TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135447
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024033298
出願日
2024-03-05
発明の名称
ブロー成形金型、及び、成形品の製造方法
出願人
デンカ株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
49/48 20060101AFI20250910BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形品の製造過程を簡素化する。
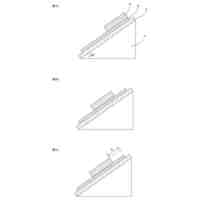
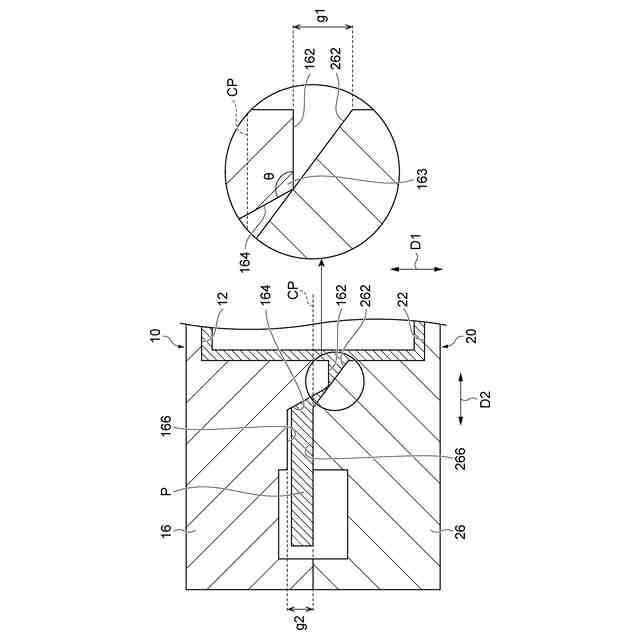
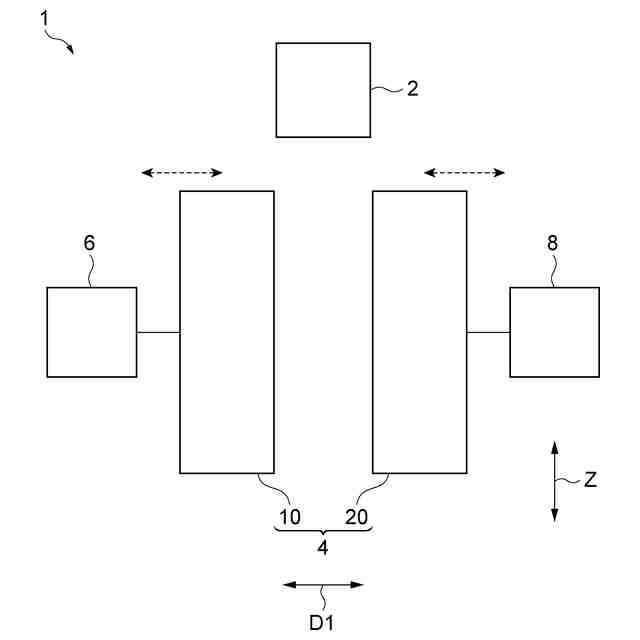
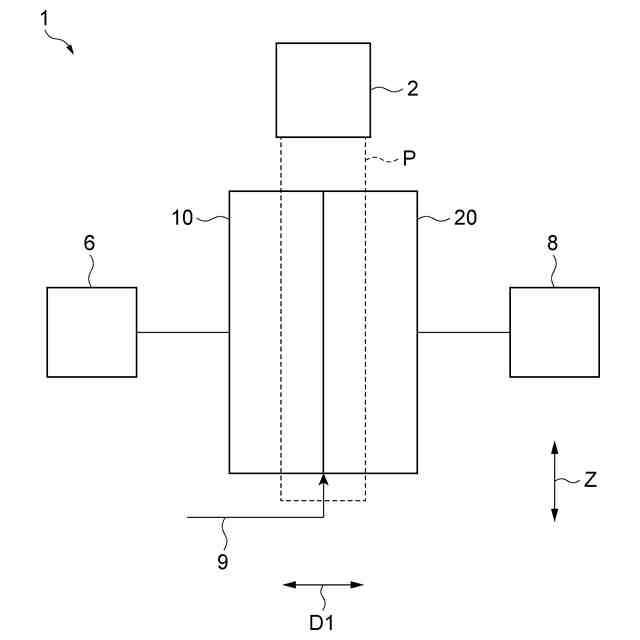
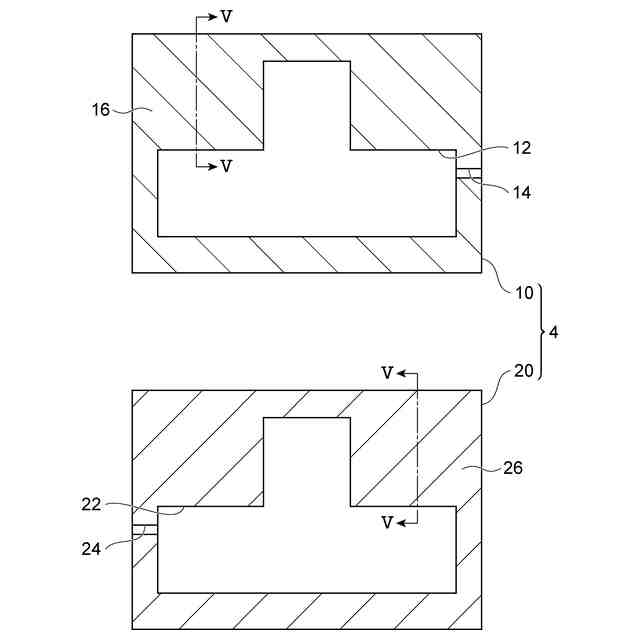
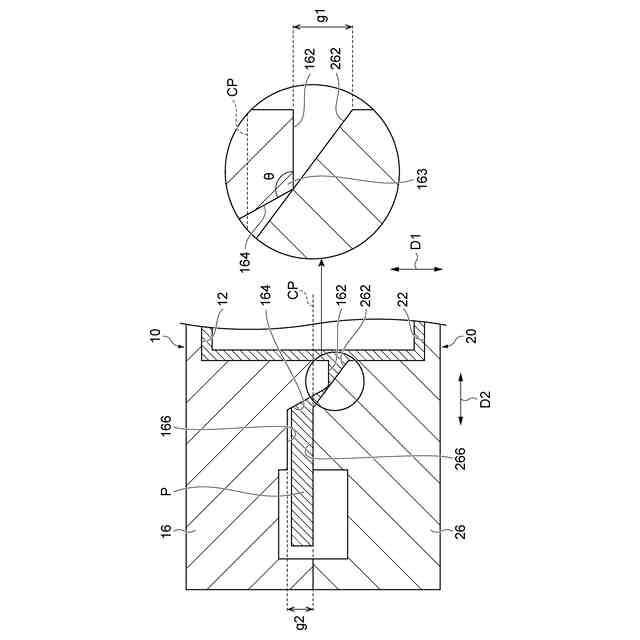
【解決手段】ブロー成形金型は、第1の型(10)及び第2の型(20)を備え、ブロー成形を行う金型である。第1の型(10)及び第2の型(20)それぞれは、パリソン(P)を挟持する挟持部(16,26)を有する。第1の型(10)の挟持部(16)は、第2の型(20)に対向する対向面(162)と、対向面(162)に接続され、外側を向く接続面(164)と、を含む。第2の型(20)の挟持部(26)は、対向面(162)と接続面(164)との接続箇所である角部(163)のみが当接可能となるように、対向面(162)及び接続面(164)の双方に対して傾く受け面(262)を含む。
【選択図】図5
特許請求の範囲
【請求項1】
第1の型及び第2の型を備え、ブロー成形を行うブロー成形金型であって、
前記第1の型及び前記第2の型それぞれは、パリソンを挟持する挟持部を有し、
前記第1の型の前記挟持部は、前記第2の型に対向する対向面と、前記対向面に接続され、外側を向く接続面と、を含み、
前記第2の型の前記挟持部は、前記対向面と前記接続面との接続箇所である角部のみが当接可能となるように、前記対向面及び前記接続面の双方に対して傾く受け面を含む、ブロー成形金型。
続きを表示(約 530 文字)
【請求項2】
前記対向面と前記接続面とがなす角度は、60°以上である、請求項1に記載のブロー成形金型。
【請求項3】
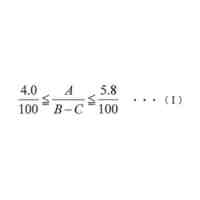
前記第1の型及び前記第2の型それぞれの前記挟持部は、前記パリソンを挟持した際に、前記角部よりも内側において前記挟持部同士の間に隙間g1が形成されるように構成されており、
前記挟持部の内側における端部での前記隙間g1の大きさは、0.5mm以上である、請求項1又は2に記載のブロー成形金型。
【請求項4】
前記第1の型及び前記第2の型それぞれの前記挟持部は、前記パリソンを挟持した際に、前記接続面及び前記受け面よりも外側において前記挟持部同士の間に隙間g2が形成されるように構成されており、
前記隙間g2の大きさは、0.5mm~5mmである、請求項1又は2に記載のブロー成形金型。
【請求項5】
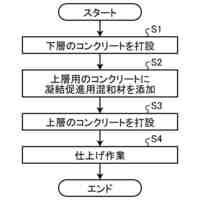
請求項1又は2に記載のブロー成形金型を用いて、ダイレクトブロー法によりブロー成形を行う成形工程を含む、成形品の製造方法。
【請求項6】
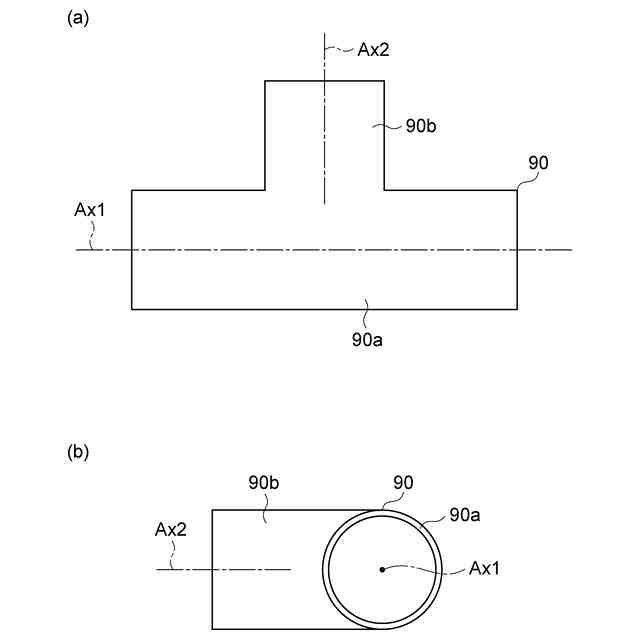
前記製造方法によって製造される成形品は、中心軸に関して非対称な形状を有する管である、請求項5に記載の成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ブロー成形金型、及び、成形品の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
下記特許文献1~3には、ブロー成形技術が開示されている。ブロー成形では、熱により柔らかくした樹脂がパイプ状(チューブ状)に押し出され、パイプ状の樹脂であるパリソンが一対の金型に挟まれる。また、パリソンが一対の金型に挟まれ樹脂が柔らかい状態で、パリソン内に空気(エアー)が吹き込まれる。空気の吹き込みにより樹脂が金型に押し当てられて冷却され、その結果、樹脂が固化されて成形品が得られる。ブロー成形では、射出成形と比べて低圧で成形品が作製できるため、金型等の装置が比較的簡便で安価になる。しかしながら、ブロー成形で得られた成形品には、バリと呼ばれる不要部分が生じるため、製品化するためには、成形品から、不要部分を取り除かなければならない。
【0003】
予め射出成形によってプリフォームを作製してからブロー成形を行うインジェクションブロー法もある。このインジェクションブロー法では、高精度でバリ取りの後工程が不要となり、生産性が高いため、中空の容器又はボトルなどの多数の製品の生産に用いられている。しかしながら、製品形状として円筒形状のみに適用され、インジェクション及びブローに関する設備と金型とが必要になるため、非常に大量な生産を行う場合に使用される。このインジェクションブロー法と区別するため、プリフォームを作製しない前述の成形法は、ダイレクトブロー法と称される。
【先行技術文献】
【特許文献】
【0004】
特開2004-1314号公報
特開2008-74001号公報
特開2013-111839号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本開示は、成形品の製造過程の簡素化に有用なブロー成形金型、及び、成形品の製造方法を提供する。
【課題を解決するための手段】
【0006】
[1]第1の型及び第2の型を備え、ブロー成形を行うブロー成形金型であって、前記第1の型及び前記第2の型それぞれは、パリソンを挟持する挟持部を有し、前記第1の型の前記挟持部は、前記第2の型に対向する対向面と、前記対向面に接続され、外側を向く接続面と、を含み、前記第2の型の前記挟持部は、前記対向面と前記接続面との接続箇所である角部のみが当接可能となるように、前記対向面及び前記接続面の双方に対して傾く受け面を含む、ブロー成形金型。
【0007】
[2]前記対向面と前記接続面とがなす角度は、60°以上である、上記[1]に記載のブロー成形金型。
【0008】
[3]前記第1の型及び前記第2の型それぞれの前記挟持部は、前記パリソンを挟持した際に、前記角部よりも内側において前記挟持部同士の間に隙間g1が形成されるように構成されており、前記挟持部の内側における端部での前記隙間g1の大きさは、0.5mm以上である、請求項1又は2に記載のブロー成形金型。
【0009】
[4]前記第1の型及び前記第2の型それぞれの前記挟持部は、前記パリソンを挟持した際に、前記接続面及び前記受け面よりも外側において前記挟持部同士の間に隙間g2が形成されるように構成されており、前記隙間g2の大きさは、0.5mm~5mmである、上記[1]~[3]のいずれか1つに記載のブロー成形金型。
【0010】
[5]上記[1]~[4]のいずれか1つに記載のブロー成形金型を用いて、ダイレクトブロー法によりブロー成形を行う成形工程を含む、成形品の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
デンカ株式会社
人工毛髪用繊維束
今日
デンカ株式会社
窒化ホウ素粉末及び樹脂組成物
今日
デンカ株式会社
窒化ホウ素粉末及び樹脂組成物
今日
デンカ株式会社
接合基板、及び接合基板の製造方法
今日
デンカ株式会社
ウェハ加工用フィルム及びウェハ加工方法
今日
デンカ株式会社
ゴム組成物、加硫成形体、及びゴムロール
今日
デンカ株式会社
クロロプレン系重合体ラテックス組成物及び接着剤組成物
今日
デンカ株式会社
クロロプレン系重合体ラテックス組成物、及び、浸漬成形体
今日
デンカ株式会社
蛍光体粉末、真贋判定用発光剤、真贋判定方法、及び、発光装置
今日
清水建設株式会社
コンクリートの施工方法
1日前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
プリプレグテープ
12か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
11か月前
東レ株式会社
フィルムの製造方法
6か月前
個人
射出ミキシングノズル
11か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社FTS
ロッド
7か月前
日機装株式会社
加圧システム
4か月前
東レ株式会社
フィルムの製造方法。
1か月前
個人
樹脂可塑化方法及び装置
8か月前
株式会社カワタ
計量混合装置
3か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
NOK株式会社
樹脂ゴム複合体
16日前
株式会社FTS
成形装置
8か月前
株式会社漆原
シートの成形方法
3か月前
株式会社シロハチ
真空チャンバ
10か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
23日前
株式会社神戸製鋼所
混練機
7か月前
株式会社不二越
射出成形機
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ