TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025122920
公報種別
公開特許公報(A)
公開日
2025-08-22
出願番号
2024018672
出願日
2024-02-09
発明の名称
ボルトねじ部のき裂検査装置と方法
出願人
株式会社IHI検査計測
代理人
個人
,
個人
主分類
G01N
29/265 20060101AFI20250815BHJP(測定;試験)
要約
【課題】使用中のボルトの端面からボルトねじ部に発生した「き裂の外面弧長」を検出することができるボルトねじ部のき裂検査手段を提供する。
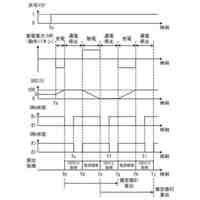
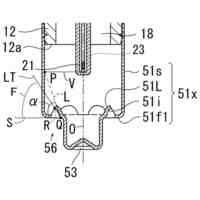
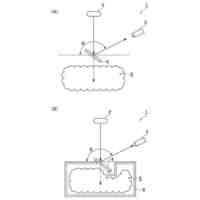
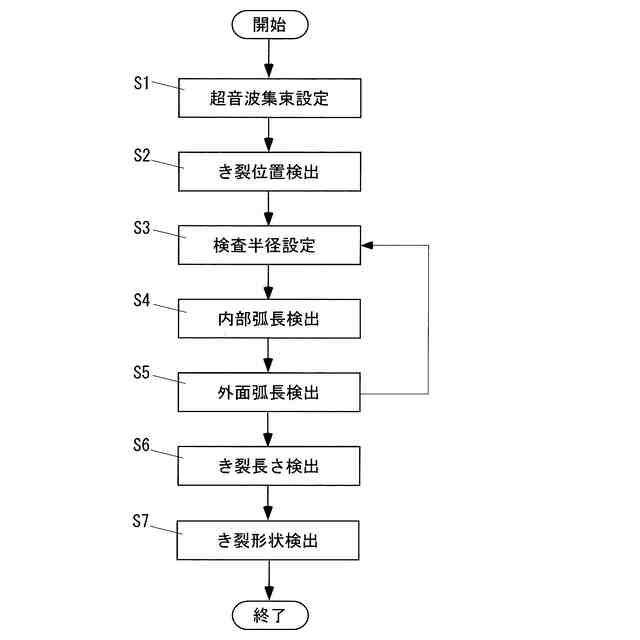
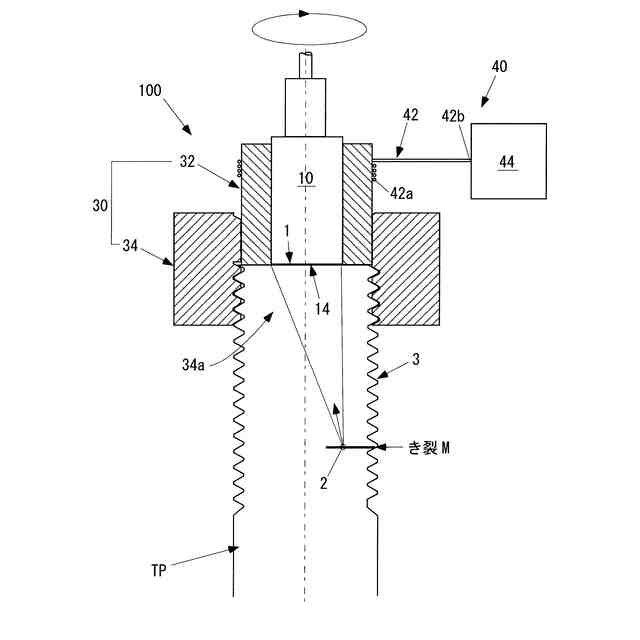
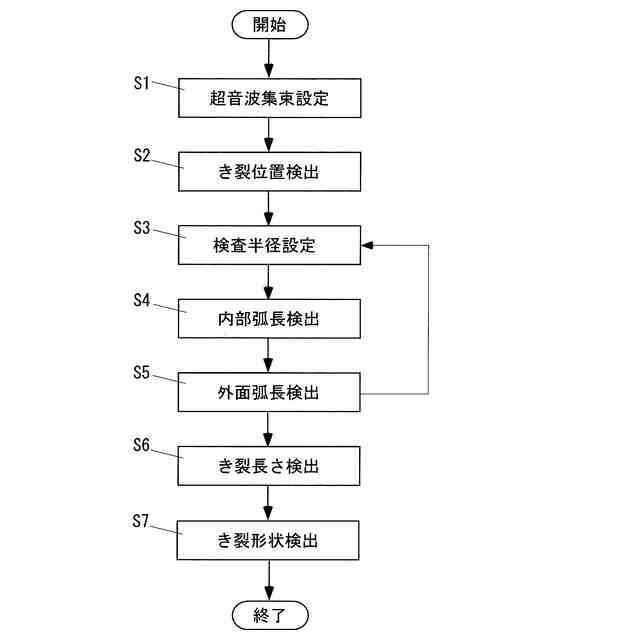
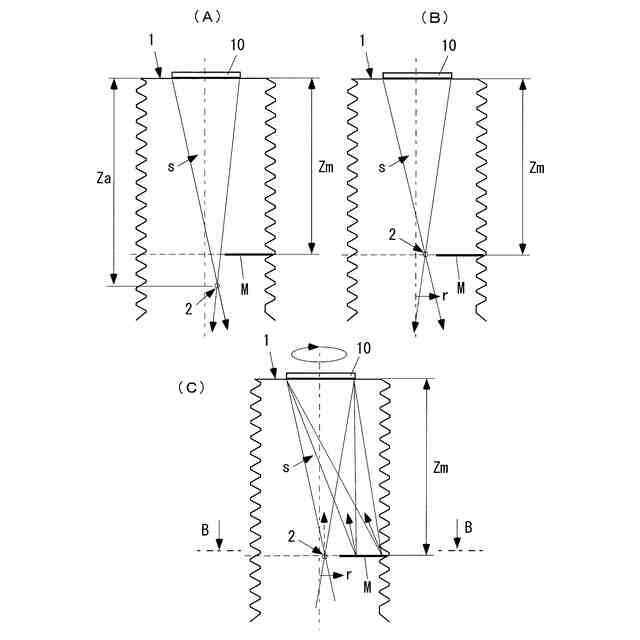
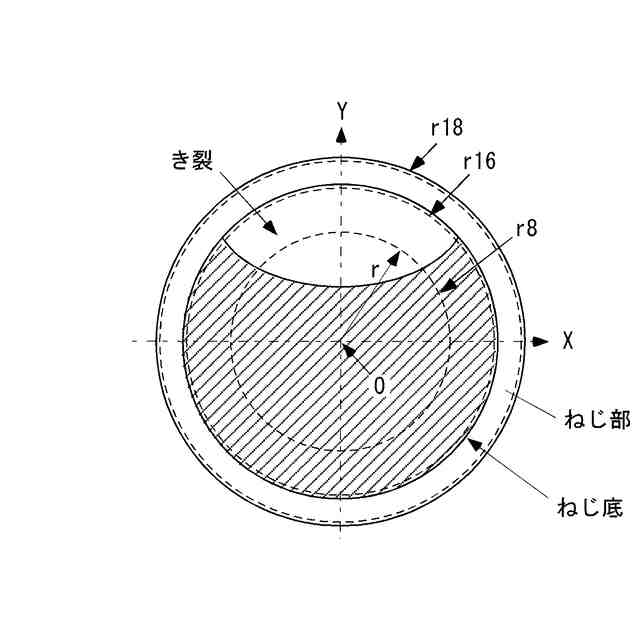
【解決手段】超音波集束設定ステップS1において、使用中のボルト端面1にフェーズドアレイ探触子10を密着させ、超音波ビームSをボルト端面1から軸心に直交する平面上の1点である集束点2に集束するように設定する。検査半径設定ステップS3において、き裂Mの存在する平面上において、ボルト軸心から検査半径rを隔てた位置に集束点2を設定する。内部弧長検出ステップS4において、探触子10をボルト軸心を中心に回転させて、受信した超音波強度から検査半径におけるき裂弧長Lb(r)を検出する。外面弧長検出ステップS5において、検査半径rをき裂Mの内側からボルトねじ部3まで変化させてき裂弧長の検出を繰り返し、き裂弧長の変化からねじ底におけるき裂外面弧長Lbを検出する。
【選択図】図6
特許請求の範囲
【請求項1】
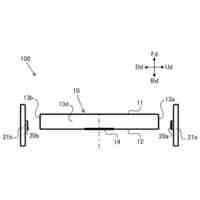
独立して励起可能な複数の超音波振動子と、超音波ビームを発信し受信する検出面とを有するフェーズドアレイ探触子と、
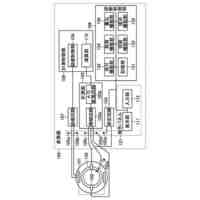
複数の前記超音波振動子を制御し、各超音波振動子により前記超音波ビームを発信し受信する制御装置と、
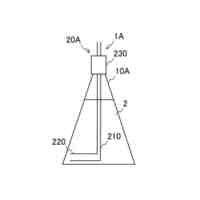
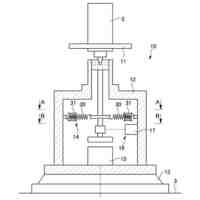
使用中のボルト端面に前記検出面を密着させた状態で、ボルト軸心を中心に前記フェーズドアレイ探触子を回転可能に案内するガイド装置と、
前記フェーズドアレイ探触子の前記ボルト軸心を中心とする回転位置を検出する回転位置検出装置と、を備え、
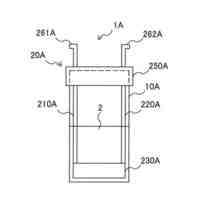
前記ボルト端面に前記フェーズドアレイ探触子を密着させ、前記超音波ビームを前記ボルト端面から前記ボルト軸心に直交する平面上の1点である集束点に集束するように設定し、
き裂の存在する前記平面上において、前記ボルト軸心から検査半径を隔てた位置に前記集束点を設定し、
前記ボルト軸心を中心に前記フェーズドアレイ探触子を回転させて、受信した超音波強度から前記検査半径におけるき裂弧長を検出し、
前記検査半径を前記き裂の内側からボルトねじ部まで変化させて前記き裂弧長の検出を繰り返し、前記き裂弧長の変化からねじ底におけるき裂外面弧長を検出する、ボルトねじ部のき裂検査装置。
続きを表示(約 1,200 文字)
【請求項2】
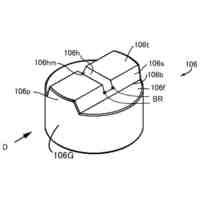
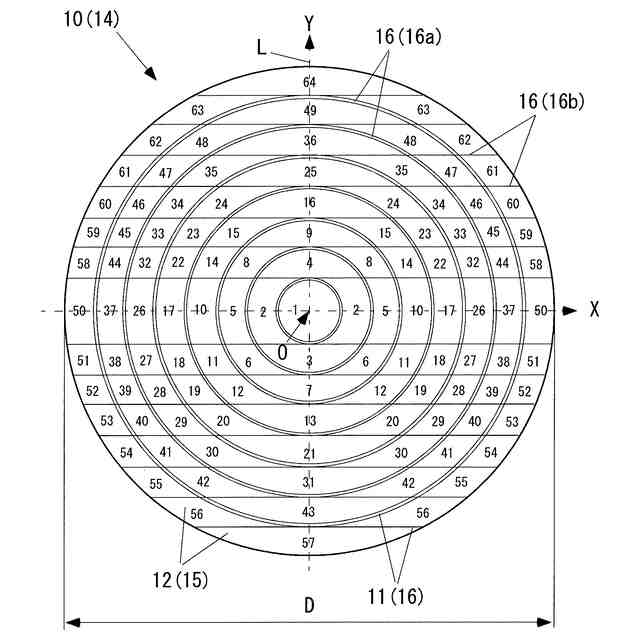
複数の前記超音波振動子は、同心円状に分離され、かつ円の中心を通る基準線に直交する列状に分離し、前記基準線に対し線対称に位置し、
前記制御装置は、前記線対称の対の前記超音波振動子を同一条件で制御する複数の制御チャンネルを有する、請求項1に記載のボルトねじ部のき裂検査装置。
【請求項3】
前記ガイド装置は、中空円筒形を有し、その内側に前記フェーズドアレイ探触子を固定可能な探触子治具と、
使用中のボルトの上端部に固定可能であり、前記検出面を、前記ボルト端面に密着させた状態で、前記ボルト軸心を中心に前記探触子治具を回転可能に案内するボルト治具と、を有する、請求項1に記載のボルトねじ部のき裂検査装置。
【請求項4】
前記フェーズドアレイ探触子で受信した超音波強度を表示する表示装置と、前記超音波強度から前記き裂を検出する画像処理装置と、を備える、請求項1に記載のボルトねじ部のき裂検査装置。
【請求項5】
使用中のボルト端面にフェーズドアレイ探触子を密着させ、超音波ビームを前記ボルト端面からボルト軸心に直交する平面上の1点である集束点に集束するように設定する超音波集束設定ステップと、
き裂の存在する前記平面上において、前記ボルト軸心から検査半径を隔てた位置に前記集束点を設定する検査半径設定ステップと、
前記ボルト軸心を中心に前記フェーズドアレイ探触子を回転させて、受信した超音波強度から前記検査半径におけるき裂弧長を検出する内部弧長検出ステップと、
前記検査半径を前記き裂の内側からボルトねじ部までの範囲で変化させて前記き裂弧長の検出を繰り返し、前記き裂弧長の変化からねじ底におけるき裂外面弧長を検出する外面弧長検出ステップと、を有する、ボルトねじ部のき裂検査方法。
【請求項6】
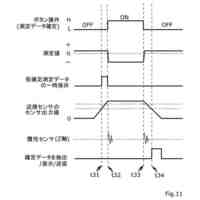
前記き裂弧長を検出した前記フェーズドアレイ探触子の回転角度の範囲内に前記フェーズドアレイ探触子の回転位置を固定し、前記検査半径を前記き裂の内側から前記ボルトねじ部まで変化させて、受信した前記超音波強度からき裂長さを検出するき裂長さ検出ステップを有する、請求項5に記載のボルトねじ部のき裂検査方法。
【請求項7】
前記き裂弧長の変化と前記き裂長さから、前記ボルトねじ部に発生した前記き裂の平面形状と大きさを検出する、請求項6に記載のボルトねじ部のき裂検査方法。
【請求項8】
前記検査半径を前記ボルトねじ部からの超音波の反射が少ない前記ボルトねじ部の内側に固定し、
前記ボルト軸心に直交し前記集束点が位置する平面の前記ボルト端面からの軸方向距離を前記き裂が存在し得る範囲で変化させ、
前記ボルト軸心を中心に前記フェーズドアレイ探触子を回転させて、受信した超音波強度から前記き裂の存在する前記平面の前記軸方向距離を検出するき裂位置検出ステップを有する、請求項5に記載のボルトねじ部のき裂検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、使用中のボルトの端面からき裂の弧長又は形状を検出するボルトねじ部のき裂検査装置と方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
金属材料に繰返し応力が作用すると、表面にせん断応力によるすべり帯が発生する。すべり帯は繰返し応力とともに発達して深さを増し、疲労き裂を発生させる。
原子力機器の基礎ボルトなどの使用中のボルトにおいて、繰返し応力により外部から目視できない位置(例えば埋設部分)に疲労き裂が発生することがある。このような、使用中のボルトのき裂を検出する手段として、例えば特許文献1が提案されている。
【0003】
特許文献1の「フェーズドアレイ超音波探傷方法および超音波探傷システム」では、有限要素法を利用してボルトにおける波動伝搬のシミュレーションを行い、き裂の開口部および先端付近の2箇所においてき裂エコーの強度が高いという特徴を特定している。この知見に基づきこの超音波探傷方法は、探傷工程、き裂検査工程、最大エコー検出工程、軸方向位置検出工程、先端屈折角検出工程、及び、き裂長さ検出工程を有する。探傷工程において、検査対象物の一方の端面にフェーズドアレイ探触子を配設し、検査対象物の内部に向けて屈折角を変化させつつ超音波を照射して検査対象物からのエコーをデジタル化した探傷データを得る。また先端屈折角検出工程において、探傷データのエコー強度のピークを与える二つの屈折角のうち、小さい方の屈折角である先端屈折角を選択する。さらに、き裂長さ検出工程において、先端屈折角に基づき軸方向に直交する方向のき裂の寸法である「き裂長さ」を検出する。
【先行技術文献】
【特許文献】
【0004】
特開2015-184068号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した特許文献1の方法には、以下の問題点があった。
(1)検査位置に照射される超音波強度が微弱である。
特許文献1は、複数(例えば32個)の素子を直線状に並べたリニアアレイ探触子を用いる。この場合、検査対象物であるボルトの円形の検査面に対し、中心を通る中心線上のみに複数の素子が配置され、中心線から離れた部分には素子が配置されない。その結果、素子全体の面積が円形の検査面全体と比較して小さく、探触子から出力される超音波強度は素子全体の面積に比例するため、検査位置に照射される超音波強度が微弱となる。
(2)受信されるデータの受信強度が微弱である。
特許文献1は、検査対象物の内部に向けて屈折角を変化させて超音波を照射するので、超音波は集束されず照射面内の超音波強度は微弱なまま検査位置に照射される。その結果受信されるデータの受信強度がさらに微弱となる。
(3)ボルト外周面におけるき裂からの受信信号とノイズとの識別が困難であり、き裂の外面弧長を正確に計測できない。
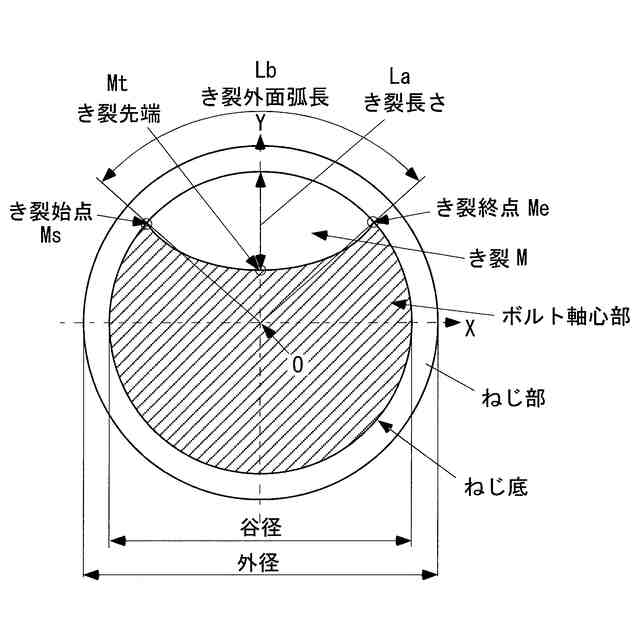
ボルト外周面におけるき裂の外面弧長は、従来から目視観察で多用されており、これとの関連性から、正確な残存寿命の予測のため「き裂の長さ」だけではなく「き裂の外面弧長」の検出が要望されている。
しかし、特許文献1の方法では超音波は同一の屈折角で照射されるので、ボルトねじ部付近の検査時に超音波ビームの多くがねじ部で反射される。そのためノイズレベルが高く、き裂からの受信信号とノイズとの識別が困難であり、き裂の外面弧長を正確に計測できない。
(4)き裂の平面形状と大きさを正確に計測できない。
き裂の平面形状と大きさは、ボルトの残存強度を予測するために重要である。しかし、特許文献1は、き裂の平面形状と大きさの計測手段について示唆さえしていない。
【0006】
本発明は、上述した問題点を解決するために創案されたものである。すなわち、本発明の第1の目的は、使用中のボルトの端面からボルトねじ部に発生した「き裂の外面弧長」を検出することができるボルトねじ部のき裂検査手段を提供することにある。また、第2の目的は、ボルトねじ部に発生した「き裂の平面形状と大きさ」を検出することができるボルトねじ部のき裂検査手段を提供することにある。さらに第3の目的は、使用中のボルトの端面から検査位置に照射される超音波強度を高め、受信されるデータの受信強度を高めることができるボルトねじ部のき裂検査手段を提供することにある。
【課題を解決するための手段】
【0007】
本発明によれば、独立して励起可能な複数の超音波振動子と、超音波ビームを発信し受信する検出面とを有するフェーズドアレイ探触子と、
複数の前記超音波振動子を制御し、各超音波振動子により前記超音波ビームを発信し受信する制御装置と、
使用中のボルト端面に前記検出面を密着させた状態で、ボルト軸心を中心に前記フェーズドアレイ探触子を回転可能に案内するガイド装置と、
前記フェーズドアレイ探触子の前記ボルト軸心を中心とする回転位置を検出する回転位置検出装置と、を備え、
前記ボルト端面に前記フェーズドアレイ探触子を密着させ、前記超音波ビームを前記ボルト端面から前記ボルト軸心に直交する平面上の1点である集束点に集束するように設定し、
き裂の存在する前記平面上において、前記ボルト軸心から検査半径を隔てた位置に前記集束点を設定し、
前記ボルト軸心を中心に前記フェーズドアレイ探触子を回転させて、受信した超音波強度から前記検査半径におけるき裂弧長を検出し、
前記検査半径を前記き裂の内側からボルトねじ部まで変化させて前記き裂弧長の検出を繰り返し、前記き裂弧長の変化からねじ底におけるき裂外面弧長を検出する、ボルトねじ部のき裂検査装置が提供される。
【0008】
また、本発明によれば、使用中のボルト端面にフェーズドアレイ探触子を密着させ、超音波ビームを前記ボルト端面からボルト軸心に直交する平面上の1点である集束点に集束するように設定する超音波集束設定ステップと、
き裂の存在する前記平面上において、前記ボルト軸心から検査半径を隔てた位置に前記集束点を設定する検査半径設定ステップと、
前記ボルト軸心を中心に前記フェーズドアレイ探触子を回転させて、受信した超音波強度から前記検査半径におけるき裂弧長を検出する内部弧長検出ステップと、
前記検査半径を前記き裂の内側からボルトねじ部まで変化させて前記き裂弧長の検出を繰り返し、前記き裂弧長の変化からねじ底におけるき裂外面弧長を検出する外面弧長検出ステップと、を有する、ボルトねじ部のき裂検査方法が提供される。
【発明の効果】
【0009】
本発明によれば、使用中のボルト端面にフェーズドアレイ探触子を密着させ、超音波ビームをボルト端面からボルト軸心に直交する平面上の1点である集束点に集束するように設定する。これにより、集束点(検査位置)に照射される超音波強度を高め、受信される超音波データの受信強度を高めることができる。
【0010】
また、き裂の存在する平面上において、ボルト軸心から検査半径を隔てた位置に集束点を設定し、フェーズドアレイ探触子をボルト軸心を中心に回転させて、受信した超音波強度から検査半径におけるき裂弧長を検出することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
採尿及び採便具
1か月前
日本精機株式会社
検出装置
26日前
個人
高精度同時多点測定装置
1か月前
個人
アクセサリー型テスター
1か月前
個人
計量機能付き容器
21日前
株式会社ミツトヨ
測定器
1か月前
甲神電機株式会社
電流検出装置
26日前
日本精機株式会社
発光表示装置
4日前
株式会社カクマル
境界杭
11日前
株式会社トプコン
測量装置
3日前
アズビル株式会社
電磁流量計
1か月前
トヨタ自動車株式会社
監視装置
1か月前
大成建設株式会社
風洞実験装置
21日前
ダイキン工業株式会社
監視装置
1か月前
ローム株式会社
半導体装置
1か月前
個人
計量具及び計量機能付き容器
21日前
日本特殊陶業株式会社
ガスセンサ
3日前
日本信号株式会社
距離画像センサ
24日前
ローム株式会社
半導体装置
1か月前
愛知時計電機株式会社
ガスメータ
1か月前
日本特殊陶業株式会社
ガスセンサ
19日前
TDK株式会社
磁気センサ
1か月前
長崎県
形状計測方法
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
愛知電機株式会社
軸部材の外観検査装置
1か月前
個人
非接触による電磁パルスの測定方法
24日前
双庸電子株式会社
誤配線検査装置
27日前
個人
システム、装置及び実験方法
1か月前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
1か月前
日東精工株式会社
振動波形検査装置
27日前
株式会社不二越
X線測定装置
24日前
日本特殊陶業株式会社
センサ
1か月前
株式会社タイガーカワシマ
揚穀装置
3日前
中国電力株式会社
電柱管理システム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ