TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115352
公報種別
公開特許公報(A)
公開日
2025-08-06
出願番号
2024131740
出願日
2024-08-08
発明の名称
底部油収集機能を有する冷スプレー鍋及びその製造方法
出願人
寧波市金象厨具有限公司
,
Ningbo Golden Elephant Kitchenware Co., Ltd
代理人
弁理士法人東海特許事務所
主分類
A47J
27/00 20060101AFI20250730BHJP(家具;家庭用品または家庭用設備;コーヒーひき;香辛料ひき;真空掃除機一般)
要約
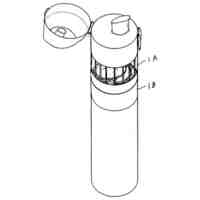
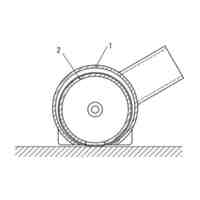
【課題】本発明は、底部油収集機能を有する冷スプレー鍋の製造方法に関する。
【解決手段】アルミニウム合金であるシート材料を鍋素材1形状に成形し、その外底部に環状ボス11が突出され、底部中心領域に外向きに突出する弧面が成形されるステップと、油除去及び内部噴砂操作を行い、表面の粗さをRa2.8~Ra4.5に達させるステップと、不粘着塗料を鍋素材の内面に吹付塗装し、不粘着塗膜を得るステップと、導磁性粉末を鍋素材の外底部に冷スプレーし、導磁性塗膜を得、続いて金属アルミニウムを導磁性塗膜にアーク吹付塗装し、防錆塗膜を得るステップと、鍋素材外壁の研磨操作を行うステップと、鍋素材全体の外面に耐高温不粘着塗料を吹付塗装するステップと、を含む。
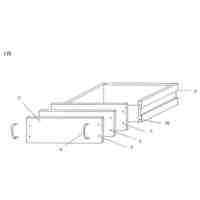
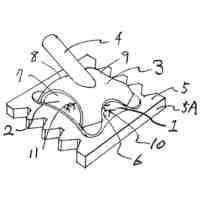
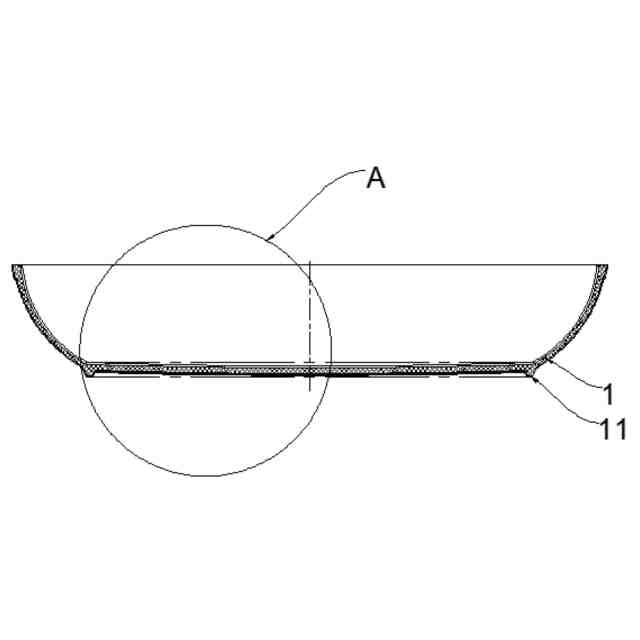
【選択図】図1
特許請求の範囲
【請求項1】
S1鍋体成形操作において、大トン数プレス機を利用してアルミニウム合金であるシート材料を鍋素材形状に成形し、前記鍋素材の外底部の外周縁に外向きに突出する環状ボスがあり、前記鍋素材の底部中心領域に外向きに突出する弧面が成形されるステップと、
S2前処理操作において、ステップS1で得られた鍋素材に対して油除去及び内部噴砂操作を行い、鍋素材の内面の粗さをRa2.8~Ra4.5に達させるステップと、
S3内部吹付塗装操作において、内部吹付塗装機器を用い、不粘着塗料をステップS2で得られた鍋素材の内面に吹付塗装し、不粘着塗膜を得るステップと、
S4外底部吹付塗装操作において、まず冷ガス吹付塗装機器を用い、導磁性粉末をステップS3で得られた鍋素材の外底部に冷スプレーし、導磁性塗膜を得、続いてアーク吹付塗装機器を用い、金属アルミニウムを前記導磁性塗膜にアーク吹付塗装し、防錆塗膜を得るステップと、
S5外部研磨操作において、ステップS4で得られた鍋素材を研磨機に鍋素材外壁の研磨操作を行うステップと、
S6外部吹付塗装操作において、外部吹付塗装機器を用い、ステップS5で得られた鍋素材全体の外面に耐高温保護外層を吹付塗装し、最終的に前記底部油収集機能を有する冷スプレー鍋を得るステップと、を含む、
ことを特徴とする底部油収集機能を有する冷スプレー鍋の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記弧面最外面の中心点位置と環状ボスの外周縁位置との高さHは、1.0~1.5mmであることを特徴とする請求項1に記載の底部油収集機能を有する冷スプレー鍋の製造方法。
【請求項3】
前記油除去操作において、まず水酸化ナトリウム溶液を利用して鍋素材面の油脂及び酸化物を除去し、続いて水で洗浄し、さらに希硝酸を用いて室温で中和し、最後に水で洗浄した後、乾燥して清潔な鍋素材を得ることを特徴とする請求項1に記載の底部油収集機能を有する冷スプレー鍋の製造方法。
【請求項4】
前記内部噴砂操作において、噴砂機を用いて60メッシュ又は80メッシュの褐色溶解アルミナ砂を0.6~0.7MPaの気圧で均一に鍋素材の内面に噴射し、内部吹付塗装時に必要な粗さを満たすことを特徴とする請求項1に記載の底部油収集機能を有する冷スプレー鍋の製造方法。
【請求項5】
ステップS4において、前記冷スプレー操作は、具体的には、以下のステップを含む。冷ガス吹付塗装機器において、温度が800~900℃の不活性圧縮ガスを加速媒体とし、導磁性粉末金属粒子を臨界速度まで加速して金属粒子を固体状態で800~1000m/sの超音速で鍋素材の外底部面に衝突させ、粒子に強い塑性変形を発生させて堆積させて導磁性塗膜を形成することを特徴とする請求項1に記載の底部油収集機能を有する冷スプレー鍋の製造方法。
【請求項6】
ステップS4において、前記アーク吹付塗装操作は、具体的には、以下のステップを含む。アーク吹付塗装機器により2本の連続的に送り込まれたアルミニウムワイヤの間に発生するアークを熱源としてアルミニウムワイヤを溶融し、0.6~0.7MPa圧縮空気で溶融された金属アルミニウムワイヤを霧化し、霧化された金属アルミニウム液滴を加速し、120~180m/sの速度でそれを鍋素材の外底部に吹き付け、1層のアルミニウム製防錆塗膜を形成することを特徴とする請求項1に記載の底部油収集機能を有する冷スプレー鍋の製造方法。
【請求項7】
ステップS4において冷スプレー操作を行う前に、まず鍋素材の外底部面に対してイオンビーム処理を行い、前記イオンビーム処理時に使用されるガスは、15sccmアルゴンガスと5sccm二酸化硫黄の混合物であり、鍋素材の導磁性塗膜面に5つの原子層厚さを超えない硫黄界面材料層を形成することを特徴とする請求項1に記載の底部油収集機能を有する冷スプレー鍋の製造方法。
【請求項8】
ステップS4において冷スプレー操作を行った後、さらに導磁性塗膜面に対してイオンビーム処理を行い、前記イオンビーム処理時に使用するガスは、20sccmアルゴンガスと10sccm二酸化硫黄の混合物であり、鍋素材の外底部面に5~10個の原子層厚さの硫黄界面材料層を形成することを特徴とする請求項1に記載の底部油収集機能を有する冷スプレー鍋の製造方法。
【請求項9】
ステップS6において、前記保護外層は、高温塗料、セラミック塗料又は不粘着塗料のうちの少なくとも1種を選択することができることを特徴とする請求項1に記載の底部油収集機能を有する冷スプレー鍋の製造方法。
【請求項10】
請求項1~9のいずれか1項に記載の底部油収集機能を有する冷スプレー鍋の製造方法で製造され得ることを特徴とする底部油収集機能を有する冷スプレー鍋。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鍋の技術の分野に関し、特に底部油収集機能を有する冷スプレー鍋及びその製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来のほとんどの家庭用電磁調理器、光波調理器、ラジエントヒーターなどのコンロに使用されるパネルは、いずれも平面設計であり、それに使用される鍋の底部は、コンロのパネルにおける鍋のずれや回転を回避するために、いずれも内側に僅かに突出するように設計されている。また、通常、鍋の外底部には、電磁調理器などのコンロの高周波磁界に反応してエネルギーを鍋内に伝達することにより鍋を加熱するための導磁片が設けられている。
【0003】
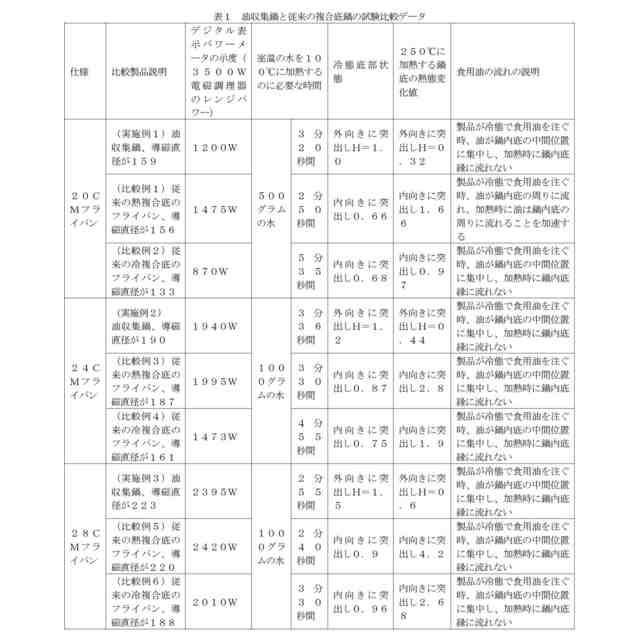
従来の導磁片は、全体的にアルミニウム基材の外底部に一体に複合され、導磁片とアルミニウム基材との熱膨張係数の違いにより、鍋底は、加熱過程において異なる程度で鍋内に突出し、温度が上昇するにつれて内向きに大きく突出し、調理過程において鍋内に注がれた食用油が鍋底の周囲に流動し、鍋底の中間位置に食用油が欠け、食物の調理効果に影響を与え、また、両者の膨張係数の違いにより、長期間使用後に膜層間に局所的な亀裂などの欠陥が発生しやすいという問題があった。
【0004】
これに鑑みて、底部油収集機能を有し且つ長期間使用を満たす鍋を開発する必要がある。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記従来技術の不都合に鑑みてなされたものであり、底部油収集機能を有する冷スプレー鍋の製造方法を提供し、従来の鍋製造方法が底部油収集機能及び高温条件で長期間で効率的な電磁加熱及び熱伝導を行うことができる鍋を製造することができないなどの問題を解決する。
【課題を解決するための手段】
【0006】
以上の目的を達成するために、本発明が採用する技術的解決手段は、以下のとおりである。
【0007】
底部油収集機能を有する冷スプレー鍋の製造方法であって、前記製造方法は、
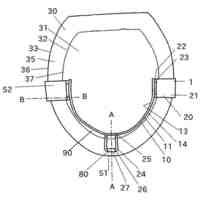
S1鍋体成形操作において、大トン数プレス機を利用してアルミニウム合金であるシート材料を鍋素材形状に成形し、前記鍋素材の外底部の外周縁に外向きに突出する環状ボスがあり、前記鍋素材の底部中心領域に外向きに突出する弧面が成形されるステップと、
S2前処理操作において、ステップS1で得られた鍋素材に対して油除去及び内部噴砂操作を行い、鍋素材の内面の粗さをRa2.8~Ra4.5に達させるステップと、
S3内部吹付塗装操作において、内部吹付塗装機器を用い、不粘着塗料をステップS2で得られた鍋素材の内面に吹付塗装し、不粘着塗膜を得るステップであって、本願の内部吹付塗装機器及び不粘着塗料は、いずれも本分野の従来技術手段であり、ここでは説明を省略し、例として、本願の不粘着塗料は、ポリテトラフルオロエチレン塗料を選択することができ、例として、以下の特許文献に開示されたいずれかの不粘着塗料材料に関する従来技術を参照することができ、例えば、CN202110239015.3、CN201910589192.7、CN202110239029.5、CN202210256925.7であるステップと、
S4外底部吹付塗装操作において、まず冷ガス吹付塗装機器を用い、導磁性粉末をステップS3で得られた鍋素材の外底部に冷スプレーし、導磁性塗膜を得、続いてアーク吹付塗装機器を用い、金属アルミニウムを前記導磁性塗膜にアーク吹付塗装し、防錆塗膜を得るステップと、
S5外部研磨操作において、ステップS4で得られた鍋素材を研磨機に鍋素材外壁の研磨操作を行い、鍋素材外壁面の傷、圧痕などの欠陥を除去するステップと、
S6外部吹付塗装操作において、外部吹付塗装機器を用い、ステップS5で得られた鍋素材全体の外面に耐高温保護外層を吹付塗装し、最終的に前記底部油収集機能を有する冷スプレー鍋を得るステップと、を含む。
【0008】
好ましい技術的解決手段として、前記弧面最外面の中心点位置と環状ボスの外周縁位置との高さHは、1.0~1.5mmである。
【0009】
好ましい技術的解決手段として、前記油除去操作において、まず水酸化ナトリウム溶液を利用して鍋素材面の油脂及び酸化物を除去し、続いて水で洗浄し、さらに希硝酸を用いて室温で中和し、最後に水で洗浄した後、乾燥して清潔な鍋素材を得る。
【0010】
好ましい技術的解決手段として、前記内部噴砂操作において、噴砂機を用いて60メッシュ又は80メッシュの褐色溶解アルミナ砂を0.6~0.7MPaの気圧で均一に鍋素材の内面に噴射し、内部吹付塗装時に必要な粗さを満たす。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
鍋蓋
11か月前
個人
家具
1か月前
個人
自助箸
3か月前
個人
掃除機
5か月前
個人
耳拭き棒
8か月前
個人
乾燥器具
11か月前
個人
枕
2か月前
個人
屋外用箒
4か月前
個人
体洗い具
7か月前
個人
掃除道具
5か月前
個人
掃除用具
19日前
個人
枕
5か月前
個人
ハンガー
4か月前
個人
収納型額縁
10か月前
個人
開閉トング
3か月前
個人
掃除シート
6か月前
個人
組立式棚板
4か月前
個人
片手代替具
8か月前
個人
エコ掃除機
8か月前
個人
省煙消臭器
5か月前
個人
ゴミ袋保持枠
4か月前
個人
経典表示装置
1か月前
個人
受け皿
2か月前
個人
中身のない枕
4か月前
個人
折り畳み椅子
10か月前
個人
シャワー装置
3か月前
個人
洗面台
7か月前
個人
転倒防止装置
2か月前
個人
食品用トング
10か月前
個人
学童机
10か月前
個人
汚水漏れ防止具
6か月前
個人
補助寝具
5か月前
個人
コーヒー抽出器
26日前
個人
調理器具
10か月前
個人
組立家具
6か月前
個人
矯正用枕
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ