TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116775
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024061211
出願日
2024-04-05
発明の名称
ベルト式サーボリベット接合装置
出願人
三研空機株式会社
代理人
弁理士法人アイミー国際特許事務所
主分類
B21J
15/10 20060101AFI20250801BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ベルト式サーボリベット接合装置を提供する。
【解決手段】リベット接合装置は、C形フレームと、動力機構と、搬送機構と、送給機構と、牽引機構と、ガイド機構とを含む。送給機構は動力機構に接続され、搬送機構上のベルト出力端は、ガイドチューブを介して送給機構のベルト通路を通り、牽引機構に接続される。パンチ穴の末端はガイド機構に嵌合され、リベットはガイド機構を介してダイに送られて、接合対象材とのリベット接合が完了する。搬送機構と、送給機構と、牽引機構との組み合わせによってリベットに対する2回の精密位置決めを完了させており、位置決め機構は下向きにパンチするパンチロッドに対するガイドおよび位置制限の作用も果たし、パンチロッドの打ち位置がずれる確率が低下する。また、装着穴にリベットがなかった場合、次のリベットの頭部辺縁が感知プレート自由端に押し当たるまではパンチロッドがリベット打込みを行わないため、パンチロッドが空打ちする確率が低下し、リベット接合の品質が保証される。
【選択図】図1
特許請求の範囲
【請求項1】
C形フレームと、動力機構と、搬送機構と、送給機構と、牽引機構と、ガイド機構とを含み、
前記C形フレームの開口側の上部に縦方向に貫通孔が設けられ、その下部に対応するようにリベット接合対象材を取り付けるダイが設けられ、前記搬送機構は立柱を介して前記C形フレームの非開口側の上部移行区に固定され、
前記搬送機構は、ローラーとリールとを含み、前記ローラーの外側に前記リールが係合し、前記リール上にベルトが巻かれ、前記ベルトには、センターラインに沿って1列の等間隔に並んだ装着穴が設けられ、各装着穴に対応してリベットが設置され、前記ベルトの辺縁両側にそれぞれ1列の等間隔に並び位置が相互対応した位置決め穴が設けられ、前記位置決め穴と前記装着穴とは相互に離隔し、等距離に均等に設置され、前記ローラー内にリールを連動して逆回転させるためのコイルばねが設けられ、
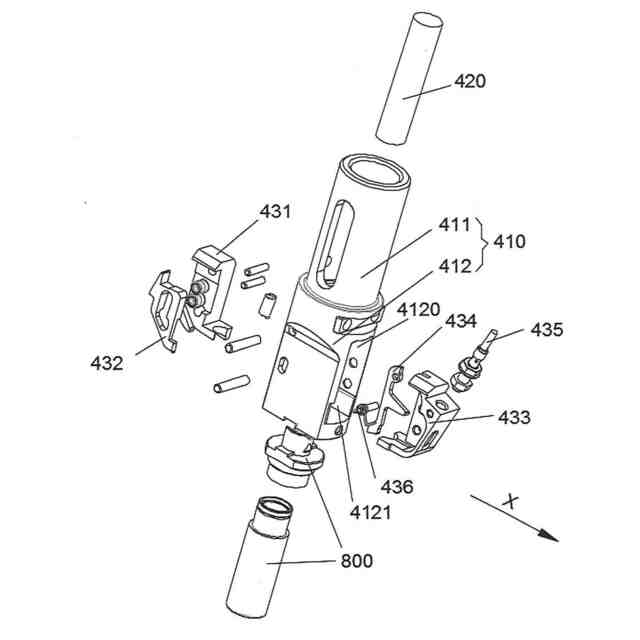
前記送給機構は、供給本体と、パンチロッドと、位置決め機構とを含み、前記供給本体は上筒体と支持体とを含み、前記支持体内に前記上筒体と同軸の貫通パンチ穴が設けられ、前記パンチロッドは前記パンチ穴を貫通し、前記動力機構の出力端は縦方向に前記貫通孔を通って前記パンチロッドの入力端に接続され、前記上筒体は前記動力機構の下端に嵌合され、前記支持体上部のベルト排出方向側にアームが上向きに取り付けられ、前記アームに前記牽引機構が固定接続され、前記支持体下部のベルト搬送方向の両側に前記位置決め機構を取り付ける凹溝が設けられ、前記支持体下部両側に位置する凹溝の末端近傍箇所にベルト通路が設けられ、前記位置決め機構の下端は、下向きに運動するパンチロッドおよびパンチロッド下のリベットに対する位置制限を行い、
前記搬送機構上のベルト出力端は、ガイドチューブを介して前記ベルト通路を通り、前記牽引機構に接続され、前記パンチ穴の末端は前記ガイド機構に嵌合され、リベットが前記ガイド機構を介してダイに送られて接合対象材とのリベット接合が完了することを特徴とする、ベルト式サーボリベット接合装置。
続きを表示(約 2,700 文字)
【請求項2】
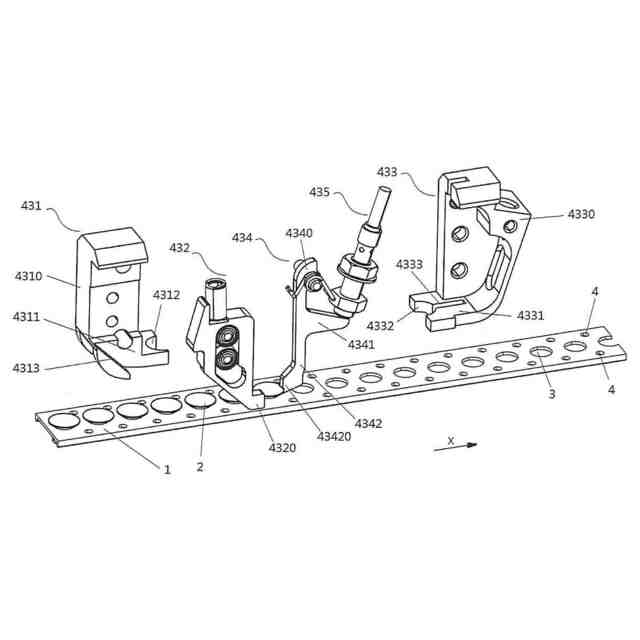
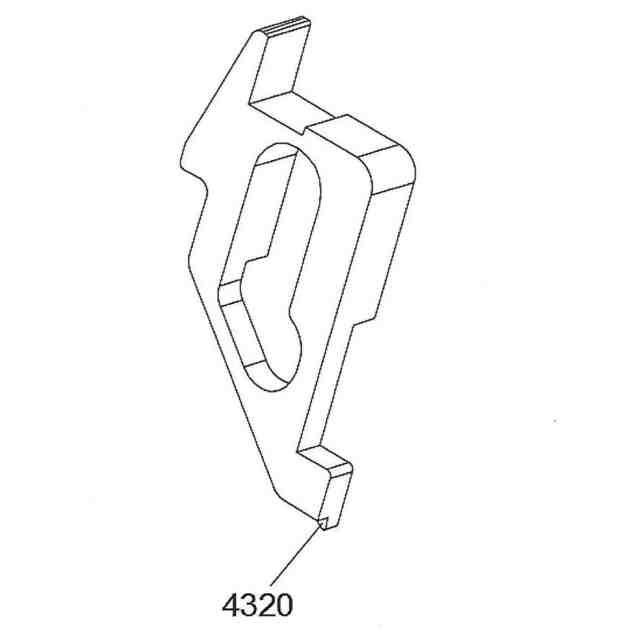
前記位置決め機構は、第1のリミットブロックと、第2のリミットブロックと、係止部材と、感知プレートと、感知器とを含み、前記凹溝は第1の凹溝と第2の凹溝に分けられ、前記第1の凹溝は支持体上のベルト供給口側に設けられ、前記第2の凹溝は支持体上のベルト排出口側に設けられ、前記第1のリミットブロックは係止部材に突き当たるとともに前記第1の凹溝内に取り付けられ、前記第2のリミットブロックは感知プレートに突き当たるとともに前記第2の凹溝内に取り付けられ、
前記第1のリミットブロックは第1のリミット本体を含み、前記第1のリミット本体下端のベルト搬送方向側に第1の延伸部が設けられ、前記第1の延伸部にはリベット頭部辺縁部分の外周に対応した第1のアーチ形当接縁が設けられ、前記第1のリミット本体の底端の片側に傾斜突起が設けられ、前記係止部材は前記傾斜突起に置かれて前記第1のリミット本体と固定接続され、前記係止部材の底端に切欠き係止部が設けられ、ベルトがコイルばねの反力によって引き戻されると切欠き係止部が位置決め穴に引掛かり、
前記第2のリミットブロックは第2のリミット本体を含み、前記第2のリミット本体下端のベルト搬送逆方向側に第2の延伸部が設けられ、前記第2の延伸部には第1のアーチ形当接縁に対称な第2のアーチ形当接縁が設けられ、ベルト搬送方向のセンターラインに沿ってアーチ形当接縁から前記第2の延伸部にかけて摺動溝が設けられ、
前記第1のアーチ形当接縁と前記第2のアーチ形当接縁とは垂直方向の位置がずらされており、
前記感知プレートは、頂端と、翼端と、底部自由端とを含み、前記感知プレートの頂端は、ねじりばねが嵌められて前記第2のリミット本体と回転可能に接続され、ベルト搬送過程においてベルト上のリベットの頭部辺縁は前記自由端に押し当たると、前記感知プレートの翼端と前記第2のリミット本体に取り付けられた感知器とが接触するまで摺動溝内を搬送方向に摺動させることを特徴とする、請求項1に記載のベルト式サーボリベット接合装置。
【請求項3】
前記自由端にリベット当接部が設けられ、前記リベット当接部と前記翼端との延伸方向は逆であり、ベルト搬送過程においてベルト上のリベットの頭部辺縁は前記リベット当接部に押し当たることを特徴とする、請求項2に記載のベルト式サーボリベット接合装置。
【請求項4】
前記ローラーは部材収容筒と、主軸と、回転軸とをさらに含み、前記主軸は前記部材収容筒内に貫設され、前記主軸の一端に前記回転軸が外嵌され、前記主軸の他端は前記部材収容筒の首部から伸び出して固定軸に接続され、前記固定軸は前記立柱上に固定され、前記部材収容筒と前記主軸との間にさらに軸受が設けられ、前記回転軸の主軸から離れた側の端部内に位置制限軸が接続され、前記位置制限軸上に前記コイルばねが嵌設され、前記部材収容筒の後部外周に均等に分布するように、リールを接続するための若干の係合器が設けられ、その後部端面にエンドカバーが設けられることを特徴とする、請求項1に記載のベルト式サーボリベット接合装置。
【請求項5】
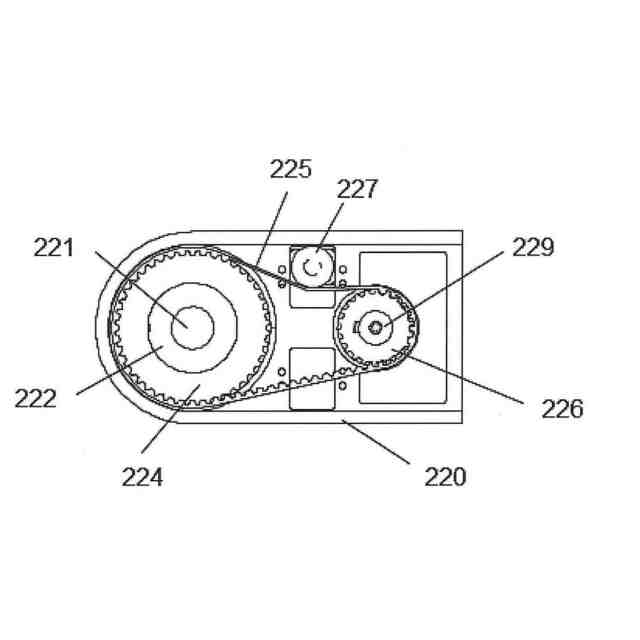
前記牽引機構は、第1のシリンダーと、歯車と、前記アーム上に固定される牽引ベースとを含み、前記牽引ベース内に牽引軸が設けられ、前記牽引軸上に前記歯車が設けられ、前記牽引ベース外に前記第1のシリンダーが固定接続され、前記第1のシリンダーは牽引軸を駆動して回転させることを特徴とする、請求項1に記載のベルト式サーボリベット接合装置。
【請求項6】
前記歯車は2列形歯車であり、前記2列形歯車における各歯車のピッチは前記ベルト搬送方向で隣り合う位置決め穴のピッチと同じであり、前記2列の歯車間の距離は、前記ベルト辺縁の2列の位置決め穴の列間距離と同じであることを特徴とする、請求項5に記載のベルト式サーボリベット接合装置。
【請求項7】
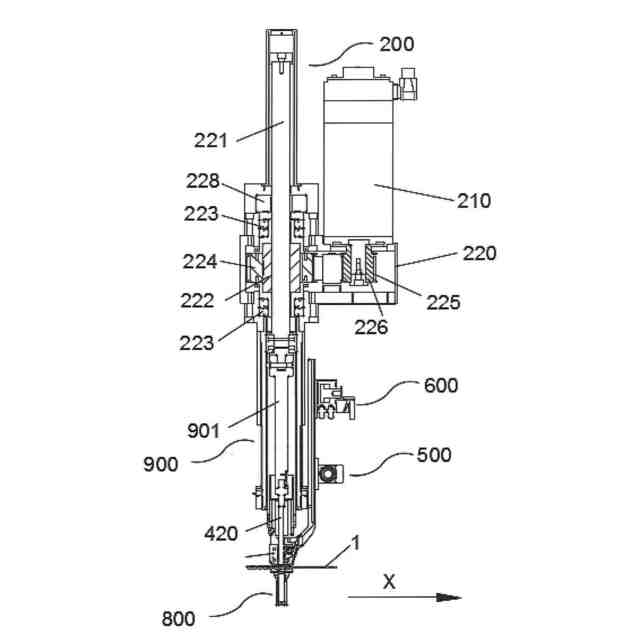
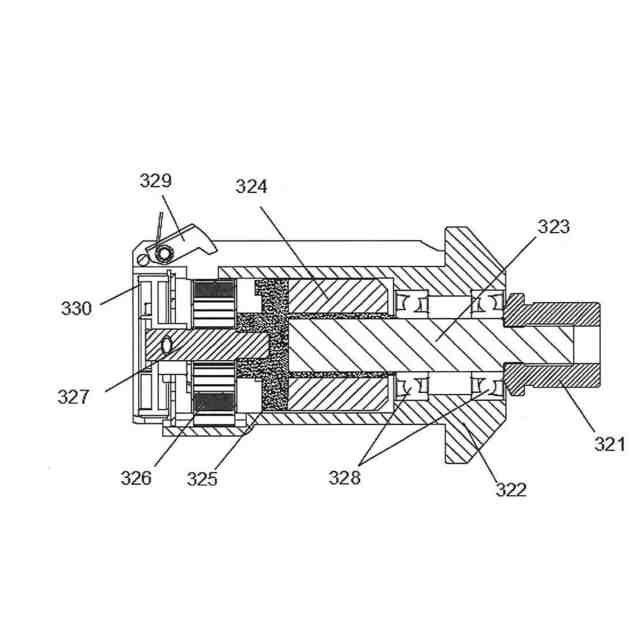
前記動力機構は動力ヘッド本体を含み、前記動力ヘッド本体の外部にサーボモーターが接続され、前記サーボモーターの出力端は第2のタイミングプーリーに接続され、
前記動力ヘッド本体内に遊星ローラースクリューが設けられ、スクリューナットが外嵌された前記遊星ローラースクリューは、前記動力ヘッド本体内に貫設され、前記動力ヘッド本体内にさらにスラスト軸受が固定的に設けられ、前記スラスト軸受は前記遊星ローラースクリューに外嵌されるとともに前記スクリューナットの両端に位置し、
前記スクリューナットに第1のタイミングプーリーが外嵌され、前記第1のタイミングプーリーはタイミングベルトを介して前記第2のタイミングプーリーと接続され、前記タイミングベルトの外側にタイミングベルトの緊張度を調整するテンションプーリーが設けられ、
前記サーボモーターは前記タイミングベルトを介して前記遊星ローラースクリューを駆動して回転させ、前記遊星ローラースクリューは前記スラスト軸受との組み合わせによって動力ヘッド本体に対する昇降運動を実現し、
前記スラスト軸受の上方に圧力センサーが設けられ、前記遊星ローラースクリューの末端にさらにリミットセンサーが設けられ、前記サーボモーターの後端にさらにロータリーエンコーダーが設けられることを特徴とする、請求項1に記載のベルト式サーボリベット接合装置。
【請求項8】
さらにプレ押圧機構を含み、前記プレ押圧機構内にメインロッドが貫設され、前記動力機構の出力端は縦方向に前記貫通孔を通って前記メインロッドの入力端に接続され、前記メインロッドの出力端は前記パンチロッドの入力端に接続されることを特徴とする、請求項1に記載のベルト式サーボリベット接合装置。
【請求項9】
さらに切断機構を含み、前記切断機構は前記牽引機構の真上に位置して前記アームに取り付けられ、前記ベルトは前記牽引機構を通って前記切断機構に入ることを特徴とする、請求項1に記載のベルト式サーボリベット接合装置。
【請求項10】
さらに緩衝機構を含み、前記緩衝機構は緩衝ベースを含み、前記緩衝ベースは前記立柱上に固定され、その取り付け方向は前記立柱と90°を呈し、前記緩衝ベースの底端に第2のシリンダーが接続され、前記第2のシリンダーは接続ロッドを介して前記C形フレームの非開口側に固定されることを特徴とする、請求項1に記載のベルト式サーボリベット接合装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、リベット接合装置に関し、具体的には、ベルト式サーボリベット接合装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
セルフピアシングリベット(SPR)を利用するリベット接合技術は、自動車製造業界で広く応用され、かつ極めて重要な接合プロセスである。主に2つ以上の金属部材の接合に用いられ、リベットに圧力を加えることで被接合部材を貫通させるとともに機械的な内部ロックを形成して、堅固な機械的接合を実現する。リベット接合の品質と安定性を確保するには、リベットに対する正確な位置決めが不可欠である。現在使用されているリベット接合装置では、リベットを接合対象材に送り込む前に、通常、空気圧または液圧デバイスによってリベット送給ベルトを駆動し、専門の治具を使用して1回でリベットの把持・位置決めを行う。この位置決め方法は構造が単純で生産に便利であるが、パンチロッドの打ち位置がずれる確率が高く、リベットが貫通しロッキングする動的変化の過程において1回の位置決めのみに頼ってリベット位置の正確さを確保することは難しく、リベット接合の品質と生産効率を保証することができない。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は、ベルト式サーボリベット接合装置を提供することによって、上記「背景技術」で提起したような問題点、すなわち従来技術においてリベットを接合対象材に送り込む前に専門の治具を使用して1回でリベットの把持・位置決めを行っており、パンチロッドの打ち位置がずれる確率が高く、リベットが貫通しロッキングする動的変化の過程において1回の位置決めのみに頼ってリベット位置の正確さを確保することは難しく、リベット接合の品質と生産効率を保証することができない、という問題を解決することを目的とする。
【0004】
上記において、使用するリベットは、典型的には、セルフピアシングリベット(SPR)である。
【課題を解決するための手段】
【0005】
上述の目的を実現するために、本発明では以下の技術的解決手段を提供する。
【0006】
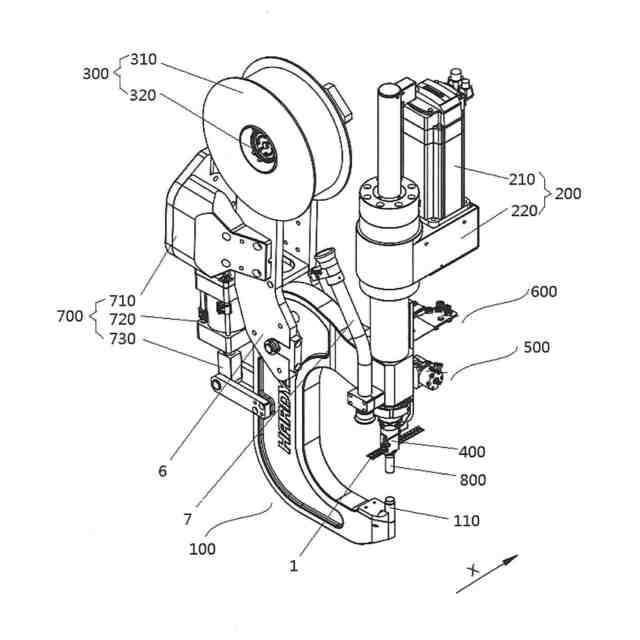
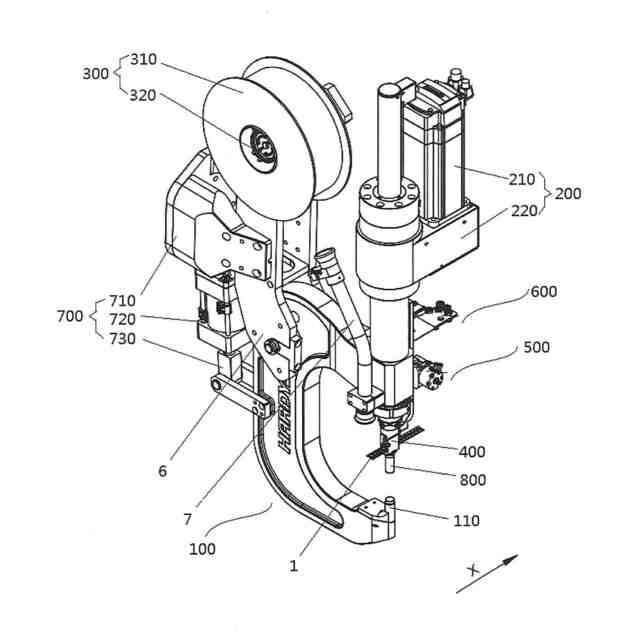
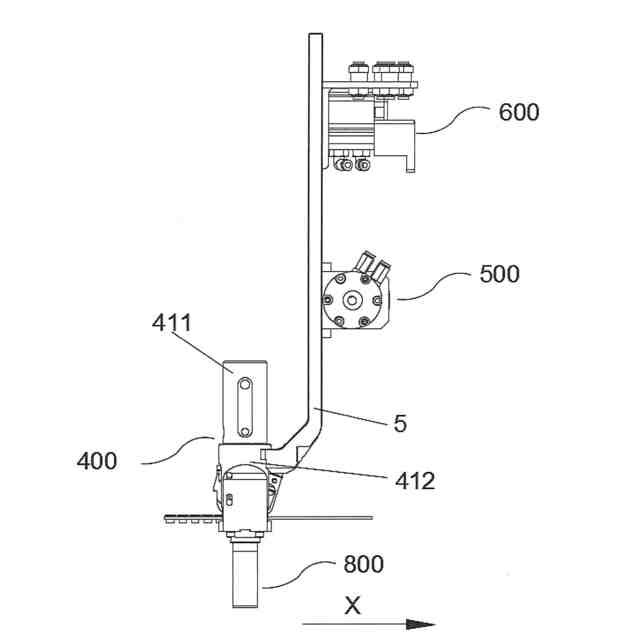
ベルト式サーボリベット接合装置であって、C形フレームと、動力機構と、搬送機構と、送給機構と、牽引機構と、ガイド機構とを含む。リベットは、例えばセルフピアシングリベット(SPR)である。C形フレームの開口側の上部に縦方向に貫通孔が設けられ、その下部に対応するようにリベット接合対象材を取り付けるダイが設けられ、前記搬送機構は立柱を介して前記C形フレームの非開口側の上部移行区に固定される。
【0007】
前記搬送機構は、ローラーとリールとを含む。前記ローラーの外側に前記リールが係合し、前記リール上にベルトが巻かれる。前記ベルトには、センターラインに沿って1列の等間隔に並んだ装着穴が設けられ、各装着穴に対応してリベットが設置され、前記ベルトの辺縁両側にそれぞれ1列の等間隔に並び位置が相互対応した位置決め穴が設けられる。前記位置決め穴と前記装着穴とは相互に離隔し、等距離に均等に設置される。前記ローラー内にリールを連動して逆回転させるためのコイルばねが設けられ、
前記送給機構は、供給本体と、パンチロッドと、位置決め機構とを含む。前記供給本体は上筒体と支持体とを含み、前記支持体内に前記上筒体と同軸の貫通パンチ穴が設けられ、前記パンチロッドは前記パンチ穴を貫通する。
【0008】
前記動力機構の出力端は縦方向に前記貫通孔を通って前記パンチロッドの入力端に接続され、前記上筒体は前記動力機構の下端に嵌合される。
【0009】
前記支持体上部のベルト排出方向側にアームが上向きに取り付けられ、前記アームに前記牽引機構が固定接続され、前記支持体下部のベルト搬送方向の両側に前記位置決め機構を取り付ける凹溝が設けられる。
【0010】
前記支持体下部両側に位置する凹溝の末端近傍箇所にベルト通路が設けられ、前記位置決め機構の下端は、下向きに運動するパンチロッドおよびパンチロッド下のリベットに対する位置制限を行い、前記搬送機構上のベルト出力端は、ガイドチューブを介して前記ベルト通路を通り、前記牽引機構に接続され、前記パンチ穴の末端は前記ガイド機構に嵌合され、リベットが前記ガイド機構を介してダイに送られ、接合対象材とのリベット接合が完了する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三研空機株式会社
ベルト式サーボリベット接合装置
1か月前
三研空機株式会社
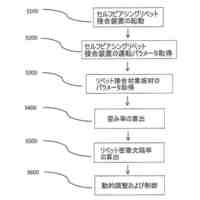
セルフピアシングリベット接合のプロセス品質制御方法
5日前
三研空機株式会社
リベット接合装置のためのリベット横転防止自動送給装置
1か月前
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
日伸工業株式会社
プレス加工装置
2か月前
日東精工株式会社
中空軸部品の製造方法
2か月前
株式会社不二越
NC転造盤
2か月前
オムロン株式会社
導線折り曲げ治具
25日前
トヨタ紡織株式会社
プレス金型
3日前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
2か月前
株式会社アマダ
曲げ金型
24日前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社TMEIC
監視装置
5か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社三明製作所
転造装置
24日前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
ユニプレス株式会社
プレス加工装置
1か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社不二越
転造加工用平ダイス
5か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
株式会社TMEIC
制御システム
2か月前
株式会社エナテック
製品分離システム
6か月前
JFEスチール株式会社
熱延鋼板の製造方法
1か月前
株式会社アマダ
プレスブレーキ
1か月前
株式会社TMEIC
誘導加熱装置
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ