TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138533
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024054931
出願日
2024-03-11
発明の名称
インサートナット圧入機
出願人
プロステック株式会社
代理人
主分類
B29C
65/44 20060101AFI20250917BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
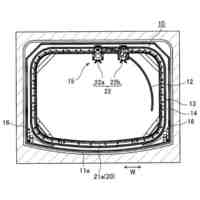
【課題】インサートナットをワークに圧入する際の作業効率性、加工精度およびコスト効率を向上させる。
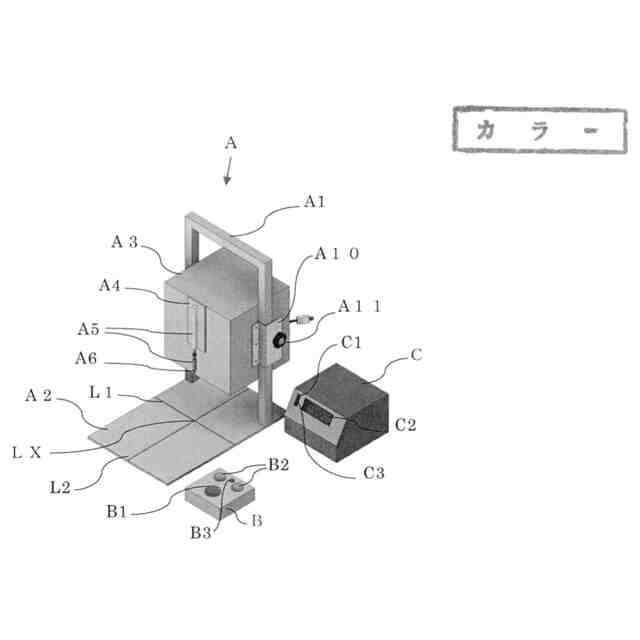
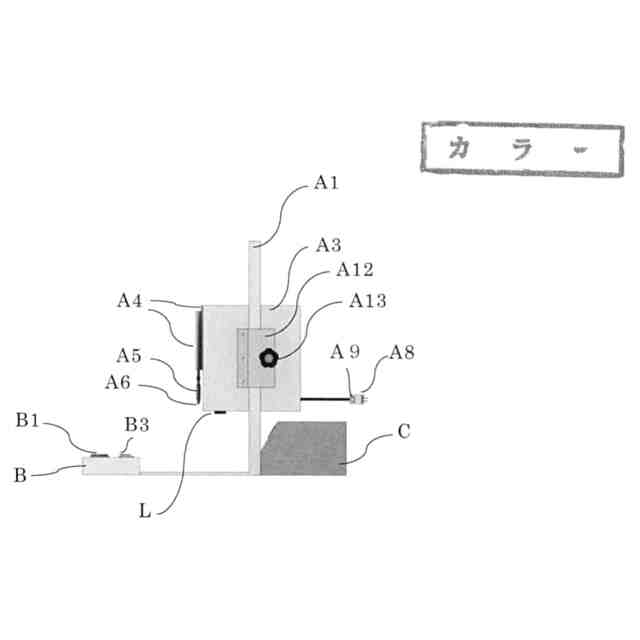
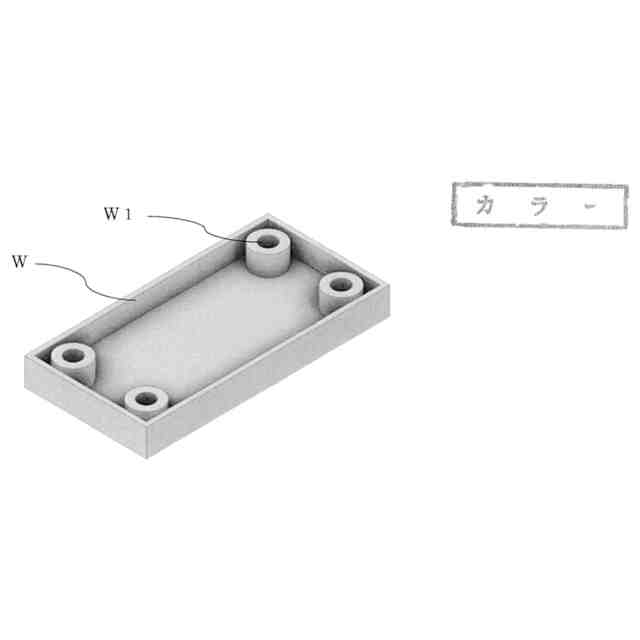
【解決手段】圧入穴が形成されたワークにインサートナットを圧入するインサートナット圧入機であって、前記インサートナットを加熱して前記ワークに圧入する圧入部と、前記圧入部の先端中心の下降位置をワークの載置面上に表示する表示部とを備え、前記圧入部は、先端部に前記インサートナットに挿し込まれる挿入部を有し、前記挿入部は、先端に行くに従って先細り形状をなす半球状または部分半球状をなす外側周面を有する。
【選択図】図1
特許請求の範囲
【請求項1】
圧入穴が形成されたワークにインサートナットを圧入するインサートナット圧入機であって、前記インサートナットを加熱して前記ワークに圧入する圧入部と、前記圧入部の先端中心の下降位置をワークの載置面上に表示する表示部とを備え、前記圧入部は、先端部に前記インサートナットに挿し込まれる挿入部を有し、前記挿入部は、先端に行くに従って先細り形状をなす半球状または部分半球状をなす外側周面を有する、インサートナット圧入機。
続きを表示(約 320 文字)
【請求項2】
前記圧入部への圧入動作指示を入力するための入力スイッチと、前記入力スイッチにより圧入動作指示を受け取ると前記圧入部の昇降移動を制御する制御部とをさらに備える、請求項1に記載のインサートナット圧入機。
【請求項3】
前記圧入機はモーター駆動であり、前記制御部は、前記モーターを制御するものである、請求項2に記載のインサートナット圧入機。
【請求項4】
前記制御部は、前記圧入部の圧入高さ調整、圧入速度又は圧入完了位置での停止時間を制御するものであり、前記圧入高さ、圧入速度又は圧入完了位置での停止時間を調整するための調整スイッチをさらに備えている、請求項1、2または3のインサートナット圧入機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、インサートナット圧入機に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来のインサートナット圧入機には、作業者が手で取り扱う手動機、または、特許文献1に示すように、スイッチを操作することで圧入を自動で行う自動機がある。
【0003】
しかしながら、手動機では、作業効率が低く、圧入時の位置精度が一定ではないという問題がある。また、自動機では、圧入対象物(ワーク)の形状に応じた専用機になる場合が多く、装置が大型になり設置後に動かせない、また、非常に高価になってしまい導入が困難である。
【0004】
また、従来は、作業者の手動操作に依存するか、特定の形状に特化した高価な自動機を個別に製作、使用する必要があるため汎用性が低く、操作に熟練を要することが多い。特に、小規模から中規模の生産ラインでは、設備投資のコストが課題となることが多い。
【0005】
さらに、はんだこてを使用した簡易的な圧入方法では、圧入時の垂直性の確保や温度制御、圧入時間の統一が難しく、インサートナットと樹脂製品との間で最適な熱結合を実現することが困難である。これにより、製品の品質にばらつきが生じる危険性がある。
【先行技術文献】
【特許文献】
【0006】
特開2020-82331号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明は上記問題点を一挙に解決すべくなされたものであり、インサートナットをワークに圧入する際の作業効率性、加工精度およびコスト効率を向上させることを主たる課題とするものである。
【課題を解決するための手段】
【0008】
すなわち、本発明に係るインサートナット圧入機は、圧入穴が形成されたワークにインサートナットを圧入するインサートナット圧入機であって、前記インサートナットを加熱して前記ワークに圧入する圧入部と、前記圧入部の先端中心の下降位置をワークの載置面上に表示する表示部とを備え、前記圧入部は、先端部に前記インサートナットに挿し込まれる挿入部を有し、前記挿入部は、先端に行くに従って先細り形状をなす半球状または部分半球状をなす外側周面を有することを特徴とする。
【0009】
このようなインサートナット圧入機であれば、ワークの載置面上に圧入部の先端中心の下降位置を表示しているので、作業者は、載置面に表示された下降位置にインサートナットを位置合わせすればよいので、ワークの設置が容易となる。また、この状態で圧入部を下降させた場合に、インサートナットが多少位置ずれしていたとしても、半球状または部分半球状をなす外側周面を有する挿入部がインサートナットの開口部に接触して、インサートナットの位置ずれが矯正されて適切な位置となる。その結果、作業者がワークをセットする際の位置決めを精密に行わなくても、圧入時にワークの位置が精度良く決まることになり、ワークの設置作業や位置決め作業などの作業効率性及び加工精度を向上させることができる。また、従来のようにワーク形状毎に専用ステージを制作する必要がない。さらに、本発明のインサートナット圧入機によれば、作業者がワークを設置するという手作業を介在させたものであり、自動機のように高価な構成にする必要がないので、コスト効率を向上させることができる。
【0010】
また、本発明のインサートナット圧入機は、前記圧入部への圧入動作指示を入力するための入力スイッチと、前記入力スイッチにより圧入動作指示を受け取ると前記圧入部の昇降移動を制御する制御部とをさらに備えることが望ましい。
この構成であれば、作業者がワークを設置した後に入力スイッチを押下などの操作をするだけでインサートナットを圧入させることができる。その結果、より作業性を向上させることができる。また、手動で圧入することにより、圧入作業における位置決めの精度や再現性を確保することが困難なうえに腱鞘炎になる可能性もあり、これが製品の品質低下や生産効率の低下を引き起こす要因となっている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
グンゼ株式会社
ピン
12か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
23日前
東レ株式会社
フィルムの製造方法
8か月前
株式会社エフピコ
賦形シート
1か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
株式会社FTS
ロッド
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社漆原
シートの成形方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
3か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
トヨタ自動車株式会社
射出装置
9か月前
株式会社FTS
セパレータ
10か月前
株式会社神戸製鋼所
混練機
10か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社日本製鋼所
監視システム
14日前
株式会社コスメック
射出成形装置
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
8か月前
コイト電工株式会社
フレーム成形品
3か月前
足立建設工業株式会社
製管機
28日前
株式会社バルカー
シートガスケット
2か月前
花王株式会社
樹脂の分離方法
1日前
ダイハツ工業株式会社
3Dプリンタ
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ