TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025134596
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2024061932
出願日
2024-04-08
発明の名称
セルフピアシングリベット接合のプロセス品質制御方法
出願人
三研空機株式会社
代理人
弁理士法人アイミー国際特許事務所
主分類
B21J
15/00 20060101AFI20250909BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】リベット接合品質を保証し得るリベット接合のプロセス品質制御方法を提供する。
【解決手段】セルフピアシングリベット接合のプロセス品質制御方法は、セルフピアシングリベット接合装置の起動と、セルフピアシングリベット接合装置の運転パラメータの取得と、リベット接合対象板材のパラメータの取得と、歪み率の算出と、リベット密着欠陥率の算出と、動的調整および制御の各ステップを含む。リベットの歪み率、リベット密着欠陥率の影響関係式を確立し、検出技術と組み合わせてリベット接合過程のリアルタイムモニタリングを行い、関係式に基づいて各影響パラメータがリベット接合プロセス品質に及ぼす具体的な影響を分析して、影響パラメータを調整することにより、自己適応最適化を実現し、リベット接合品質を有効に保証して生産要求を満たすようにする。
【選択図】図1
特許請求の範囲
【請求項1】
セルフピアシングリベット接合のプロセス品質制御方法であって、
ステップS100として、セルフピアシングリベット接合装置の起動ステップを備え、
前記セルフピアシングリベット接合装置は、フレームと、動力機構と、搬送機構と、送給機構と、ガイド機構とを含み、
前記フレームはC形構造であり、前記動力機構はフレーム開放端の上部に取り付けられ、上部に対向する下部にはこれに対応してリベット接合対象材を取り付けるダイが設けられ、
前記動力機構内に設置された遊星ローラースクリューの出力端は前記送給機構内に貫設されたパンチロッドに接続され、前記送給機構の下端内に横方向通路が設けられ、フレームに取り付けられた前記搬送機構は、その出力端がリベット付きのベルトをガイドチューブに通すとともに前記横方向通路を貫通させ、前記送給機構の末端は前記ガイド機構に接続され、
前記ガイド機構はリベット送給ノズルが内部に設置されたガイド筒を含み、前記リベット送給ノズル内はリベットを押し出すガイド通路であり、前記リベット送給ノズルの頂端は前記ガイド筒の頂端から突出し、かつガイドジョイントを介して前記送給機構内の貫通孔の末端と突き当たり、動力機構の作用で下向きのパンチ力Fを付与し、パンチロッドがリベットを前記リベット送給ノズル内のガイド通路を介してダイまで打ち込み、リベット接合対象材との接合が完成するものであり、
ステップS200として、セルフピアシングリベット接合装置の運転パラメータを取得するステップを備え、
前記運転パラメータには、パンチ力Fと、リベット送給ノズルのリベットに対する周方向抱締め応力σと、ベルトの移動タクトtと、パンチ力がリベットに作用する時間Tと、リベットの長さLとが含まれており、
ステップS300として、リベット接合対象板材のパラメータを取得するステップを備え、
前記リベット接合対象板材のパラメータには、前記リベット接合対象板材の硬度Bと、厚みHと、リベット穴直径に対するリベット直径の比nとが含まれており、
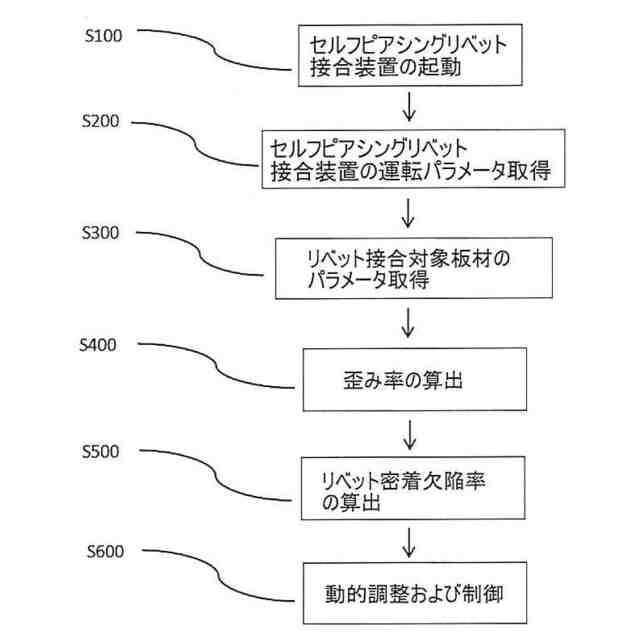
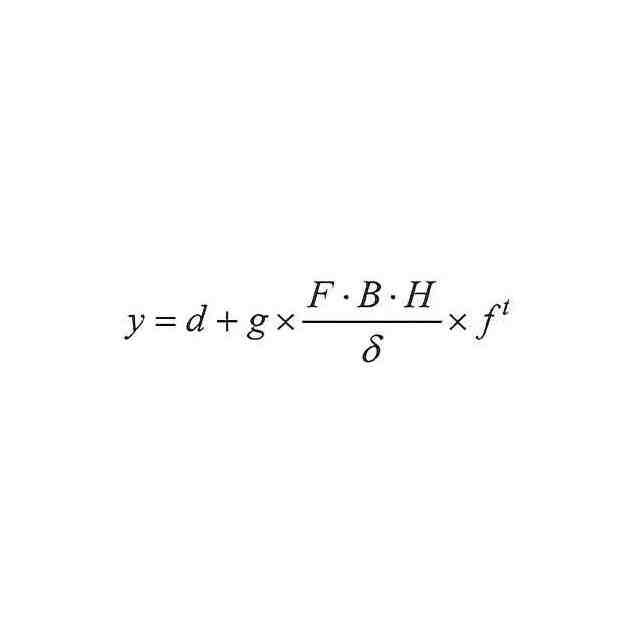
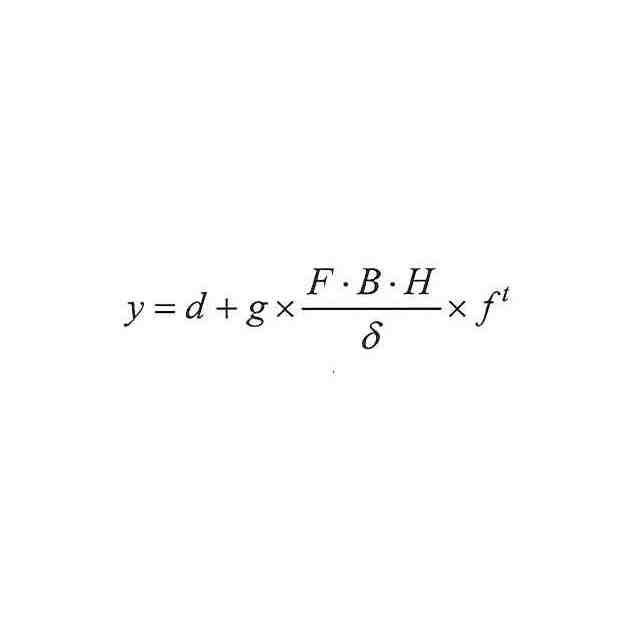
ステップS400として、歪み率の算出を行うステップを備え、
前記歪率は、以下の式によって算出されるものであり、
JPEG
2025134596000010.jpg
20
59
上記式中、d、f、g値は調整係数であり、Fはパンチ力であり、Bは板材の硬度であり、Hはリベット接合対象板の厚みであり、σは周方向抱締め応力であり、tはベルトの移動タクトであり、
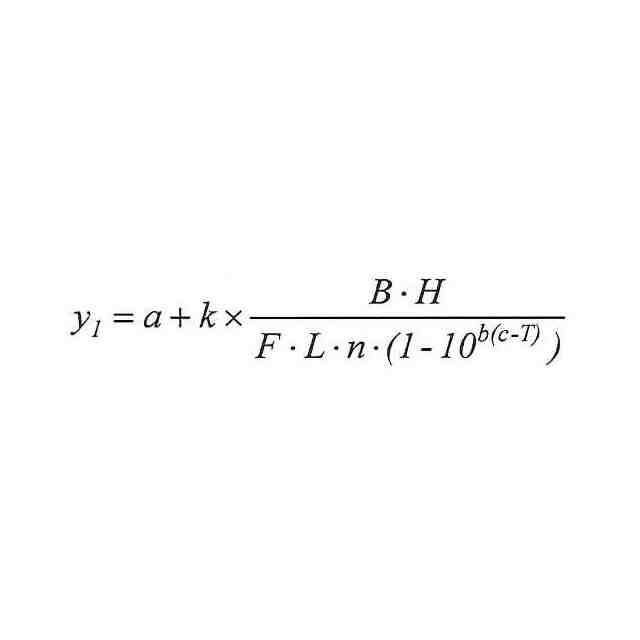
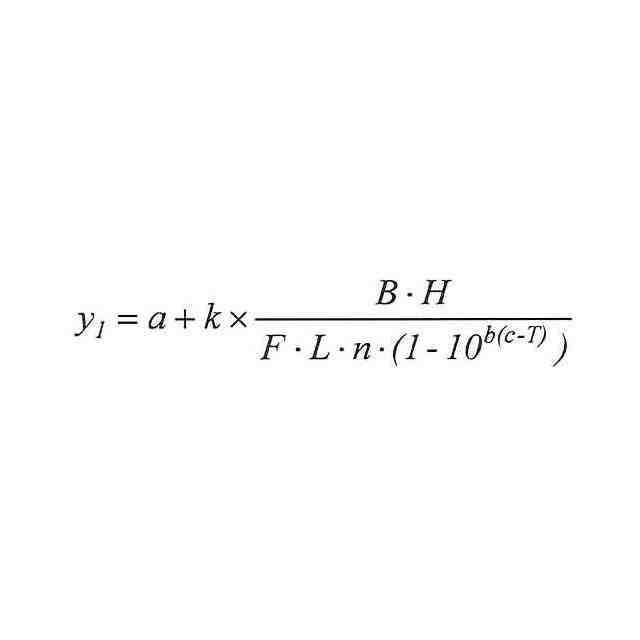
ステップS500として、リベット密着欠陥率の算出を行うステップを備え、
前記リベット密着欠陥率は以下の式によって算出されるものであり、
JPEG
2025134596000011.jpg
20
77
上記式中、a、b、c、kの値は調整係数であり、Fはパンチ力であり、Lはリベットの長さであり、nはリベット穴直径に対するリベット直径の比であり、Bはリベット接合対象板材の硬度であり、Hはリベット接合対象板の厚みであり、Tはパンチ力がリベットに作用する時間であり、さらに
ステップS600として、動的調整および制御を行うステップを備え、
前記ステップS600において、算出した歪み率とリベット密着欠陥率とが生産要求を満たすか否かに基づき、ステップS400とステップS500によって関連パラメータを動的に調整し、調整後の歪み率とリベット密着欠陥率とが要求を満たしたら調整作業を停止する、ことを特徴とする、セルフピアシングリベット接合のプロセス品質制御方法。
続きを表示(約 430 文字)
【請求項2】
歪み率の算出における歪みとは、リベット頭部の片寄りおよびリベット頭部の傾きであることを特徴とする、請求項1に記載のセルフピアシングリベット接合のプロセス品質制御方法。
【請求項3】
リベット密着欠陥率の算出におけるリベット密着欠陥とは、リベットの皿頭の陥没、皿頭リベット周縁部の部分的な縁欠け、皿頭の突出、リベット頭部の円形不完全、リベット頭部周縁の押し潰し、または、リベット頭部の周縁部と接合対象の辺縁との密着不足であることを特徴とする、請求項1に記載のセルフピアシングリベット接合のプロセス品質制御方法。
【請求項4】
前記リベット送給ノズルの外に複数の環状路が設けられ、各環状路に可撓性部材が設けられ、前記リベット送給ノズルは2枚または3枚の円弧形ピースが抱き囲むようにしてなり、リベットに対する周方向の抱締めを形成することを特徴とする、請求項1に記載のセルフピアシングリベット接合のプロセス品質制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、リベット接合のプロセス品質制御方法に関し、具体的には、セルフピアシングリベット(SPR)を用いるリベット接合のプロセス品質制御方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
SPR(Self-piercing Rivet)を用いたリベット接合は、自動車の軽量化、省エネルギー・排出削減を実現し、新エネルギー自動車の航続距離を増加させるうえで重要な接合技術である。セルフピアシングリベット接合とは、SPRリベットが外力の作用で板材を貫通し、かつ下板材中で流動展延し、相互に噛み合った塑性変形を形成するリベット接合プロセスのことをいう。そのリベット接合点は高い引張強度とせん断強度を有し、セルフピアシングリベット接合技術は、アルミスポット溶接技術では接合性能の要求が満たせないという問題を解決し、疲労強度不足、リベットのコーティングとアルミニウム材との不適合などの問題を克服している。
【0003】
ここで、リベット接合のプロセス品質を保証する重要な制御指標は、リベットの歪み率、そしてリベットと接合対象板材との密着度である。従来のリベット接合プロセスは、一般的に、過去の作業経験と現在のリベット接合での欠陥率とを結合してリベット接合の構成パラメータを確定し、目視識別または超音波検出技術を用いてリベット接合の品質をモニタリングしている。
【0004】
しかし、このようなプロセスにおける過去のリベット接合経験に依存して確定された構成パラメータは正確度が低く、1バッチのリベット接合パラメータが固定されて変更できず、例えばパンチロッドのパンチ力、ベルトの移動タクトなどのパラメータは、元のパラメータ構成をモニタリング結果に応じて自己適応的に最適化することができず、リベット接合の品質が保証されにくい。
【0005】
そのため、セルフピアシングリベット接合のプロセス品質制御方法を設計して上述の問題を解決する必要がある。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、セルフピアシングリベットを用いたリベット接合のプロセス品質制御方法を提供して、上述の背景技術における問題を解決することを目的とする。
【課題を解決するための手段】
【0007】
上述の目的を実現するために、本発明では以下の技術的解決手段を提供する。
【0008】
セルフピアシングリベット接合のプロセス品質制御方法であって、以下のステップを含む。
【0009】
ステップS100:セルフピアシングリベット接合装置の起動
セルフピアシングリベット接合装置は、フレームと、動力機構と、搬送機構と、送給機構と、ガイド機構とを含む。前記フレームはC形構造であり、前記動力機構はフレーム開放端の上部に取り付けられ、上部に対向する下部にはこれに対応してリベット接合対象材を取り付けるダイが設けられる。前記動力機構内に設置された遊星ローラースクリューの出力端は前記送給機構内に貫設されたパンチロッドに接続され、前記送給機構の下端内に横方向通路が設けられる。フレームに取り付けられた前記搬送機構は、その出力端がリベット付きのベルトをガイドチューブに通すとともに前記横方向通路を貫通させ、前記送給機構の末端は前記ガイド機構に接続される。前記ガイド機構はリベット送給ノズルが内部に設置されたガイド筒を含み、前記リベット送給ノズル内はリベットを押し出すガイド通路であり、前記リベット送給ノズルの頂端は前記ガイド筒の頂端から突出し、かつガイドジョイントを介して前記送給機構内の貫通孔の末端と突き当たり、動力機構の作用で下向きのパンチ力Fを付与し、パンチロッドがリベットを前記リベット送給ノズル内のガイド通路を介してダイまで打ち込み、リベット接合対象材との接合が完成する。
【0010】
ステップS200:セルフピアシングリベット接合装置の運転パラメータの取得
運転パラメータには、パンチ力Fと、リベット送給ノズルのリベットに対する周方向抱締め応力σと、ベルトの移動タクトtと、パンチ力がリベットに作用する時間Tと、リベットの長さLとが含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三研空機株式会社
ベルト式サーボリベット接合装置
1か月前
三研空機株式会社
セルフピアシングリベット接合のプロセス品質制御方法
1日前
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
6か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
2か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
オムロン株式会社
導線折り曲げ治具
21日前
トヨタ紡織株式会社
プレス装置
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
株式会社西田製作所
パンチャーヘッド
4か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ金型
20日前
株式会社トラバース
パンチング加工装置
4か月前
日産自動車株式会社
逐次成形方法
7か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社TMEIC
監視装置
5か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社不二越
転造加工用平ダイス
5か月前
株式会社カネミツ
筒張出部形成方法
7か月前
株式会社吉野機械製作所
プレス機械
7か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社三明製作所
転造装置
8か月前
ユニプレス株式会社
プレス加工装置
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
5か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
株式会社三明製作所
転造装置
20日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































