TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025128783
公報種別
公開特許公報(A)
公開日
2025-09-03
出願番号
2024025700
出願日
2024-02-22
発明の名称
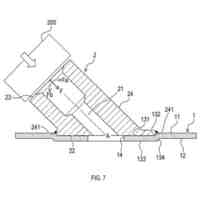
排気部品及び排気部品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
F01N
13/14 20100101AFI20250827BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】排気部品を製造するための部材の種類を低減する。
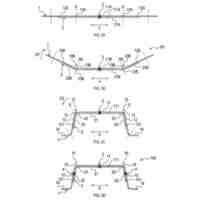
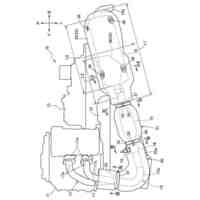
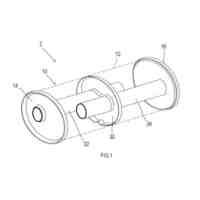
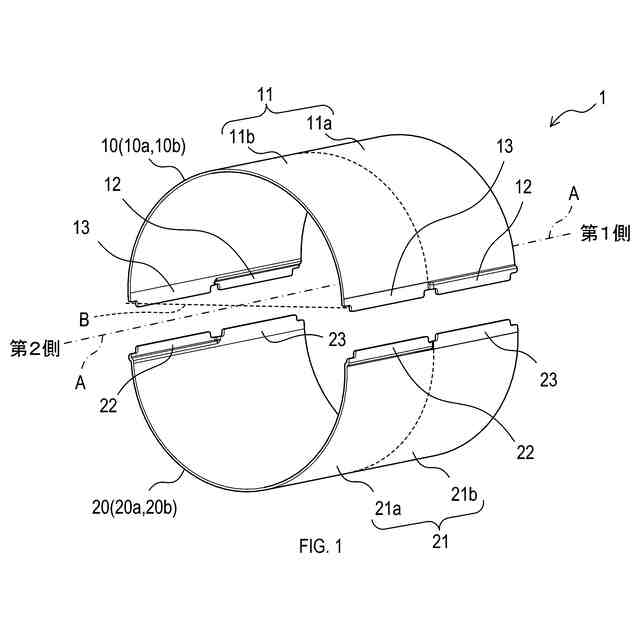
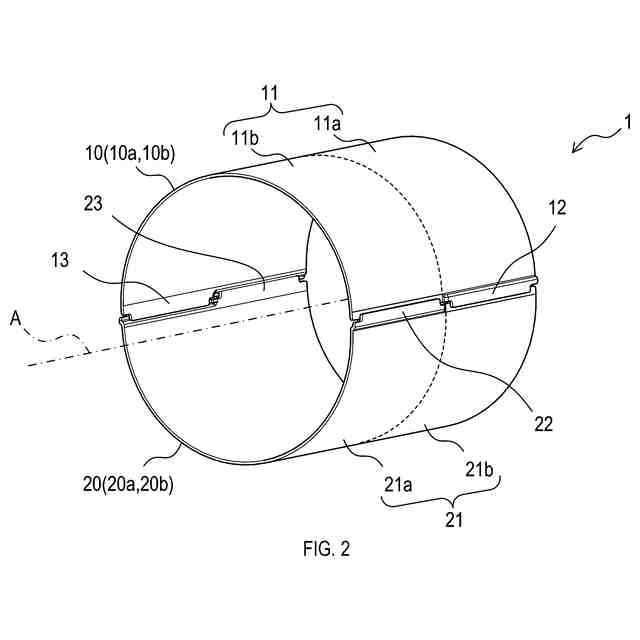
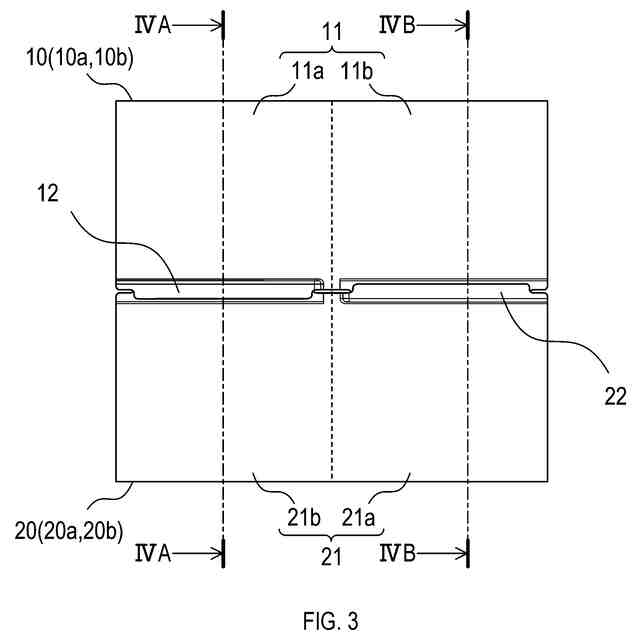
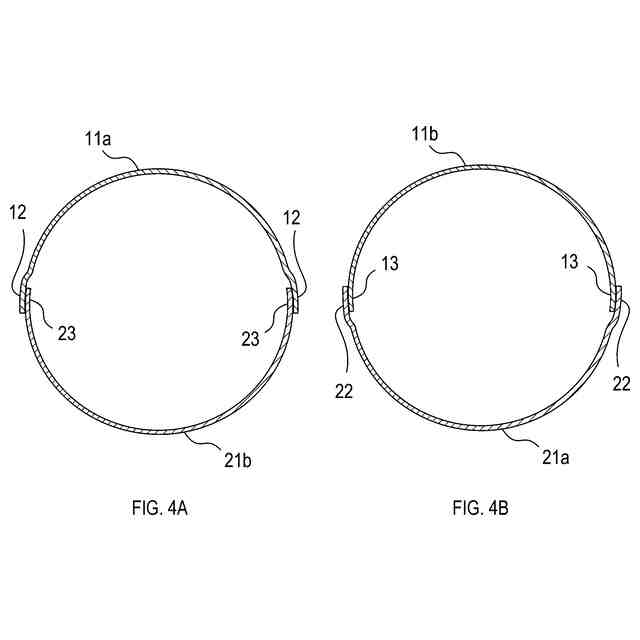
【解決手段】筒状の排気部品は、同一形状の部材又は同一形状の部材の少なくとも一部を加工して得られる部材である第1部材と第2部材とを備える。第1部材及び第2部材のそれぞれは、本体部と、少なくとも1つの第1接合部と、少なくとも1つの第2接合部と、を有する。第2部材は、第1部材を基準として、仮に第1部材を180度回転させたときの第1部材の向きと同じ向きで、第1部材に対面するように配置されている。第1部材の少なくとも1つの第1接合部は、第2部材の少なくとも1つの第2接合部を覆うように接合されている。第2部材の少なくとも1つの第1接合部は、第1部材の少なくとも1つの第2接合部を覆うように接合されている。
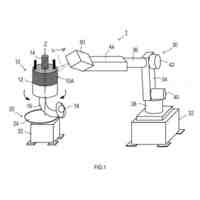
【選択図】図1
特許請求の範囲
【請求項1】
内部に排気が流れる筒状の排気部品であって、
同一形状の部材又は前記同一形状の部材の少なくとも一部を加工して得られる部材である第1部材と第2部材とを備え、
前記第1部材及び前記第2部材のそれぞれは、
前記排気の流れ方向に沿って延びており、前記流れ方向に垂直な断面として半円形状の断面を有する本体部と、
前記本体部の周方向における第1端部及び前記第1端部とは反対側に位置する第2端部の少なくとも一方に形成された少なくとも1つの第1接合部と、
前記本体部の前記第1端部及び前記第2端部の少なくとも一方に形成された少なくとも1つの第2接合部と、
を備え、
前記第2部材は、前記第1部材を基準として、仮に前記第1部材を前記周方向に180度回転させたときの前記第1部材の向きと同じ向きで、又は、前記第1部材の前記本体部の前記周方向における両側の端部を結ぶ仮想線であって、前記流れ方向に垂直な仮想線を中心として仮に前記第1部材を180度回転させたときの前記第1部材の向きと同じ向きで、前記第1部材に対面するように配置されており、
前記第1部材の前記少なくとも1つの第1接合部は、前記第2部材の前記少なくとも1つの第2接合部を覆うように接合されており、
前記第2部材の前記少なくとも1つの第1接合部は、前記第1部材の前記少なくとも1つの第2接合部を覆うように接合されている、
排気部品。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の排気部品であって、
前記第1部材の前記少なくとも1つの第1接合部と前記第2部材の前記少なくとも1つの第2接合部とは、前記排気部品の径方向に重なるように接合されており、
前記第2部材の前記少なくとも1つの第1接合部と前記第1部材の前記少なくとも1つの第2接合部とは、前記径方向に重なるように接合されている、
排気部品。
【請求項3】
請求項1又は請求項2に記載の排気部品であって、
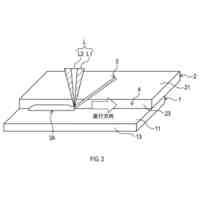
前記第1部材の前記少なくとも1つの第1接合部と前記第2部材の前記少なくとも1つの第2接合部とは、溶接により接合されており、
前記第2部材の前記少なくとも1つの第1接合部と前記第1部材の前記少なくとも1つの第2接合部とは、溶接により接合されている、
排気部品。
【請求項4】
請求項3に記載の排気部品であって、
前記第1部材及び前記第2部材のそれぞれにおいて、
前記少なくとも1つの第1接合部及び前記少なくとも1つの第2接合部は、いずれも前記第1端部及び前記第2端部の双方に形成され、前記第1端部及び前記第2端部のそれぞれにおいて、前記流れ方向に並ぶように位置する、
排気部品。
【請求項5】
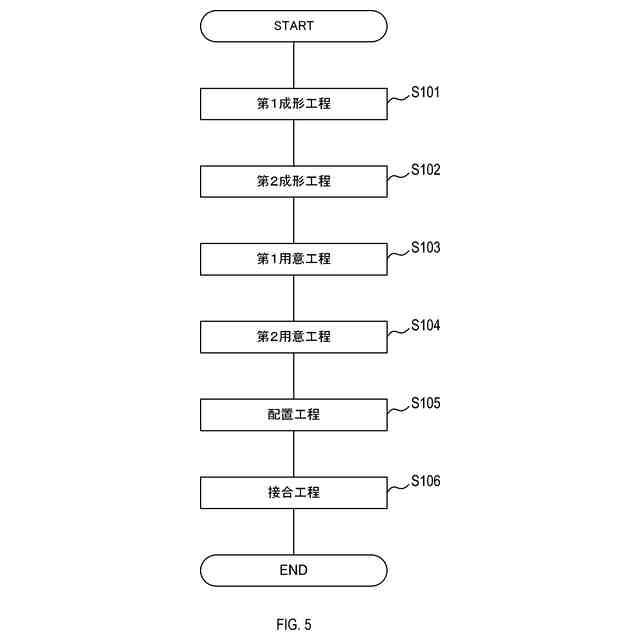
内部に排気が流れる筒状の排気部品の製造方法であって、
第1部材及び第2部材を用意することと、
前記第1部材及び前記第2部材を配置することと、
前記第1部材と前記第2部材とを接合することと、
を備え、
前記第1部材及び前記第2部材を用意することは、
金型を用いたプレス成形により第1成形品を成形することと、
前記金型を用いたプレス成形により前記第1成形品と同一形状の成形品として、第2成形品を成形することと、
前記第1成形品、又は、前記第1成形品を加工することにより得られる第1加工品を、前記第1部材として用意することと、
前記第2成形品、又は、前記第2成形品を加工することにより得られる第2加工品を、前記第2部材として用意することと、
を含み、
前記第1部材及び前記第2部材のそれぞれは、
前記排気の流れ方向に沿って延びており、前記流れ方向に垂直な断面として半円形状の断面を有する本体部と、
前記本体部の周方向における第1端部及び前記第1端部とは反対側に位置する第2端部の少なくとも一方に形成された少なくとも1つの第1接合部と、
前記本体部の前記第1端部及び前記第2端部の少なくとも一方に形成された少なくとも1つの第2接合部と、
を備え、
前記配置することは、前記第2部材を、前記第1部材を基準として、仮に前記第1部材を前記周方向に180度回転させたときの前記第1部材の向きと同じ向きで、又は、前記第1部材の前記本体部の前記周方向における両側の端部を結ぶ仮想線であって、前記流れ方向に垂直な仮想線を中心として仮に前記第1部材を180度回転させたときの前記第1部材の向きと同じ向きで、前記第1部材に対面するように配置することを含み、
前記接合することは、
前記第2部材の前記少なくとも1つの第2接合部を覆うように前記第1部材の前記少なくとも1つの第1接合部を接合することと、
前記第1部材の前記少なくとも1つの第2接合部を覆うように前記第2部材の前記少なくとも1つの第1接合部を接合することと、
を含む、
排気部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は排気部品に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
円筒状の部材の外周面を覆う排気部品が知られている。例えば、特許文献1には、円筒状の触媒ケースの外周面を覆うカバー部材として、略半円筒状の第1分割部及び第2分割部を備え、それぞれの分割部の端部同士を突き合わせて溶接し、全体を円形断面としたディフューザが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2008-121550号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1で開示されているような従来技術において、カバー部材を構成する第1分割部及び第2分割部は、互いに異なる形状を有する。このため、第1分割部及び第2分割部を成形するためには、それぞれの部材に対応する金型を個々に用意する必要があった。
【0005】
本開示の一局面は、排気部品を製造するための部材の種類を低減することにある。
【課題を解決するための手段】
【0006】
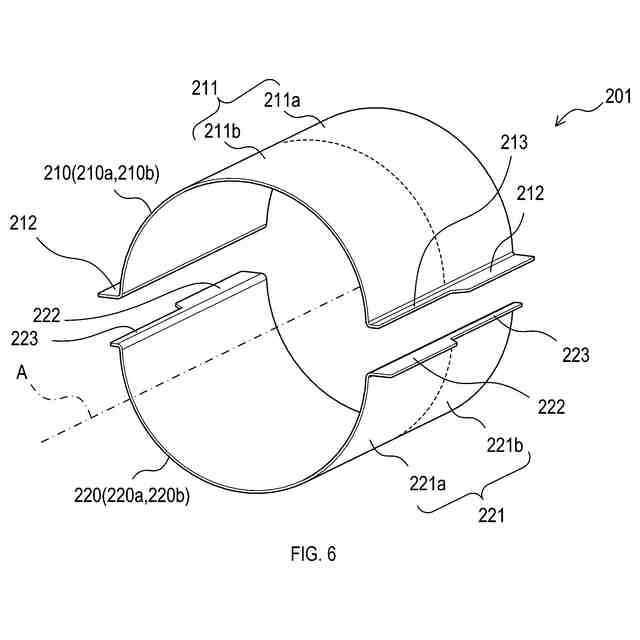
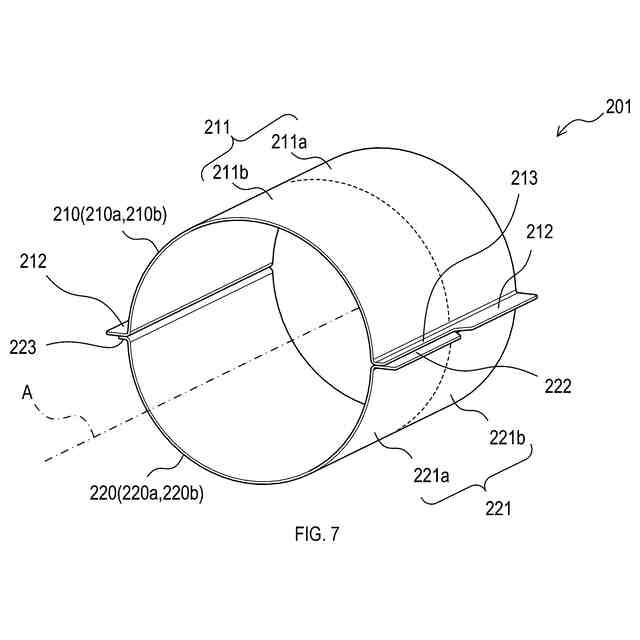
本開示の一態様は、内部に排気が流れる筒状の排気部品であって、同一形状の部材又は同一形状の部材の少なくとも一部を加工して得られる部材である第1部材と第2部材とを備える。第1部材及び第2部材のそれぞれは、本体部と、少なくとも1つの第1接合部と、少なくとも1つの第2接合部と、を有する。
【0007】
本体部は、排気の流れ方向に沿って延びており、流れ方向に垂直な断面として半円形状の断面を有する。第1接合部は、本体部の周方向における第1端部及び第1端部とは反対側に位置する第2端部の少なくとも一方に形成される。第2接合部は、本体部の周方向における第1端部及び第2端部の少なくとも一方に形成される。
【0008】
第2部材は、第1部材を基準として、仮に第1部材を周方向に180度回転させたときの第1部材の向きと同じ向きで、又は、第1部材の本体部の周方向における両側の端部を結ぶ仮想線であって、流れ方向に垂直な仮想線を中心として仮に第1部材を180度回転させたときの第1部材の向きと同じ向きで、第1部材に対面するように配置されている。
【0009】
第1部材の少なくとも1つの第1接合部は、第2部材の少なくとも1つの第2接合部を覆うように接合されている。第2部材の少なくとも1つの第1接合部は、第1部材の少なくとも1つの第2接合部を覆うように接合されている。
【0010】
このような構成によれば、第1部材及び第2部材は、共通の金型を使用することにより成形することができる。このため、排気部品を製造するための部材の種類を低減することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
フタバ産業株式会社
熱交換器
7日前
フタバ産業株式会社
成形品の製造方法
5日前
フタバ産業株式会社
成型品の製造方法
5日前
フタバ産業株式会社
接合体の製造方法
20日前
フタバ産業株式会社
耐熱塗料の乾燥方法
20日前
フタバ産業株式会社
ステアリング支持装置
1か月前
フタバ産業株式会社
プレス成形品の製造方法
7日前
フタバ産業株式会社
触媒の盗難抑制構造及び触媒の盗難抑制システム
1か月前
株式会社豊田自動織機
エンジン式産業車両
1か月前
トヨタ自動車株式会社
計測システム
1か月前
本田技研工業株式会社
排気装置
1か月前
本田技研工業株式会社
排気装置
1か月前
本田技研工業株式会社
排気装置
1か月前
株式会社三五
ハイブリッド車の排気システム
今日
トヨタ自動車株式会社
エンジン
今日
株式会社SUBARU
エンジン制御装置
12日前
トヨタ自動車株式会社
エンジンシステム
1か月前
株式会社クボタ
多目的車両
1か月前
株式会社クボタ
多目的車両
1か月前
トヨタ自動車株式会社
異常診断装置
20日前
トヨタ自動車株式会社
排気浄化装置
今日
トヨタ自動車株式会社
油量判定装置
13日前
トヨタ自動車株式会社
水素エンジン
26日前
マレリ株式会社
消音器
1か月前
三浦工業株式会社
船舶用発電システム
1か月前
フタバ産業株式会社
消音器
1か月前
株式会社アイシン
冷却モジュール
12日前
トヨタ自動車株式会社
内燃機関の制御装置
21日前
フタバ産業株式会社
排気系部品
1か月前
トヨタ自動車株式会社
内燃機関の制御装置
26日前
日産自動車株式会社
内燃機関
12日前
マツダ株式会社
排気システム
1か月前
マツダ株式会社
排気システム
1か月前
株式会社アイシン
弁開閉時期制御装置
1か月前
トヨタ自動車株式会社
内燃機関の異常検出装置
1か月前
三菱重工業株式会社
主蒸気管洗浄方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ