TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025141553
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024041550
出願日
2024-03-15
発明の名称
環状フレームの成形方法
出願人
川崎重工業株式会社
代理人
弁理士法人三協国際特許事務所
主分類
B29C
43/34 20060101AFI20250919BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】繊維強化熱可塑性樹脂を用いた環状フレームの成形方法において、強度に優れた環状フレームを生産可能とし、且つ成形後の変形を抑制する。
【解決手段】環状フレームの成形方法は、補強繊維22と熱可塑性樹脂21とで構成される複数のプリプレグ積層片3を積層して、開口を有する環状または略環状のプリフォーム4を形成し、プリフォーム4の前記開口を区画する内周縁の領域において、積層された複数枚のプリプレグ積層片3の、当該積層の方向と直交する方向への移動を規制する拘束処理を施し、前記拘束処理が施された状態で、プリフォーム4を加熱および加圧して賦形する。
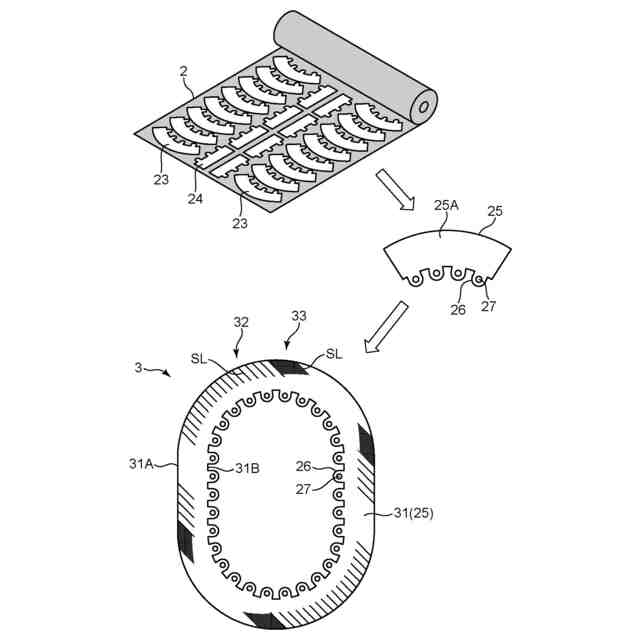
【選択図】図4
特許請求の範囲
【請求項1】
補強繊維と熱可塑性樹脂とで構成される複数のプリプレグを積層して、開口を有する環状または略環状のプリフォームを形成し、
前記プリフォームの前記開口を区画する内周縁の領域において、積層された複数枚の前記プリプレグの、当該積層の方向と直交する方向への移動を規制する拘束処理を施し、
前記拘束処理が施された状態で、前記プリフォームを加熱および加圧して賦形する、
環状フレームの成形方法。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の環状フレームの成形方法において、
前記複数枚のプリプレグは各々、前記プリフォームの形成後において前記内周縁から前記開口に突出する位置に突設されたタブを含み、
前記拘束処理は、前記タブを用いて施される、環状フレームの成形方法。
【請求項3】
請求項2に記載の環状フレームの成形方法において、
前記タブは、前記積層の方向に当該タブを貫通する固定孔を有し、
前記固定孔に対応する位置に立設された複数のピンを有し、前記複数枚のプリプレグが載置される成形下型を準備し、
前記拘束処理として、前記プリプレグもしくは前記プリフォームを前記成形下型に載置する際に、前記ピンに前記固定孔を挿通する、環状フレームの成形方法。
【請求項4】
請求項1に記載の環状フレームの成形方法において、
前記複数枚のプリプレグが載置される成形下型を準備し、
前記拘束処理として、前記成形下型上の前記プリフォームの上側に第1の成形上型を載置し、前記成形下型と前記第1の成形上型とで、前記プリフォームの前記内周縁の領域を挟み込んで固定する、環状フレームの成形方法。
【請求項5】
請求項4に記載の環状フレームの成形方法において、
前記第1の成形上型は、前記内周縁の領域に対して前記積層の方向から接面する固定面を有し、
前記拘束処理として、付勢機構によって前記第1の成形上型を前記成形下型へ向かう方向に付勢することで、前記成形下型と前記第1の成形上型とで、前記プリフォームの前記内周縁の領域を挟み込んで固定する、環状フレームの成形方法。
【請求項6】
請求項5に記載の環状フレームの成形方法において、
前記第1の成形上型は、前記積層の方向に貫通するボルト孔を有し、
前記成形下型は、前記ボルト孔に対応する位置にネジ孔を有し、
前記付勢機構はばね付きボルトであり、
前記拘束処理において、前記ばね付きボルトを前記ボルト孔に挿通するとともに前記ネジ孔に締結することで、前記第1の成形上型を前記成形下型へ向かう方向に付勢する、環状フレームの成形方法。
【請求項7】
請求項5に記載の環状フレームの成形方法において、
前記賦形の際に、前記プリフォームの前記内周縁以外の外側領域を成形する成形面を有する第2の成形上型を用い、前記成形下型と、前記第1の成形上型および第2の成形上型とで前記プリフォームを挟み込み、前記加熱および加圧を行って賦形する、環状フレームの成形方法。
【請求項8】
請求項5に記載の環状フレームの成形方法において、
前記成形下型として、前記プリフォームの外周縁を取り囲み、前記積層の方向に延びる立壁を有する型を用いる、環状フレームの成形方法。
【請求項9】
請求項1~8のいずれか1項に記載の環状フレームの成形方法において、
前記プリプレグを構成する前記熱可塑性樹脂の融点をTh[℃]とするとき、前記賦形の際の加熱温度が、Th[℃]からTh-40[℃]の範囲から選ばれる、環状フレームの成形方法。
【請求項10】
請求項1~8のいずれか1項に記載の環状フレームの成形方法において、
前記積層の前に、前記プリプレグに切り込みを入れる、環状フレームの成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、補強繊維と熱可塑性樹脂とで構成される複数のプリプレグを積層して形成される環状フレームの成形方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
補強繊維が埋め込まれた熱可塑性樹脂で形成されたプリフォームを加熱加圧して成形し、所要の成形品を得る方法が知られている。特許文献1には、航空機用窓枠となる環状フレームの成形方法として、前記プリフォームをスタンプ成形し、当該プリフォームに一つの曲げ部を賦形する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-10612号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
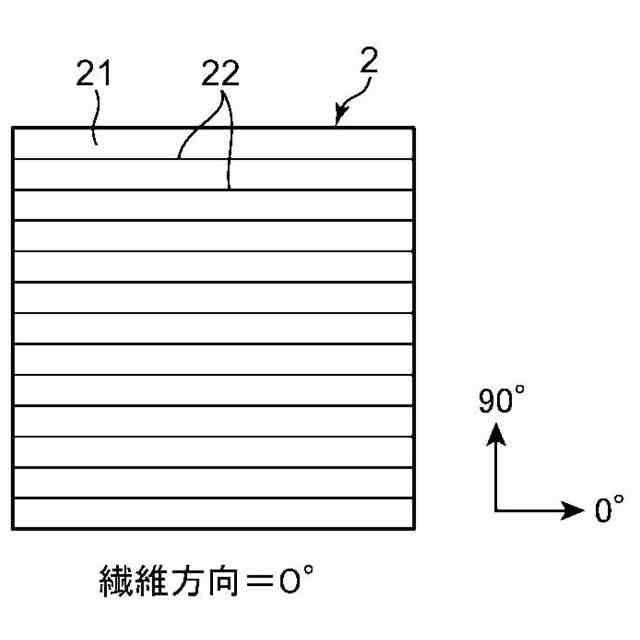
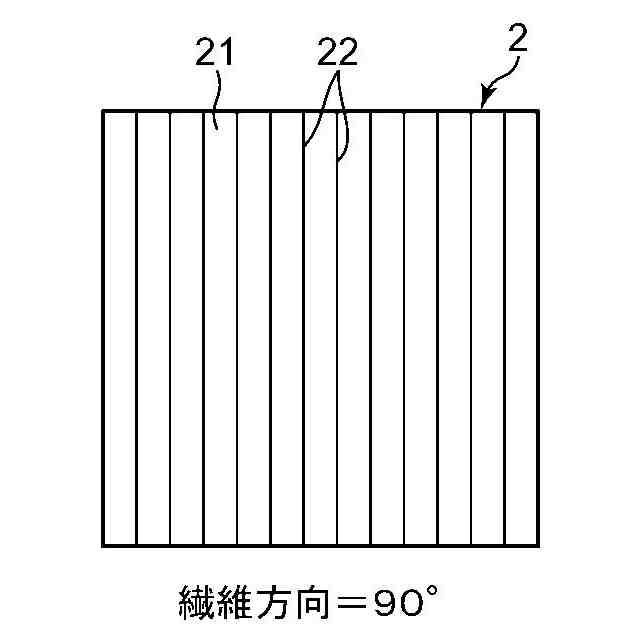
前記プリフォームとして、繊維強化熱可塑性樹脂からなり環状に裁断された複数のプリプレグを加熱および加圧した積層体が用いられることがある。前記プリプレグは、所定の繊維方向に配列された多数本の補強繊維を含む。当該プリプレグの積層体からなるプリフォームを賦形すると、繊維方向に乱れが生じることがあった。この場合、環状フレームとしての所期の強度を確保できない、あるいは成形後に変形が生じる、などの問題が生じ得る。
【0005】
本開示の目的は、繊維強化熱可塑性樹脂を用いた環状フレームの成形方法において、強度と品質に優れた環状フレームを生産可能とし、且つ成形後の変形を抑制することにある。
【課題を解決するための手段】
【0006】
本開示の一局面に係る環状フレームの成形方法は、補強繊維と熱可塑性樹脂とで構成される複数のプリプレグを積層して、開口を有する環状または略環状のプリフォームを形成し、前記プリフォームの前記開口を区画する内周縁の領域において、積層された複数枚の前記プリプレグの、当該積層の方向と直交する方向への移動を規制する拘束処理を施し、前記拘束処理が施された状態で、前記プリフォームを加熱および加圧して賦形する。
【発明の効果】
【0007】
本開示によれば、繊維強化熱可塑性樹脂を用いた環状フレームの成形方法において、強度と品質に優れた環状フレームを生産可能とし、且つ成形後の変形を抑制することができる。
【図面の簡単な説明】
【0008】
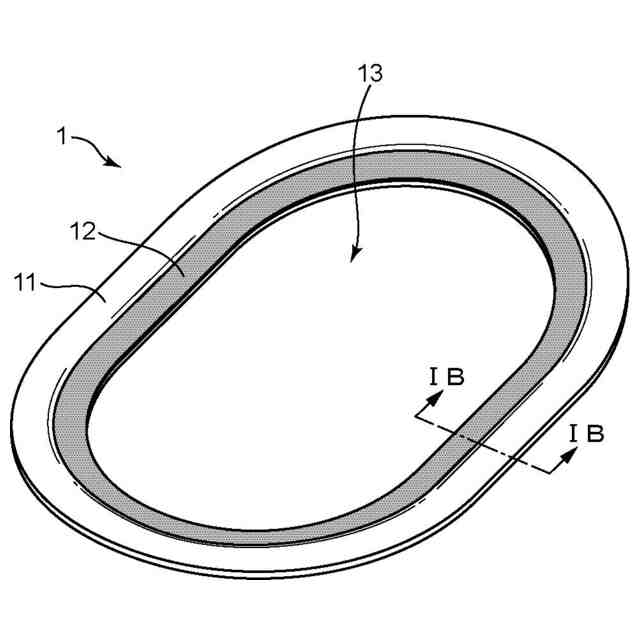
図1Aは、本開示に係る環状フレームの成形方法により生産される窓枠フレームの斜視図である。
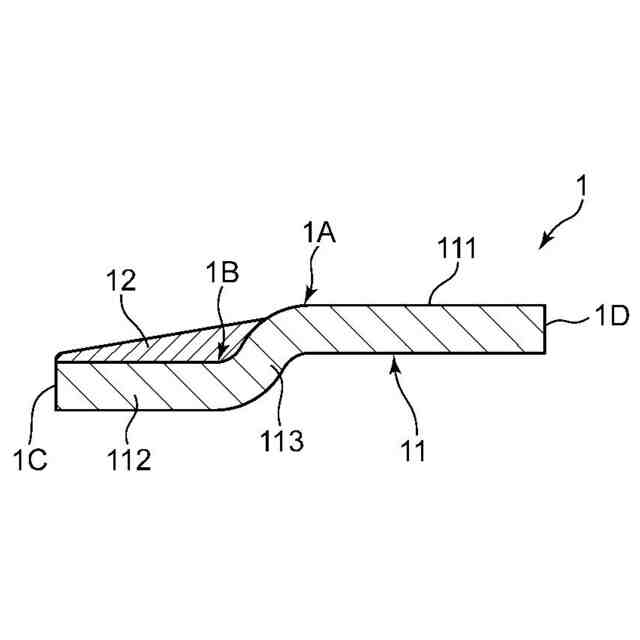
図1Bは図1AのIB-IB線断面図である。
図2は、本開示の第1実施形態に係る環状フレームの成形方法を示す工程チャートである。
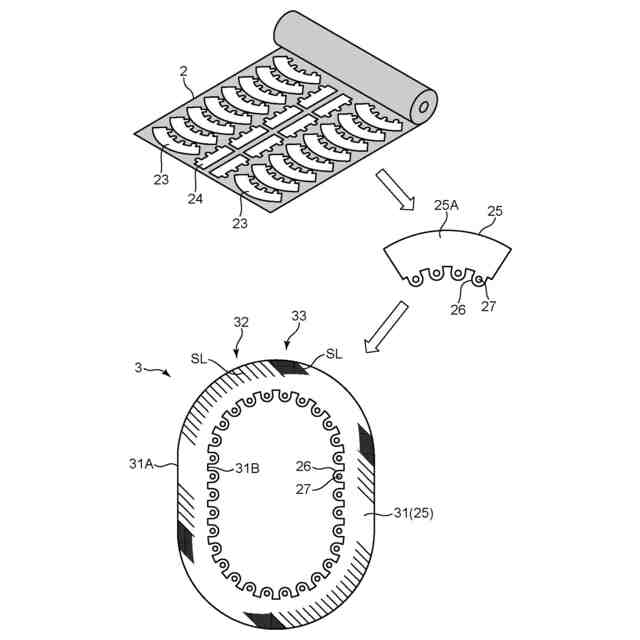
図3Aは、プリプレグシートを示す平面図である。
図3Bは、プリプレグシートを示す平面図である。
図3Cは、プリプレグシートを示す平面図である。
図4は、プリプレグの打ち抜きからプリプレグ積層片の形成までの流れを示す図である。
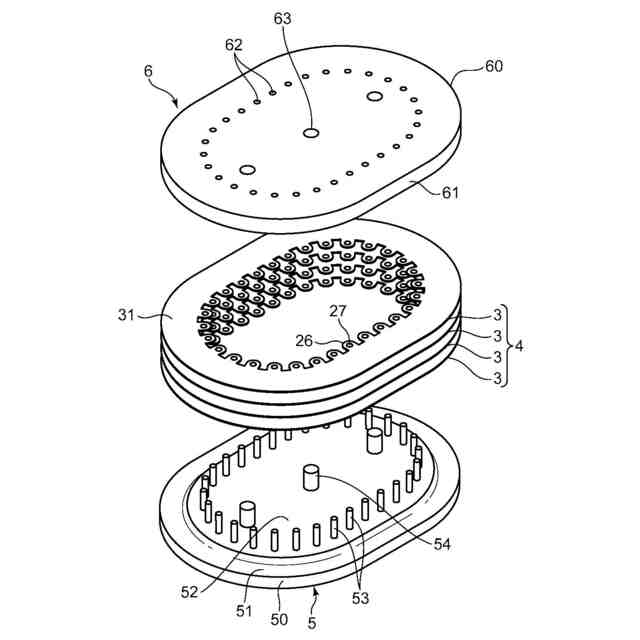
図5は、プリフォームが成形下型と成形上型との間に配置された状態を示す斜視図である。
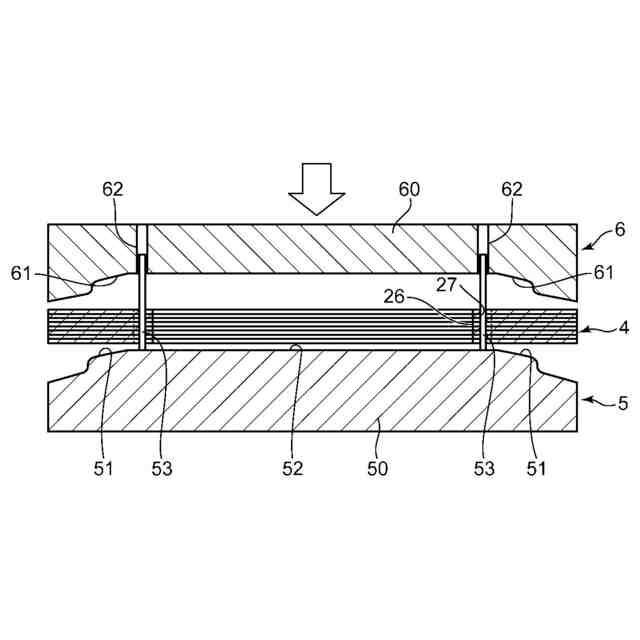
図6は、プリフォームの賦形の工程を示す断面図である。
図7Aは、賦形後のプリフォームを示す斜視図である。
図7Bは、プリフォームのタブ切除の様子を示す斜視図である。
図7Cは、タブ切除後のプリフォームを示す斜視図である。
図8は、プリフォームおよびフィラーのプレス成形を示す断面図である。
図9は、本開示の第2実施形態に係る環状フレームの成形方法を示す工程チャートである。
図10は、第2実施形態で用いられる賦形用型を示す断面図である。
図11(A)~(C)は、第2実施形態に係る環状フレームの成形方法の手順を示す斜視図、図11(D)は、図11(C)のXID-XID断面図である。
図12Aは、第2実施形態に係る環状フレームの成形方法の手順を示す斜視図である。
図12Bは、第2実施形態に係る環状フレームの成形方法の手順を示す斜視図である。
図12Cは、図12Bに示す第2の成形上型の一部を省いた斜視図である。
図12Dは、図12BのXIID-XIID断面図である。
図13(A)は、窓枠フレームのベース部の断面図、図13(B)は、繊維方向が45°のプリプレグ積層片に対する切り込み領域の設定を示す平面図である。
図14は、プリプレグ積層片へ切り込みを入れる必要性を示す説明図である。
図15(A)、図15(B)は、それぞれ繊維方向が0°、90°のプリプレグ環状積層片に対する切り込み領域の設定を示す平面図である。
図16(A)、図16(B)および図16(C)は、プリプレグ積層片を構成する打ち抜き片の配置例を示す平面図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して、本開示に係る環状フレームの成形方法について説明する。本開示の成形方法は、複数のプリプレグを積層して形成される各種の環状フレームの生産に適用できる。本開示で用いるプリプレグは、熱可塑性樹脂をマトリクスとする熱可塑性プリプレグである。成形する環状フレームの「環状」の態様には制限はない。例えば、開口を中央領域に有する円形、楕円形、矩形、矩形の角部の一部または全部が曲線である形、などを例示できる。「環状」は、完全にクローズな環状のほか、小さな開放部分が1箇所もしくは複数箇所存在するが実質的に環状と扱える態様も含む。好ましい環状フレームの一例は、航空機用の窓枠フレームである。以下の実施形態では、前記窓枠フレームの成形方法を例示する。
【0010】
[窓枠フレームの構成]
図1Aは、後述する成形方法により生産される窓枠フレーム1の斜視図、図1Bは図1AのIB-IB線断面図である。窓枠フレーム1は、ベース部11とフィラー12とを含む。窓枠フレーム1は、一対の半円環部と、前記半円環部の端部同士を繋ぐ直線部とで構成され、平面視でアラビア数字のゼロに類似する形状である。言い換えると、窓枠フレーム1は、平面視で楕円形状であり、アルファベットのOに類似する形状である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
川崎重工業株式会社
液化空気保護装置
3日前
川崎重工業株式会社
情報処理装置および情報提供方法
5日前
川崎重工業株式会社
情報処理装置および情報処理装置の制御方法
3日前
川崎重工業株式会社
多段遠心圧縮機のケーシング、及び、多段遠心圧縮機
11日前
川崎重工業株式会社
モータ制御システム、ロボットシステム、および、モータ制御方法
5日前
川崎重工業株式会社
ロボット移動システム、ロボット移動方法及びロボット移動プログラム
4日前
株式会社Eサーモジェンテック
熱電発電システムの製造方法
24日前
川崎重工業株式会社
手術支援システム、手術支援システムの制御方法およびプログラム
17日前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
12日前
株式会社FTS
ロッド
10か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社エフピコ
賦形シート
26日前
個人
樹脂可塑化方法及び装置
10か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社FTS
成形装置
11か月前
株式会社漆原
シートの成形方法
6か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社日本製鋼所
監視システム
3日前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
10か月前
株式会社コスメック
射出成形装置
6か月前
株式会社不二越
射出成形機
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ