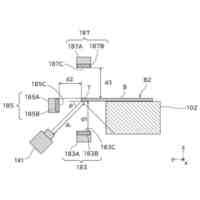
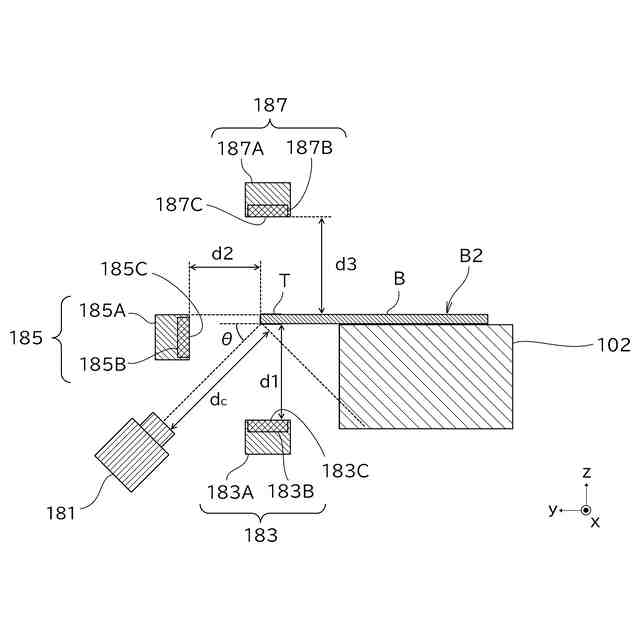
本発明の一実施形態に係るテープ貼り付け状態の検査装置を模式的に示す断面図である。
図4のテープ貼り付け状態の検査装置における(a)第1の照明および第2の照明の配置位置を示す模式平面図、(b)(a)の模式正面図、(c)第1の照明、第2の照明および第3の照明の配置位置を示す模式平面図、(d)(c)の模式正面図である。
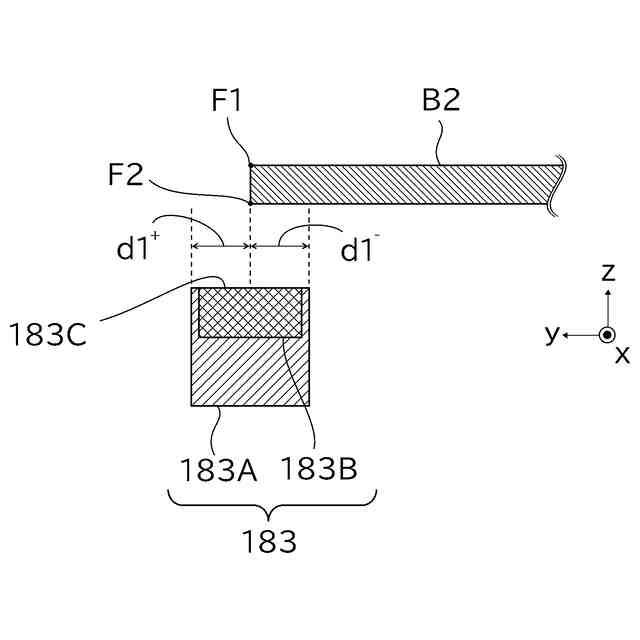
第1の照明の設置条件を説明するための模式断面図である。
第1の照明の設置位置による撮像状態を示す写真である。
第2の照明に係る拡散光および屈折光を説明するための模式断面図である。
第2の照明の設置条件を説明するための模式断面図である。
第2の照明の設置位置による撮像状態を示す写真である。
テープなしの状態不良について、第1の照明による第1の画像と第2の照明による第2の画像を示す写真である。
第3の照明の設置条件を説明するための模式断面図である。
第3の照明の設置位置による撮像状態を示す写真である。
はみ出しの状態不良について、第1の照明による第1の画像と第2の照明による第2の画像と第3の照明による第3の画像を示す写真である。
被検査体の状態不良の例を示す写真である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東罐興業株式会社
使用済み容器回収装置及び使用済み容器回収装置の使用方法
今日
東罐興業株式会社
テープ貼り付け状態の検査装置およびテープ貼り付け状態の検査方法
1か月前
東洋製罐グループホールディングス株式会社
ガスバリア性及び層間密着性を有する積層体
1か月前
個人
採尿及び採便具
29日前
日本精機株式会社
検出装置
23日前
個人
高精度同時多点測定装置
1か月前
個人
アクセサリー型テスター
1か月前
個人
計量機能付き容器
18日前
株式会社ミツトヨ
測定器
1か月前
株式会社カクマル
境界杭
8日前
日本精機株式会社
発光表示装置
1日前
甲神電機株式会社
電流検出装置
23日前
株式会社トプコン
測量装置
今日
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
18日前
愛知電機株式会社
軸部材の外観検査装置
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
日本特殊陶業株式会社
ガスセンサ
16日前
ローム株式会社
半導体装置
1か月前
双庸電子株式会社
誤配線検査装置
24日前
愛知時計電機株式会社
ガスメータ
1か月前
ローム株式会社
半導体装置
1か月前
日本特殊陶業株式会社
ガスセンサ
今日
個人
システム、装置及び実験方法
1か月前
個人
計量具及び計量機能付き容器
18日前
日本信号株式会社
距離画像センサ
21日前
個人
非接触による電磁パルスの測定方法
21日前
株式会社タイガーカワシマ
揚穀装置
今日
日東精工株式会社
振動波形検査装置
24日前
株式会社デンソー
電流センサ
1か月前
個人
液位検視及び品質監視システム
16日前
株式会社不二越
X線測定装置
21日前
トヨタ自動車株式会社
測定システム
1か月前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
2日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ