TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113138
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024156841,2024019045
出願日
2024-09-10,2024-02-10
発明の名称
再生繊維強化樹脂、再生樹脂組成物、再生樹脂成形体、及びこれらの製造方法
出願人
宏幸株式会社
代理人
個人
主分類
B29B
17/04 20060101AFI20250725BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】解体風車ブレードのリサイクルにあたっての課題を解決し、解体風車ブレードのリサイクルシステムを実現する。
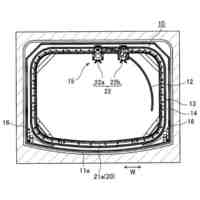
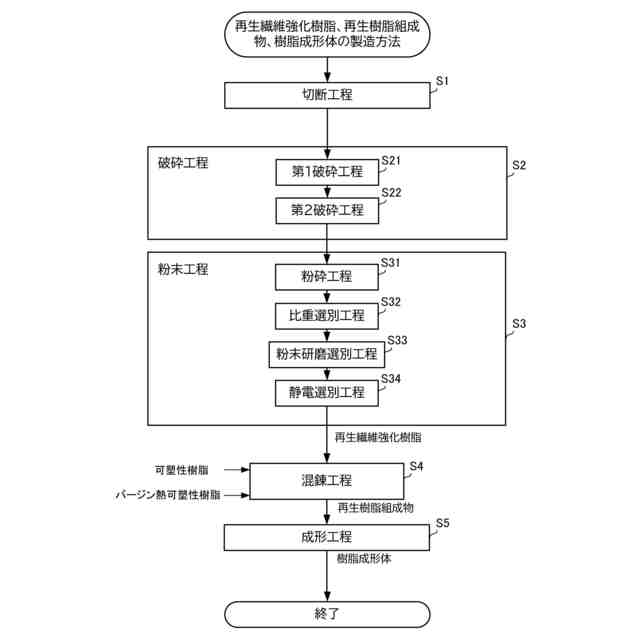
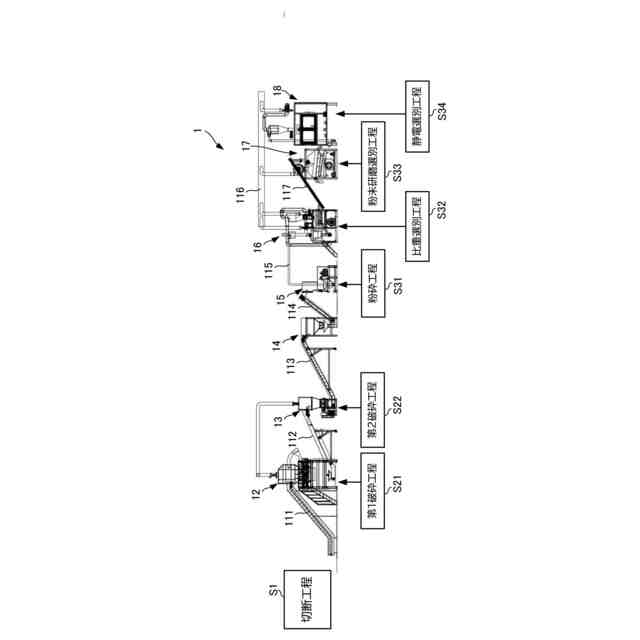
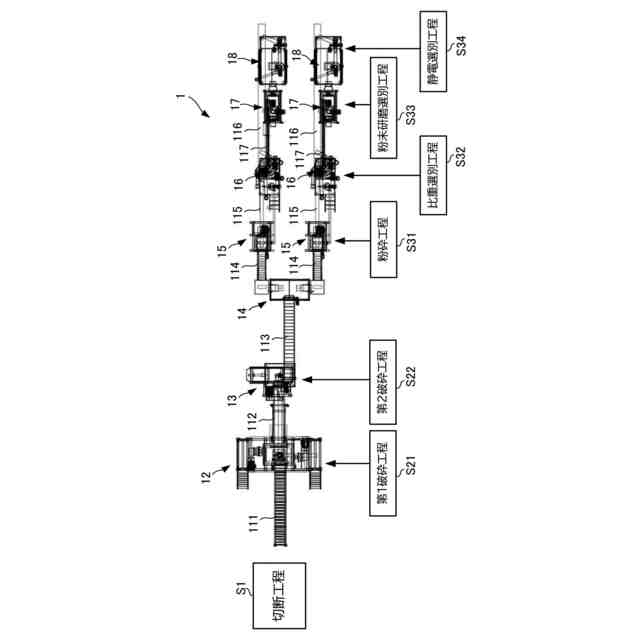
【解決手段】再生繊維強化樹脂の製造方法は、風車ブレード、バスタブ及び船体から選択される少なくとも1種以上に由来し、繊維強化樹脂を含有する廃プラスチック材料を、廃プラスチック材料の解体現場にて50cm角から1m角の範囲での略板状部材に切断する切断工程S1と、前記略板状部材を樹脂の製造工場に輸送し、当該製造工場にて前記略板状部材を粉砕する破砕工程S2と、再生繊維強化樹脂と熱可塑性樹脂を混錬・成形する工程S4,S5とを有し、前記破砕工程S2は、前記略板状部材を複数段階で粉砕し、粉砕物の最終的な平均粒子径を10μm以上50μm以下にする工程である。
【選択図】図1
特許請求の範囲
【請求項1】
風車ブレード、バスタブ及び船体から選択される少なくとも1種以上に由来し、繊維強化樹脂を含有する廃プラスチック材料を、廃プラスチック材料の解体現場にて50cm角から1m角の範囲での略板状部材に切断する切断工程と、
前記略板状部材を樹脂の製造工場に輸送し、当該製造工場にて前記略板状部材を粉砕する破砕工程と、
を有し、
前記破砕工程は、前記略板状部材を複数段階で粉砕し、粉砕物の最終的な平均粒子径を10μm以上50μm以下にする工程である、再生繊維強化樹脂の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記破砕工程は、
前記略板状部材を平均粒子径が20mm以上60mm以下になるように粉砕する第1破砕工程と、
前記第1破砕工程後の粉砕物を平均粒子径が10mm以上50mm以下になるように粉砕する第2破砕工程と、
前記第2破砕工程後の粉砕物を平均粒子径が10μm以上50μm以下になるように粉砕する粉砕工程と、
を含む、請求項1に記載の再生繊維強化樹脂の製造方法。
【請求項3】
請求項1に記載の製造方法によって得られる再生繊維強化樹脂20質量%以上30質量%以下と、可塑性樹脂65質量%以上78質量%以下とを少なくとも含む混錬対象物を、混錬後に押出機、または圧縮機を有する混錬成形工程を有する、再生樹脂組成物の製造方法。
【請求項4】
前記混錬対象物に、原料から製造されたバージン熱可塑性樹脂が含まれている、請求項3に記載の再生樹脂組成物の製造方法。
【請求項5】
前記可塑性樹脂は、風力発電所、浴室及び船内から選択される少なくとも1種以上で用いられていた樹脂を含む、請求項3に記載の再生樹脂組成物の製造方法。
【請求項6】
請求項3に記載の製造方法によって得られる前記再生樹脂組成物を成形する成形工程を有する、樹脂成形体の製造方法。
【請求項7】
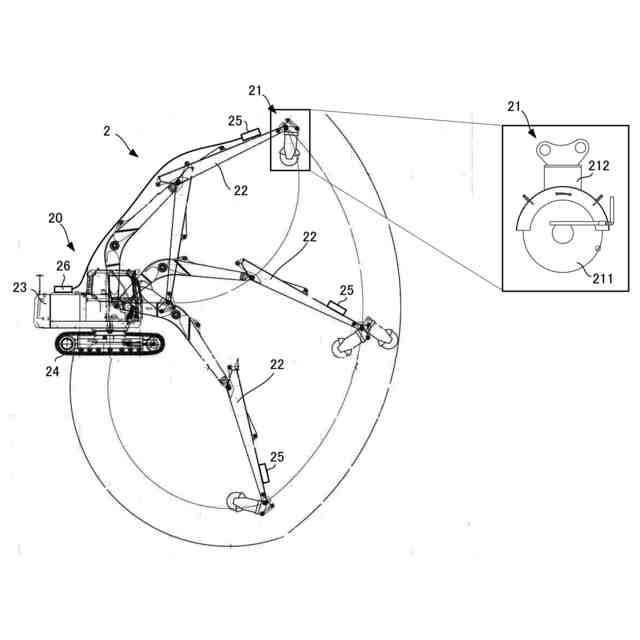
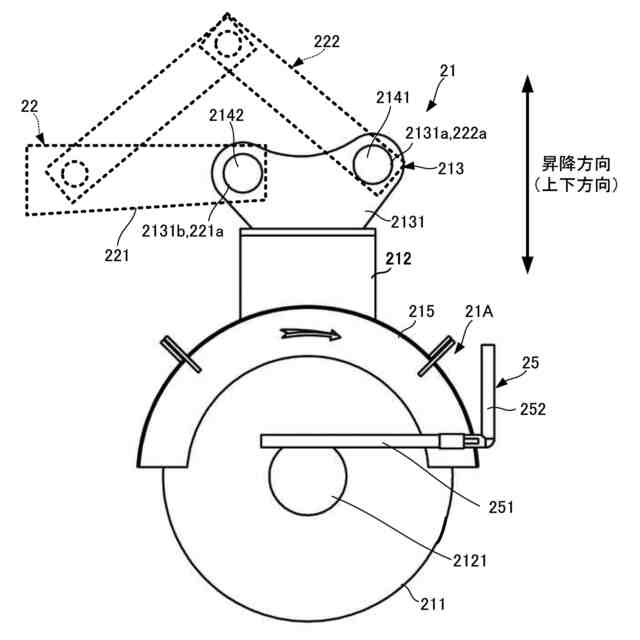
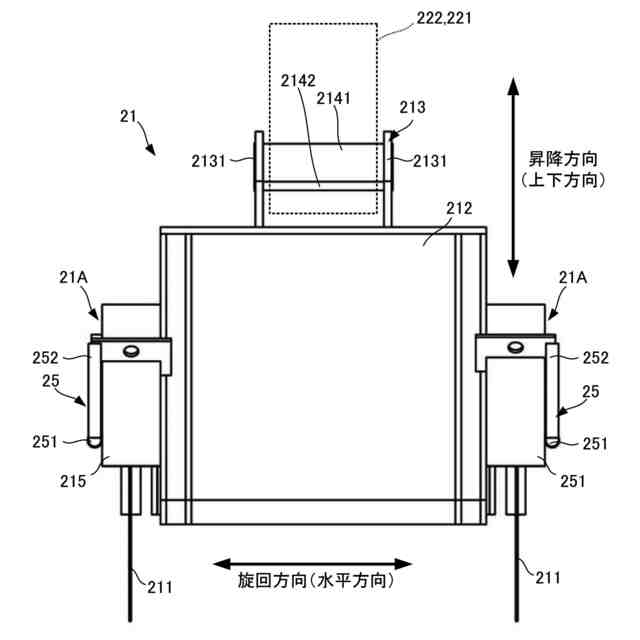
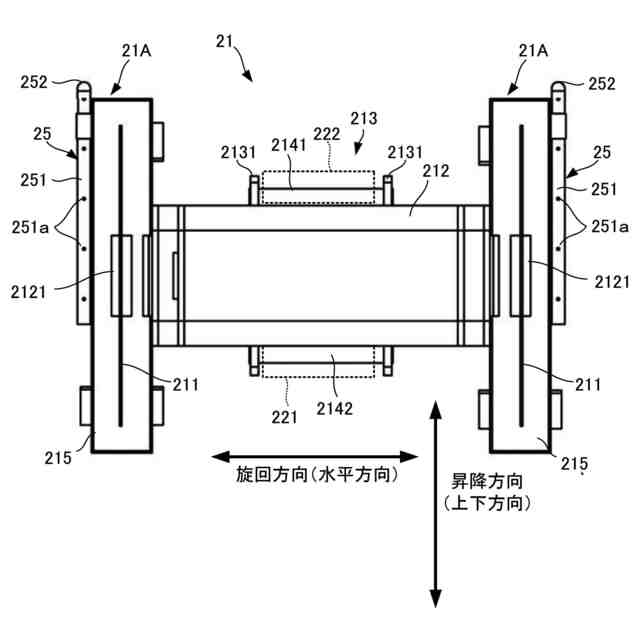
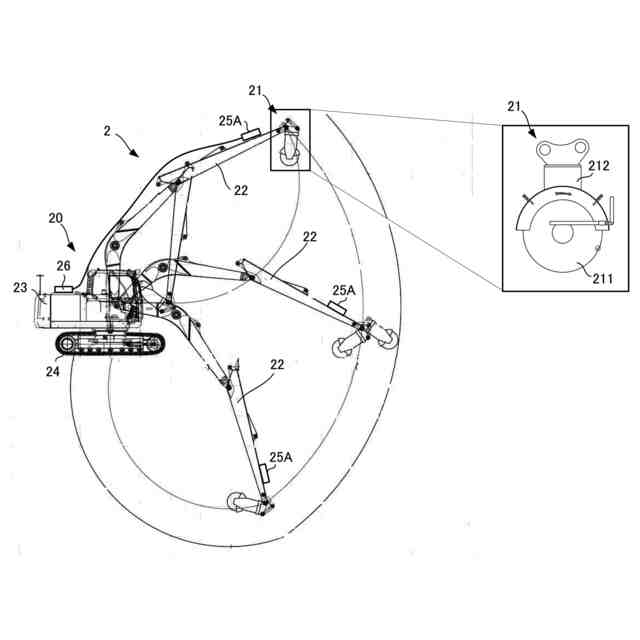
走行用クローラにより移動されるショベル本体と、ショベル本体に設けられたアームとを備えた油圧ショベルと、
前記アームの先端部に着脱可能に設けられ、廃プラスチック材料を所定寸法に切断する切断機構と、
前記切断機構に水を噴射する噴水機構と、
前記ショベル本体に設けられ、前記切断機構及び前記噴水機構に水を送給する送水機構と
を有し、
前記切断機構は、
前記所定寸法の離隔幅で設けられ、前記廃プラスチック材料を切断する複数の切断刃と、
前記切断刃を油圧により回転駆動する駆動機構と
を備えている、切断装置。
【請求項8】
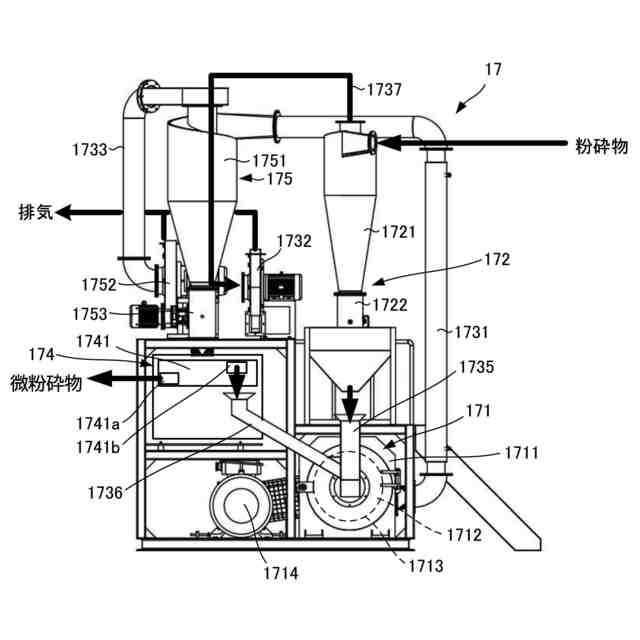
原料を粉砕する粉砕機構と、
前記原料を一定量ずつ前記粉砕機構に送給するフィーダー機構と、
前記粉砕機構で、前記原料が粉砕されることにより形成された粉末材を空気流により回収するサイクロンコレクター機構と、を有し、
前記粉砕機構は、
収容体と、
前記収容体に回転自在に収容され、回転軸が中心軸に一致された円筒形状の回転体と、
前記回転体の外周面に等間隔で設けられており、前記原料を切断する刃部材と、前記刃部材の側面に形成され、前記原料を研磨する研磨部とを有した複数の切断研磨刃と、
前記回転体の前記回転軸に連結され、前記回転体を高速度で回転駆動する回転駆動機構と
を有する、粉砕研磨装置。
【請求項9】
繊維強化樹脂と、木材成分、腐食防止塗料成分、ウレタン成分及びゴム成分から選択される少なくとも1種以上の不純物成分とを含有する廃プラスチック材料粉砕物からなり、平均粒子径が10μm以上50μm以下である、再生繊維強化樹脂。
【請求項10】
請求項9に記載の再生繊維強化樹脂20質量%以上30質量%以下と、
可塑性樹脂65質量%以上78質量%以下と、
を少なくとも含有する、再生樹脂組成物。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、再生繊維強化樹脂、再生樹脂組成物、再生樹脂成形体、及びこれらの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
繊維強化樹脂(Fiber Reinforced Plastics,FRP)は、強化繊維であるガラス繊維や炭素繊維を不飽和ポリエステル樹脂やエポキシ樹脂中に分散させ、比強度や比弾性率を著しく向上させた複合材料である。FRPの中でも、特にガラス繊維強化プラスチック(Glass Fiber Reinforced Plastic,GFRP)は、高い力学特性や化学的安定性に加えて価格も安く、金属材料と比較して軽量な上に、大量生産が可能である。そのため、GFRPは、浴槽や船体材料等で多用されている。
【0003】
しかしながら、GFRPのもつ高い化学的安定性は、メリットでもあるが、デメリットでもある。GFRPを構成する不飽和ポリエステル樹脂やエポキシ樹脂は、熱硬化性樹脂の一種であり、成形時に架橋反応を伴う三次元的構造を不可逆的に形成する。いったん三次元構造が形成されると、もはや通常の加熱や溶媒処理により、もとの液体状の原料に戻すことができない。そのため、寿命に達したGFRPは、リサイクルすることが難しく、産業廃棄物として焼却埋立されているのが実情である。
【0004】
とはいうものの、近年のSDGs(持続的な開発目標,Sustainable Development Goals)をはじめとした環境保護の流れから、GFRPのリサイクルに関する研究が進んではいる。GFRPのリサイクルは、マテリアルリサイクル及びケミカルリサイクルの観点から研究されている。
【0005】
マテリアルリサイクルは、廃棄された素材を物理的、機械的に加工し、別の素材の添加物として使用するリサイクルである。廃GFRP材を細かく粉砕し、セメントの充填剤として再利用する方法として実用化されている。また、微粉砕した熱硬化性廃プラスチック(廃FRP)を熱可塑性廃プラスチック(ポリプロピレン,PP)の充填剤(フィラー)として用い、射出成形用ペレットを作成し、射出成形用プラスチック材料として用いることも提案されている(非特許文献1)。
【0006】
ケミカルリサイクルは、廃GFRP材を化学的に処理することにより、不飽和ポリエステル樹脂を原料物質まで分解し、低分子化、液状化させることにより強化材であるガラス繊維を分離回収し、樹脂原料及び分離されたガラス繊維を再びGFRPの原料として再利用する方法である。しかしながら、処理コストが高いことが課題となっており、研究レベルでの検討は進んでいるものの、現状、マテリアルリサイクルほどの普及には至っていない。
【先行技術文献】
【非特許文献】
【0007】
佐藤ら,廃FRPのリサイクル技術とその用途技術開発,平成7年度研究報告,大分県産業科学技術センター
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、浴槽や船体材料のほか、風力発電所で用いられる風車ブレードもまた、FRPが用いられる。しかしながら、風車ブレードの直径は80m程度であり、1本あたりの重量も約5トンに達する。加えて、一般に風力発電は遠隔地で行われる。そのため、解体コストと解体場所からマテリアルリサイクル工場までの輸送コストとの両面での最適化が求められる。その点で、浴槽や船体材料に比べ、風車ブレードのリサイクルは、よりいっそう困難となる。解体風車ブレードのリサイクルシステムを実現するには、既存の再生技術だけでは足りず、解体効率の点から課題を解決しなければならない。
【0009】
また、解体風車ブレードには、FRPだけでなく木くずも含まれている。そのため、セメントの充填剤として再利用するにあたっては、解体風車ブレードに含まれる木くずが障壁となり得る。効率面からいうと、木くずを除かなくて済む方がよく、木くずを除かなくて済む用途の開発が求められる。
【0010】
日本国内でみると、風力発電所は、1995年以降建設され続けて累計2,626基稼働(2022/12時点)している。一方で約20年の寿命を迎えた風力発電機の解体・撤去は、2023年に72基、その後年間100~200基に増加する。これまで、1基あたり3本の風車ブレードが用いられることから、1基あたりの風車ブレード重量は約15トンであり、日本国内だけでも年間1,500トンの廃棄を伴うと見込まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
宏幸株式会社
再生繊維強化樹脂、再生樹脂組成物、再生樹脂成形体、及びこれらの製造方法
4か月前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
21日前
グンゼ株式会社
ピン
12か月前
東レ株式会社
フィルムの製造方法
8か月前
日機装株式会社
加圧システム
7か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社FTS
ロッド
10か月前
個人
樹脂可塑化方法及び装置
10か月前
株式会社エフピコ
賦形シート
1か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
3か月前
トヨタ自動車株式会社
射出装置
9か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社漆原
シートの成形方法
6か月前
株式会社日本製鋼所
監視システム
12日前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
8か月前
株式会社コスメック
射出成形装置
6か月前
株式会社神戸製鋼所
混練機
10か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
10か月前
日産自動車株式会社
成形装置
5か月前
足立建設工業株式会社
製管機
26日前
株式会社バルカー
シートガスケット
2か月前
三和合板株式会社
化粧板の製造装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ