TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025147904
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024048409
出願日
2024-03-25
発明の名称
螺旋管の製管装置
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20250930BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】帯状部材の後続帯部が製管装置に供給される際に、後続帯部の断面変形を抑制する。
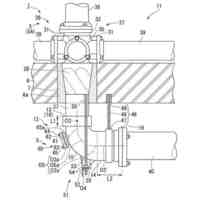
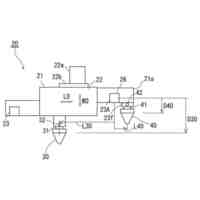
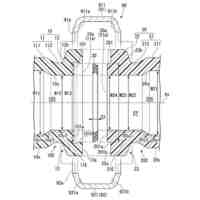
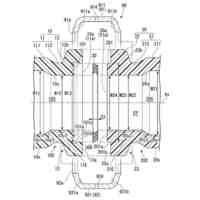
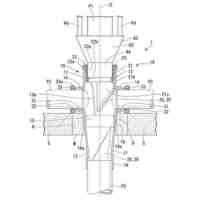
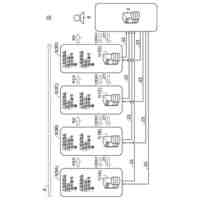
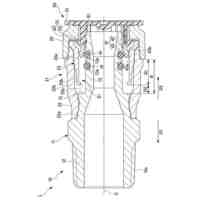
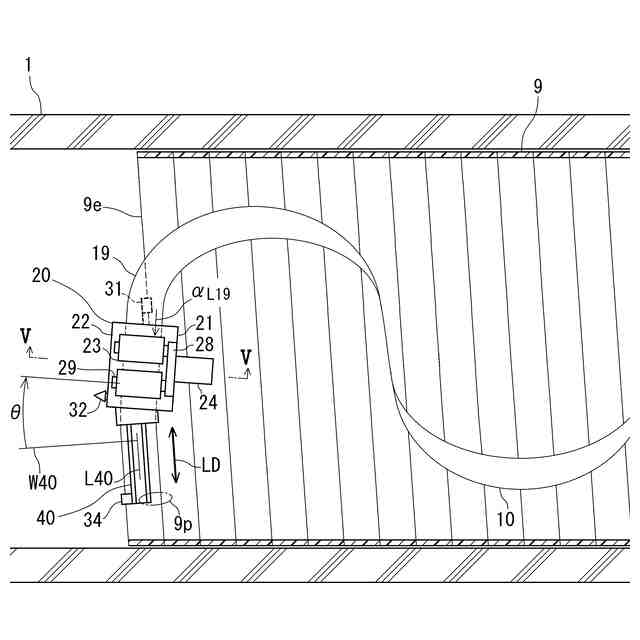
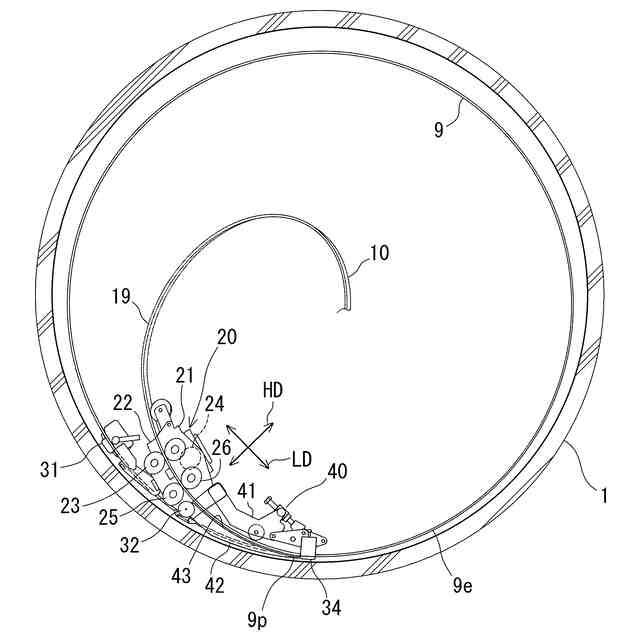
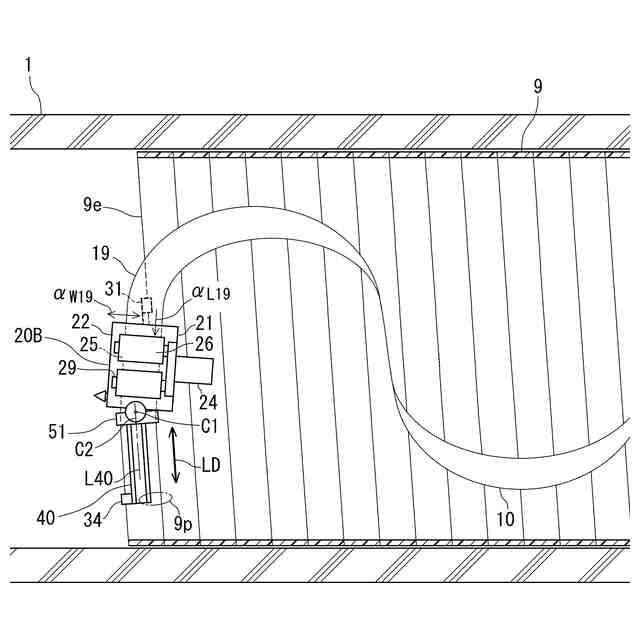
【解決手段】製管装置20は、帯状部材10からなる螺旋管9を製管しながら螺旋巻回方向へ推進される。製管装置20は、螺旋管9における先に製管された管部分の管軸方向の延伸前方側の管端部9eの内周側に配置された駆動ローラユニット21と、帯案内アーム40を含む。駆動ローラユニット21のローラ25,26によって、管端部9eに続く帯状部材10の未製管の後続帯部19を挟み付けて、螺旋巻回方向の推進後方側に離れた組み込み箇所9pへ押し込んで、後続帯部19を管端部9eに組み込む。駆動ローラユニット21から組み込み箇所9pへ向けて帯案内アーム40が延びている。駆動ローラユニット21のローラ軸29が、帯案内アーム40に沿うアーム伸び方向L40と直交するアーム幅方向W40に対して斜めに向けられている。
【選択図】図4
特許請求の範囲
【請求項1】
帯状部材からなる螺旋管を製管しながら螺旋巻回方向へ推進される製管装置において、
前記螺旋管における先に製管された管部分の管軸方向の延伸前方側の管端部の内周側に配置され、前記管端部に続く前記帯状部材の未製管の後続帯部を挟み付けて、前記螺旋巻回方向の推進後方側に離れた組み込み箇所へ押し込んで、前記後続帯部を前記管端部に組み込む駆動ローラユニットと、
前記駆動ローラユニットから前記組み込み箇所へ向けて延びる帯案内アームと、
を備え、前記駆動ローラユニットのローラ軸が、前記帯案内アームに沿うアーム伸び方向と直交するアーム幅方向に対して斜めに向けられていることを特徴とする製管装置。
続きを表示(約 590 文字)
【請求項2】
前記螺旋管の内外方向に沿う装置高さ方向から見て、前記ローラ軸が、前記アーム幅方向に対して傾けられている請求項1に記載の製管装置。
【請求項3】
前記装置高さ方向から見て、前記ローラ軸が、前記アーム幅方向に対して前記延伸前方側へ向かって前記組み込み箇所とは反対側へ傾けられている請求項2に記載の製管装置。
【請求項4】
前記アーム伸び方向から見て、前記ローラ軸が、前記アーム幅方向に対して傾けられている請求項1~3の何れか1項に記載の製管装置。
【請求項5】
帯状部材からなる螺旋管を製管しながら螺旋巻回方向へ推進される製管装置において、
前記螺旋管における先に製管された管部分の管軸方向の延伸前方側の管端部の内周側に配置され、前記管端部に続く前記帯状部材の未製管の後続帯部を挟み付けて、前記螺旋巻回方向の推進後方側に離れた組み込み箇所へ押し込んで、前記後続帯部を前記管端部に組み込む駆動ローラユニットと、
前記駆動ローラユニットから前記組み込み箇所へ向けて延びる帯案内アームと、
前記駆動ローラユニットと前記帯案内アームとを、前記螺旋管の内外方向を向く装置高さ方向に沿う軸線まわり又は前記帯案内アームに沿う軸線まわりに角度調整可能に連結する連結機構と
を備えたことを特徴とする製管装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、帯状部材から螺旋管を製管する装置に関し、特に製管しながら螺旋巻回方向へ推進(自走)される製管装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
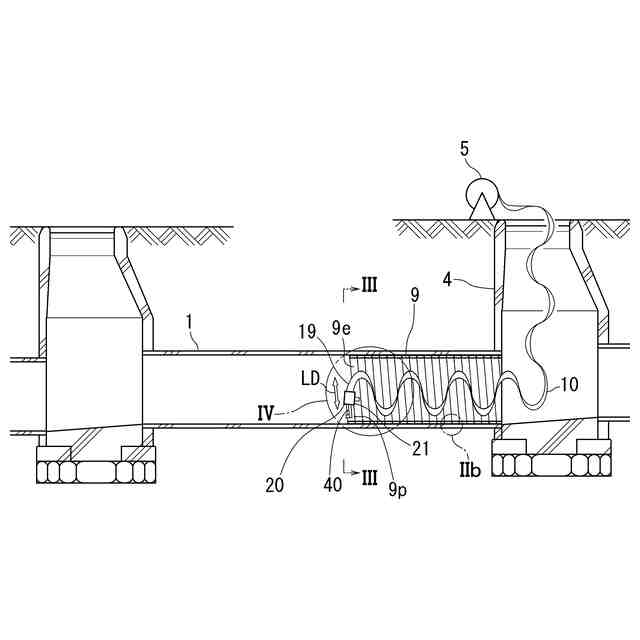
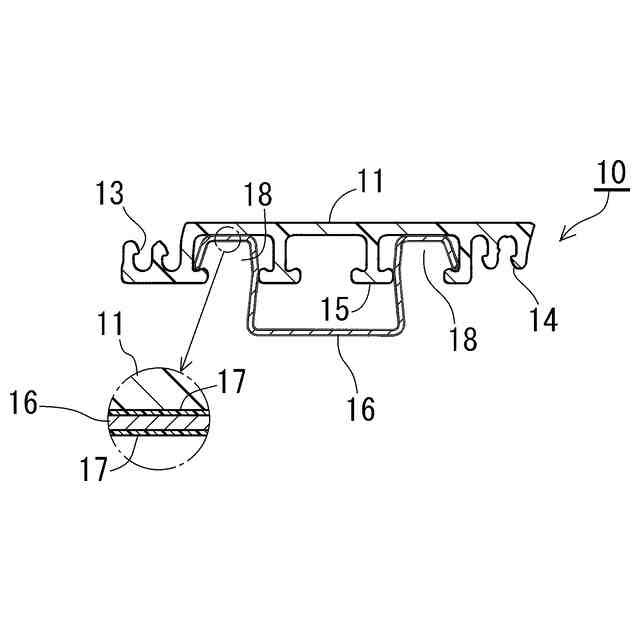
例えば、下水道管等の老朽化した既設管の内壁に更生管をライニングすることによって、既設管を更生方法は公知である。更生管としては、合成樹脂製の長尺の帯状部材(プロファイル)を螺旋状に巻回してなる螺旋管が挙げられる。特許文献1には、螺旋巻回方向へ推進(自走)されながら螺旋管状の更生管の製管を行なう自走式の製管装置が開示されている。自走式の製管装置は、少なくとも一対の駆動ローラを含む駆動ローラユニットと、駆動ローラユニットから螺旋巻回方向(推進方向)の推進後方側へ延びる帯案内アームを備え、更生管(螺旋管)の管軸方向の延伸前方側の管端部に配置されている。駆動ローラのローラ軸と帯案内アームの延び方向は、互いに直交している。
【0003】
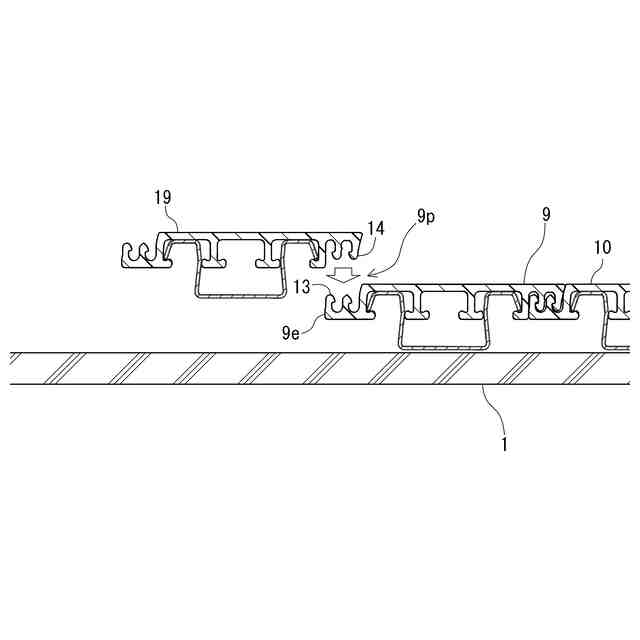
一対の駆動ローラが、前記管端部に続く帯状部材の未製管の後続帯部を挟み付けて、帯案内アームに沿って推進後方側へ押し出す。これによって、帯案内アームの先端部近くの組み込み箇所において、後続帯部が更生管の管端部に組み込まれて製管が進むとともに、推進反力が生じることで製管装置が螺旋巻回方向の推進前方側へ推進される。
【先行技術文献】
【特許文献】
【0004】
特開2023-071364号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
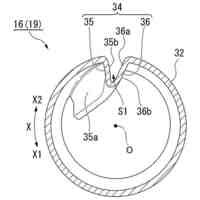
前記自走式の製管装置を用いた更生管の製管工法においては、帯状部材の後続帯部が、通常、地上のドラムから繰り出されて、発進人孔及び更生管の製管済管部分の内部を通って、製管装置の駆動ローラユニットに供給される。このとき、後続帯部は、駆動ローラユニットに対して適切な供給角度で供給される必要がある。供給角度が適切でないと、後続帯部の潰れ変形等の断面変形が起き、後続帯部と管端部との嵌合不良、脱線などの製管不良を招くおそれがある。このような不具合は、製管径が小さいほど発生しやすい。また、後続帯部に巻き癖を付与する巻き癖付与装置を省略した場合に発生しやすい。更に、更生管の内周に沿う環状の内周規制体を有しない内周規制体レス構造(内周開放構造)の製管装置の場合、後続帯部の経路上にガイドを設けることが困難であるために、前記不具合が発生しやすい。
本発明は、かかる事情に鑑み、帯状部材の後続帯部が製管装置の駆動ローラユニットに適切な供給角度で供給されるようにして、螺旋管を安定的に製管することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明は、帯状部材からなる螺旋管を製管しながら螺旋巻回方向へ推進される製管装置において、
前記螺旋管における先に製管された管部分の管軸方向の延伸前方側の管端部の内周側に配置され、前記管端部に続く前記帯状部材の未製管の後続帯部を挟み付けて、前記螺旋巻回方向の推進後方側に離れた組み込み箇所へ押し込んで、前記後続帯部を前記管端部に組み込む駆動ローラユニットと、
前記駆動ローラユニットから前記組み込み箇所へ向けて延びる帯案内アームと、
を備え、前記駆動ローラユニットのローラ軸が、前記帯案内アームに沿うアーム伸び方向と直交するアーム幅方向に対して斜めに向けられていることを特徴とする。
【0007】
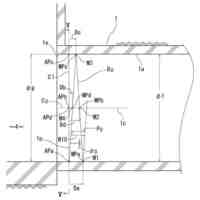
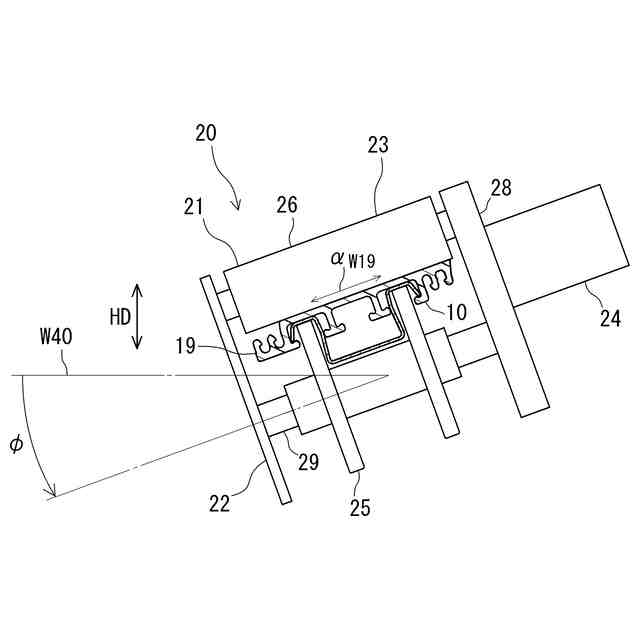
製管装置への入り口近くでの後続帯部の供給角度は、通常、アーム伸び方向及びアーム幅方向に対して角度が付いている。後続帯部の前記供給角度に駆動ローラユニットのローラ軸を合わせる。好ましくは、製管装置への入り口近くでの後続帯部の帯長方向に沿う送り方向に対してローラ軸をなるべく直交させる。あるいは、製管装置への入り口近くでの後続帯部の帯幅方向に沿う捩じれ方向に対してローラ軸をなるべく平行に向ける。このとき、ローラ軸はアーム幅方向に対して斜めに向けられる。これによって、後続帯部が、駆動ローラユニットに対しては適切な供給角度で供給される。この結果、後続帯部の潰れ変形等の断面変形を抑制でき、後続帯部と管端部とを安定的に嵌合させて、脱線などの製管不良を防止できる。
【0008】
好ましくは、前記螺旋管の内外方向に沿う装置高さ方向から見て、前記ローラ軸が、前記アーム幅方向に対して傾けられている。
より好ましくは、前記装置高さ方向から見て、前記ローラ軸が、前記アーム幅方向に対して前記延伸前方側へ向かって前記組み込み箇所とは反対側へ傾けられている。
これによって、延伸後方側から供給される後続帯部の送り方向に対しローラ軸がなるべく直交するようにできる。
【0009】
好ましくは、前記アーム伸び方向から見て、前記ローラ軸が、前記アーム幅方向に対して傾けられている。
これによって、後続帯部の帯幅方向に沿う捩じれ方向に対してローラ軸がなるべく平行に向けられるようにできる。
【0010】
本発明は、帯状部材からなる螺旋管を製管しながら螺旋巻回方向へ推進される製管装置において、
前記螺旋管における先に製管された管部分の管軸方向の延伸前方側の管端部の内周側に配置され、前記管端部に続く前記帯状部材の未製管の後続帯部を挟み付けて、前記螺旋巻回方向の推進後方側に離れた組み込み箇所へ押し込んで、前記後続帯部を前記管端部に組み込む駆動ローラユニットと、
前記駆動ローラユニットから前記組み込み箇所へ向けて延びる帯案内アームと、
前記駆動ローラユニットと前記帯案内アームとを、前記螺旋管の内外方向を向く装置高さ方向に沿う軸線まわり又は前記帯案内アームに沿う軸線まわりに角度調整可能に連結する連結機構と
を備えたことを第2の特徴とする。
当該製管装置によれば、駆動ローラユニットへの入り口近くでの後続帯部の実際の供給角度に合わせてローラ軸の角度を調節できる。すなわち、装置高さ方向から見て、ローラ軸が後続帯部の実際の送り方向と直交するよう、ローラ軸を角度調節したり、アーム伸び方向から見て、ローラ軸が後続帯部の実際の捩じれ方向と平行になるよう、ローラ軸を角度調節したりできる。これによって、後続帯部が駆動ローラユニットによって挟み付けられる際に潰れるように断面変形するのを確実に防止できる。この結果、後続帯部と管端部とを確実に安定的に嵌合させることができ、脱線などの製管不良が起きるのを確実に防止できる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水化学工業株式会社
樹脂管
27日前
積水化学工業株式会社
製管装置
21日前
積水化学工業株式会社
配管構造
27日前
積水化学工業株式会社
集合継手
23日前
積水化学工業株式会社
解析方法
27日前
積水化学工業株式会社
積層構造体
27日前
積水化学工業株式会社
耐火処理構造
28日前
積水化学工業株式会社
雨樋システム
2日前
積水化学工業株式会社
耐火処理構造
28日前
積水化学工業株式会社
配管の接続構造
15日前
積水化学工業株式会社
両面粘着テープ
27日前
積水化学工業株式会社
両面粘着テープ
27日前
積水化学工業株式会社
更生管の製管装置
21日前
積水化学工業株式会社
更生管の製管方法
28日前
積水化学工業株式会社
防食用粘着テープ
23日前
積水化学工業株式会社
基板積層体の製造方法
2日前
積水化学工業株式会社
樹脂組成物、放熱部材
27日前
積水化学工業株式会社
継手構造および接続構造
27日前
積水化学工業株式会社
床の施工方法及び建築物
27日前
積水化学工業株式会社
配管構造及びプレハブ配管
20日前
積水化学工業株式会社
配管構造及びプレハブ配管
20日前
積水化学工業株式会社
集合継手及び排水システム
27日前
積水化学工業株式会社
生産管理システムおよび方法
28日前
積水化学工業株式会社
生産管理システムおよび方法
28日前
積水化学工業株式会社
軒樋支持具および雨樋システム
20日前
積水化学工業株式会社
竪樋支持具および排水システム
2日前
積水化学工業株式会社
継手、配管構造、配管の施工方法
28日前
積水化学工業株式会社
プログラム及び情報処理システム
1か月前
積水化学工業株式会社
集合継手及び集合継手の製造方法
27日前
積水化学工業株式会社
接着性樹脂組成物、及び、仮固定材
1か月前
積水化学工業株式会社
熱膨張性マイクロカプセル用組成物
1日前
積水化学工業株式会社
粒体、地盤改良材及び地盤改良方法
23日前
積水化学工業株式会社
マスターバッチ、及びその製造方法
27日前
積水化学工業株式会社
防火区画貫通処理部材及び防火区画材
27日前
積水化学工業株式会社
鉄道用枕木、及び鉄道用枕木の製造方法
28日前
積水化学工業株式会社
防火区画貫通処理シート及び防火区画材
27日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ