TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025131270
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028908
出願日
2024-02-28
発明の名称
ラミネート成形用金属樹脂接合体、積層体及びラミネート成形用金属樹脂接合体の製造方法
出願人
三菱ケミカル株式会社
代理人
弁理士法人特許事務所サイクス
主分類
B32B
15/08 20060101AFI20250902BHJP(積層体)
要約
【課題】本発明は、金属層に対する接着性が良好であり、かつ他の樹脂層(ポリフェニレンスルフィド層)に対する接着性が良好な金属樹脂接合体を提供することを課題とする。
【解決手段】
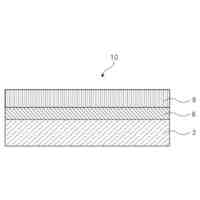
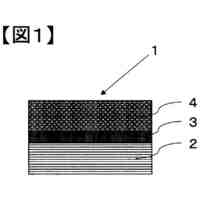
金属層上に、樹脂フィルムを積層した構成からなり、前記樹脂フィルムの少なくとも一方の表面層が、示査走査型熱量測定装置(DSC)にて測定された融解ピークトップ温度が220℃から270℃の範囲にあるポリフェニレンスルフィド骨格を有する樹脂を含む、ラミネート成形用金属樹脂接合体。
【選択図】なし
特許請求の範囲
【請求項1】
金属層と、前記金属層上に積層された樹脂層と、を有し、
前記樹脂層が、示査走査型熱量測定装置(DSC)にて測定された融解ピークトップ温度が220~270℃の範囲にあるポリフェニレンスルフィド骨格を有する樹脂を含む、ラミネート成形用金属樹脂接合体。
続きを表示(約 690 文字)
【請求項2】
圧下率が50~60%となるように圧延した際の、前記金属層に対する前記樹脂層の180°剥離強度が1.0N/20mm以上である、請求項1に記載のラミネート成形用金属樹脂接合体。
【請求項3】
前記樹脂層の厚みが5~200μmである、請求項1に記載のラミネート成形用金属樹脂接合体。
【請求項4】
前記金属層がアルミニウム又はアルミニウム合金を含む、請求項1に記載のラミネート成形用金属樹脂接合体。
【請求項5】
前記金属層が銅又は銅合金を含む、請求項1に記載のラミネート成形用金属樹脂接合体。
【請求項6】
前記金属層の厚みが0.05~2.0mmである、請求項1に記載のラミネート成形用金属樹脂接合体。
【請求項7】
前記樹脂層が多層構成であり、
前記樹脂層のうち前記金属層側に配される層が、示査走査型熱量測定装置(DSC)にて測定された融解ピークトップ温度が220℃から270℃の範囲にあるポリフェニレンスルフィド骨格を有する樹脂を含む、請求項1に記載のラミネート成形用金属樹脂接合体。
【請求項8】
自動車部品用である、請求項1に記載のラミネート成形用金属樹脂接合体。
【請求項9】
バスバー用である、請求項8に記載のラミネート成形用金属樹脂接合体。
【請求項10】
請求項1~9のいずれか1項に記載のラミネート成形用金属樹脂接合体の前記樹脂層上に他の樹脂層を積層してなる、積層体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ラミネート成形用金属樹脂接合体、積層体及びラミネート成形用金属樹脂接合体の製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
近年、環境規制や地球温暖化の問題により、自動車の燃費改善や軽量化の要求が高まる傾向にある。自動車の軽量化のために、従来から、高強度の鉄鋼材料の使用やアルミニウムなどの軽金属の使用が検討されている。また、樹脂材の活用による軽量化も検討されており、金属と樹脂との複合材が自動車部品として使用されている。
【0003】
例えば、特許文献1には、電気絶縁材料としてPPSシートを用いることが開示されており、ここでは、ポリフェニレンスルフィド層(A)とポリフェニレンスルフィドアロイ層(B)が積層された積層体が開示されている。また、金属と樹脂との複合材における、金属と樹脂との接着方法に関しては、従来から様々な提案がなされている。例えば、特許文献2には、ポリアリーレンスルフィド系樹脂を含む樹脂層と金属層を含む積層体が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2005-40962号公報
特開2023-15622号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
例えば、特許文献1では、ポリフェニレンスルフィドとオレフィン系共重合体とのアロイ構造を有する樹脂フィルムの提案がされているが、フィルムとしての引張強度は良好な反面、金属層への接着性が不十分であった。また、特許文献2においては、金属に対する接着性に課題があり、接着性を高めるためには熱プレス時の温度を高くするなど製造工程上の工夫が必要であった。
【0006】
ところで、金属層と樹脂層を積層した接合体を自動車部品等として用いる場合には、さらに他の樹脂層が貼合される場合がある。このため、金属樹脂接合体には、他の樹脂層に対して良好な接着性を有することが求められている。
【0007】
そこで、本発明は、以上の問題点に鑑みてなされたものであり、金属層に対する接着性が良好であり、かつ他の樹脂層(ポリフェニレンスルフィド層)に対する接着性が良好な金属樹脂接合体を提供することを課題とするものである。
【課題を解決するための手段】
【0008】
本発明者は、鋭意検討の結果、特定構成の樹脂フィルムと金属層とを接合した金属樹脂接合体を採用することで、上記課題を解決できることを見出し、以下の本発明を完成させた。
すなわち、本発明は、以下の[1]~[13]を提供するものである。
[1] 金属層と、金属層上に積層された樹脂層と、を有し、
樹脂層が、示査走査型熱量測定装置(DSC)にて測定された融解ピークトップ温度が220~270℃の範囲にあるポリフェニレンスルフィド骨格を有する樹脂を含む、ラミネート成形用金属樹脂接合体。
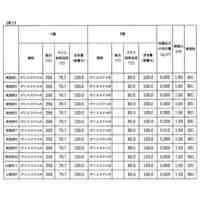
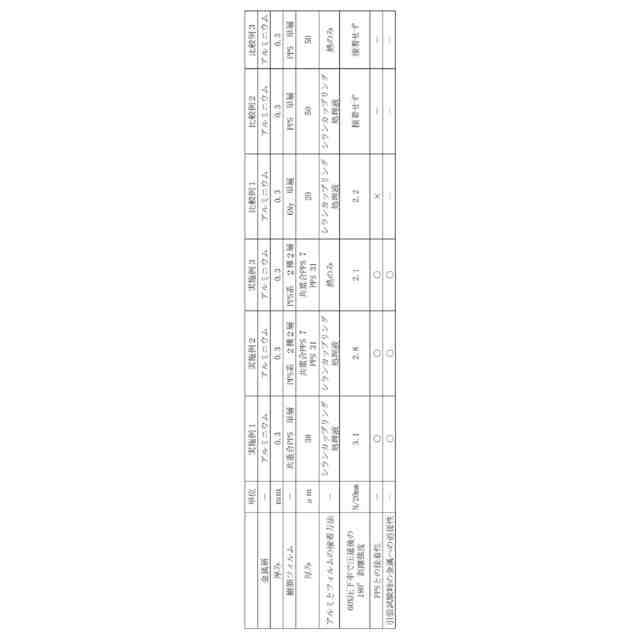
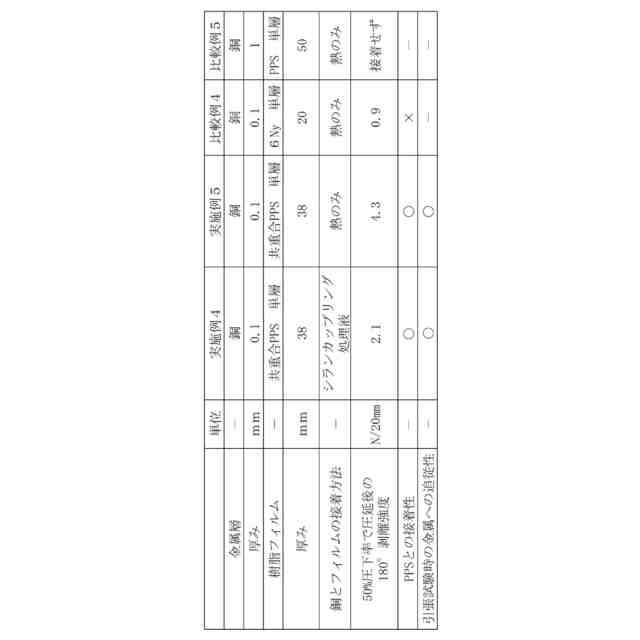
[2] 圧下率が50~60%となるように圧延した際の、金属層に対する樹脂層の180°剥離強度が1.0N/20mm以上である、[1]に記載のラミネート成形用金属樹脂接合体。
[3] 樹脂層の厚みが5~200μmである、[1]又は[2]に記載のラミネート成形用金属樹脂接合体。
[4] 金属層がアルミニウム又はアルミニウム合金を含む、[1]~[3]のいずれかに記載のラミネート成形用金属樹脂接合体。
[5] 金属層が銅又は銅合金を含む、[1]~[3]のいずれかに記載のラミネート成形用金属樹脂接合体。
[6] 金属層の厚みが0.05~2.0mmである、[1]~[5]のいずれかに記載のラミネート成形用金属樹脂接合体。
[7] 樹脂層が多層構成であり、
樹脂層のうち金属層側に配される層が、示査走査型熱量測定装置(DSC)にて測定された融解ピークトップ温度が220℃から270℃の範囲にあるポリフェニレンスルフィド骨格を有する樹脂を含む、[1]~[6]のいずれかに記載のラミネート成形用金属樹脂接合体。
[8] 自動車部品用である、[1]~[7]のいずれかに記載のラミネート成形用金属樹脂接合体。
[9] バスバー用である、[8]に記載のラミネート成形用金属樹脂接合体。
[10] [1]~[9]のいずれかに記載のラミネート成形用金属樹脂接合体の樹脂層上に他の樹脂層を積層してなる、積層体。
[11] 他の樹脂層がポリフェニレンスルフィド層である、[10]に記載の積層体。
[12] [1]~[9]のいずれかに記載のラミネート成形用金属樹脂接合体の製造方法であって、
金属層と樹脂層とを直接または他の層を介して接合する工程を有する、ラミネート成形用金属樹脂接合体の製造方法。
[13] 金属層及び樹脂層から選択される少なくとも一方の表面をシランカップリング剤処理液で表面処理する工程1と、表面処理された金属層表面に表面処理されていない樹脂層を積層するか、もしくは、表面処理された樹脂層に表面処理されていない金属層を積層し、熱圧着により接合する工程2とを有する、[12]に記載のラミネート成形用金属樹脂接合体の製造方法。
【発明の効果】
【0009】
本発明によれば、金属層と樹脂層の接着性が良好であり、かつ他の樹脂層(ポリフェニレンスルフィド層)に対する接着性が良好な金属樹脂接合体を得ることができる。
【発明を実施するための形態】
【0010】
次に、本発明の実施形態の一例について説明する。ただし、本発明は次に説明する実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、任意に変形して実施することができる。なお、本明細書において「X~Y」(X,Yは任意の数字)と表現する場合、特にことわらない限り「X以上Y以下」の意と共に、「好ましくはXより大きい」或いは「好ましくはYより小さい」の意も包含する。また、「X以上」(Xは任意の数字)或いは「Y以下」(Yは任意の数字)と表現した場合、「Xより大きいことが好ましい」或いは「Y未満であることが好ましい」旨の意図も包含する。なお、以下の説明において使用される「フィルム」と「シート」は明確に区別されるものではなく、「フィルム」と称する場合でも「シート」を含むものとし、「シート」と称する場合でも「フィルム」を含むものとする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱ケミカル株式会社
ガス吸着フィルム
1日前
三菱ケミカル株式会社
アルコールの製造方法
今日
三菱ケミカル株式会社
コークス炉の煉瓦組積構造
1日前
三菱ケミカル株式会社
硬化性組成物、硬化物、積層体
3日前
三菱ケミカル株式会社
共重合体、感光性樹脂組成物、硬化物、積層体
3日前
三菱ケミカル株式会社
メタクリル酸メチル系重合体及びその製造方法
今日
三菱ケミカル株式会社
樹脂組成物、樹脂フィルム、通信機器用部材及び通信機器
2日前
三菱ケミカル株式会社
再封機能付き多層フィルム、再封機能付き多層体、及び再封機能付き包装体
今日
三菱ケミカル株式会社
再封機能付き多層フィルム、再封機能付き多層体、及び再封機能付き包装体
今日
三菱ケミカル株式会社
エポキシ樹脂組成物、接着剤、硬化物、成形材料および繊維強化プラスチック
2日前
三菱ケミカル株式会社
触媒成形体及びその製造方法、並びに該触媒成形体を用いたアルコールの製造方法
今日
三菱ケミカル株式会社
樹脂組成物、および電磁波吸収体
今日
三菱ケミカル株式会社
ラミネート成形用金属樹脂接合体、積層体及びラミネート成形用金属樹脂接合体の製造方法
2日前
三菱ケミカル株式会社
冷却ユニット、冷却ユニットの製造方法、冷却ユニット付きバッテリーケースおよび電動車両用バッテリー
2日前
三菱ケミカル株式会社
(メタ)アクリル系共重合体、エポキシ樹脂組成物、接着剤、硬化物、成形材料および繊維強化プラスチック
2日前
三菱ケミカル株式会社
プレート、樹脂積層金属板、冷却ユニット、冷却ユニット付きバッテリーケースおよび電動車両用バッテリー
2日前
三菱ケミカル株式会社
オキシアルキレン基含有PVA系樹脂の包装体及びその製造方法
2日前
三菱ケミカル株式会社
熱硬化性組成物、熱硬化性シート、熱伝導性シート、複合成形体、放熱積層体、放熱性回路基板、半導体装置及びパワーモジュール
3日前
三菱ケミカル株式会社
シリカ粒子の製造方法、シリカゾルの製造方法、研磨方法、半導体ウェハの製造方法及び半導体デバイスの製造方法
今日
東レ株式会社
積層体
11か月前
東レ株式会社
積層体
7か月前
東レ株式会社
積層体
3か月前
東レ株式会社
フィルム
11か月前
ユニチカ株式会社
積層体
6か月前
個人
箔転写シート
3か月前
ユニチカ株式会社
積層体
13日前
東レ株式会社
積層構造体
7か月前
東レ株式会社
強化繊維基材
3か月前
東レ株式会社
強化繊維基材
3か月前
東レ株式会社
積層フィルム
7か月前
アイカ工業株式会社
化粧板
11か月前
個人
鋼材の塗膜構造
1か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
積層フィルム
5か月前
東レ株式会社
積層フィルム
8日前
東ソー株式会社
多層フィルム
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ