TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101861
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023218927
出願日
2023-12-26
発明の名称
熱間スラブの幅圧下用金型および幅圧下方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
1/02 20060101AFI20250701BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】熱間スラブと幅圧下用金型との間の摩擦力および後進力を考慮に入れて幅圧下用金型を設計することによって、幅圧下用金型を使用して熱間スラブの幅圧下を行う場合において、スリップの発生を抑制して安定して幅圧下を行うことのできる熱間スラブの幅圧下用金型および幅圧下方法を提供する。
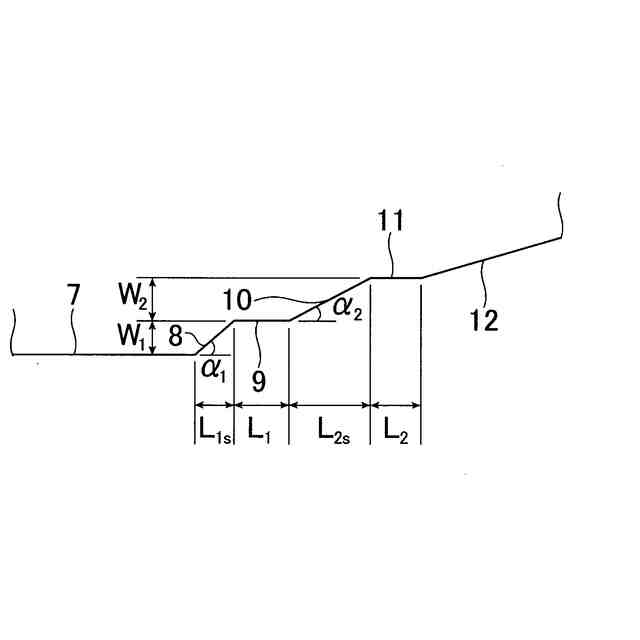
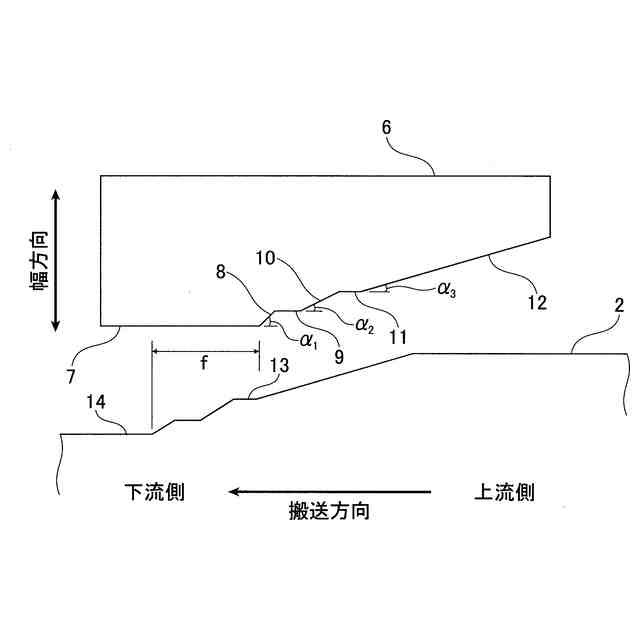
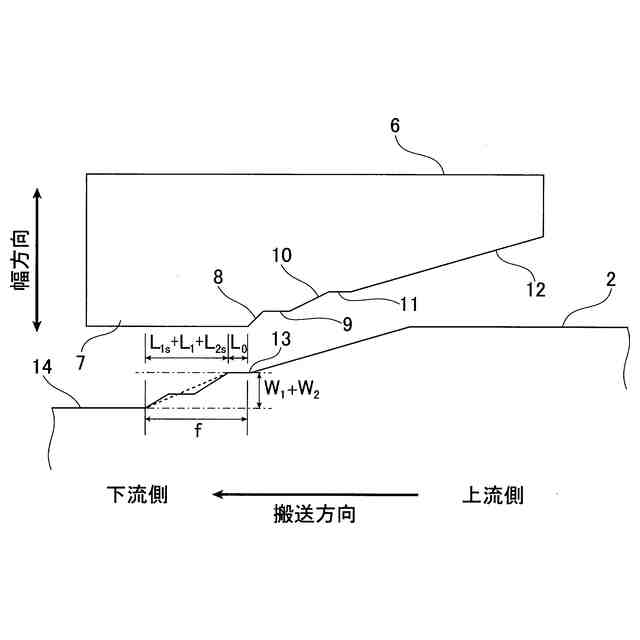
【解決手段】熱間スラブの幅圧下用金型6であって、平行部7、9、11と、傾斜部8、10とを有しており、熱間スラブ2に平行部7、9、11と傾斜部8、10とが押し込まれた場合における、搬送方向で平行部7、9、11の長さ(L
0
+L
1
+L
2
)と搬送方向で傾斜部8、10の長さ(L
1S
+L
2S
)との合計値(L
0
+L
1S
+L
1
+L
2S
+L
2
)に熱間スラブ2と平行部7、9、11および傾斜部8、10との間の摩擦係数(μ)を乗算した値が、幅方向で傾斜部8、10の高さ以上である。
【選択図】図3
特許請求の範囲
【請求項1】
熱間スラブの幅方向で前記熱間スラブの両側のそれぞれに配置され、前記幅方向で前記熱間スラブの両側から前記熱間スラブを押圧して前記熱間スラブの板幅を狭くする幅圧下に用いられる熱間スラブの幅圧下用金型であって、
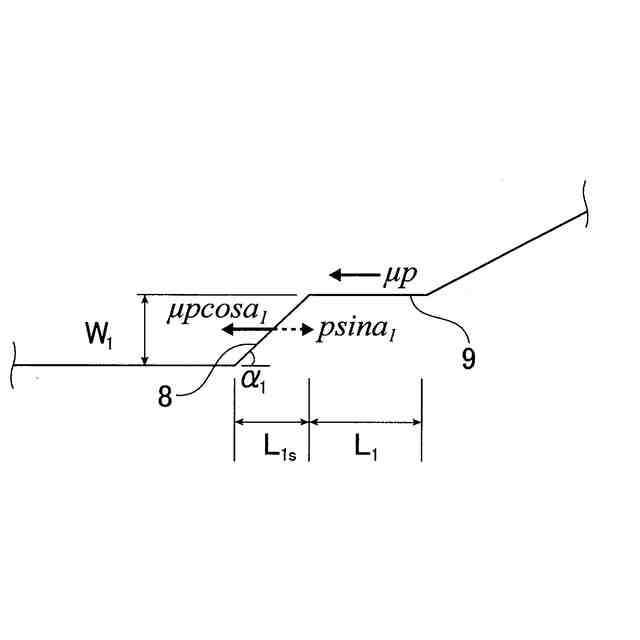
前記幅方向で前記熱間スラブの側面に平行な平行部と、前記熱間スラブの搬送方向で前記平行部の上流側の端部に連続して形成されており、かつ、前記側面との間の間隔が前記搬送方向で下流側から上流側に向かって増大する傾斜部とを有しており、
前記熱間スラブに前記平行部と前記傾斜部とが押し込まれた場合における、前記搬送方向で前記平行部の長さと前記搬送方向で前記傾斜部の長さとの合計値に前記熱間スラブと前記平行部および前記傾斜部との間の摩擦係数を掛けた値が、前記幅方向で前記傾斜部の高さ以上である熱間スラブの幅圧下用金型。
続きを表示(約 960 文字)
【請求項2】
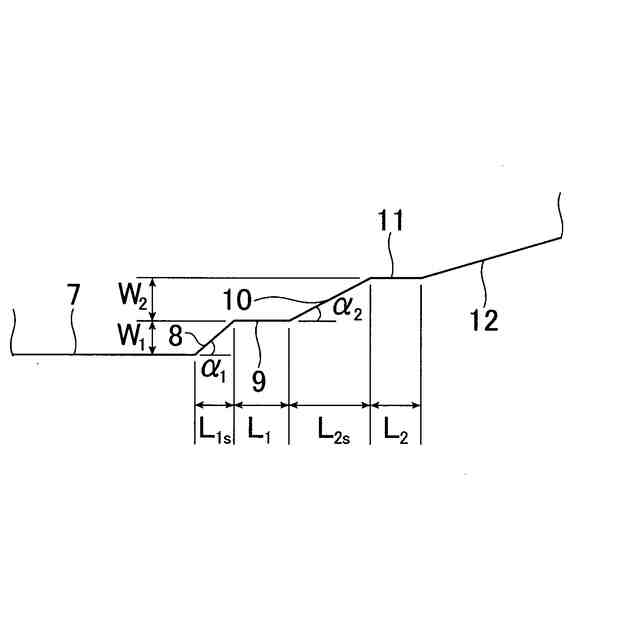
前記平行部は、前記幅方向で前記熱間スラブ側に位置する金型平行部と、前記幅方向で前記金型平行部よりも前記熱間スラブの外側に位置する第1中間平行部と、前記幅方向で前記第1中間平行部よりも前記熱間スラブの外側に位置する第2中間平行部とを有しており、
前記傾斜部は、前記搬送方向で前記金型平行部の上流側の端部と前記搬送方向で前記第1中間平行部の下流側の端部との間に形成された第1傾斜部と、前記搬送方向で前記第1中間平行部の上流側の端部と前記搬送方向で前記第2中間平行部の下流側の端部との間に形成された第2傾斜部と、前記搬送方向で前記第2中間平行部の上流側の端部に連続して形成された第3傾斜部とを有しており、
前記搬送方向で前記第1中間平行部の長さをL
1
、前記搬送方向で前記第2中間平行部の長さをL
2
、前記幅方向で前記第1傾斜部の高さをW
1
、前記搬送方向で前記第1傾斜部の長さをL
1S
、前記幅方向で前記第2傾斜部の高さをW
2
、前記搬送方向で前記第2傾斜部の長さをL
2S
、前記搬送方向で前記第1傾斜部から前記第2中間平行部までが前記熱間スラブに押し込まれた場合における、前記金型平行部と前記熱間スラブとの接触長さをL
0
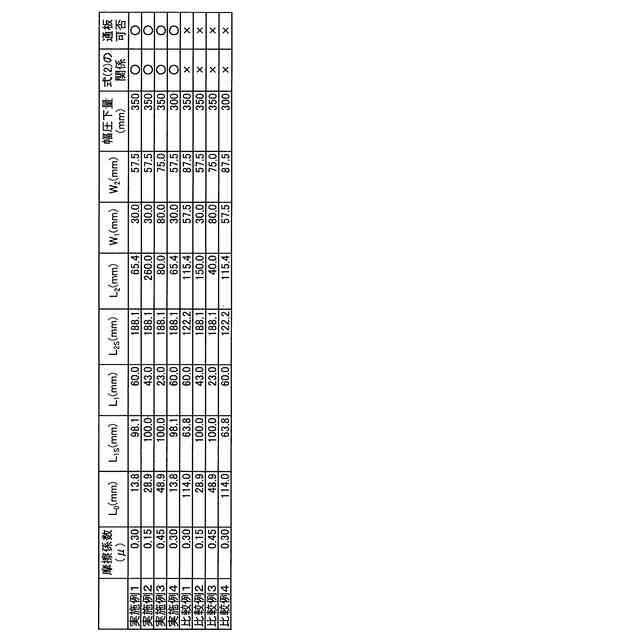
、前記摩擦係数をμ、前記熱間スラブの幅圧下量をdwとしたときに、下記の式(1)、および、式(2)を満たす請求項1に記載の熱間スラブの幅圧下用金型。
(W
1
+W
2
)≦dw/2・・・(1)
μ(L
0
+L
1S
+L
1
+L
2S
+L
2
)≧(W
1
+W
2
)・・・(2)
【請求項3】
請求項1または2に記載の熱間スラブの幅圧下用金型を前記熱間スラブの前記幅方向で前記熱間スラブの両側のそれぞれに配置し、前記幅方向で前記熱間スラブの両側から前記幅圧下用金型によって前記熱間スラブを押圧して前記熱間スラブの板幅を狭くする幅圧下を行う幅圧下方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間スラブの幅圧下用金型および幅圧下方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
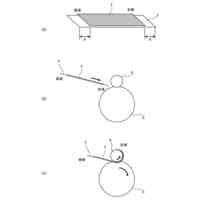
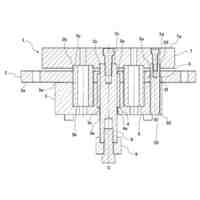
熱間スラブの板幅の変更手段の一例として、連続鋳造プロセスにおいて製造された熱間スラブを温度が所定温度よりも低下しないうちに、熱間スラブの幅方向で熱間スラブの両側に設置された一対の金型によって間欠的に幅圧下する板幅プレス装置が従来知られている。なお、熱間スラブは、所定温度よりも低温となった後に加熱炉に投入されて加熱されて所定温度以上になっている熱間スラブであってもよい。
【0003】
上述した板幅プレス装置では、熱間スラブの幅方向に相対峙して設置された1対の金型同士の間にテーブルロールおよびピンチロールによって熱間スラブを搬送するようになっている。各金型は熱間スラブに向かって前後動あるいは揺動運動するように構成されている。熱間スラブは前後動あるいは揺動運動する金型によってプレスされてその幅が狭くされる。つまり、幅圧下される。
【0004】
板幅プレス装置では、通常、900~2000mm程度の板幅の熱間スラブに対して、最大300~350mm程度、板幅を狭くする幅圧下を行う。こうすることにより、連続鋳造において鋳造された熱間スラブの板幅とは異なる板幅の鋼板製品の製造を可能としている。また、板幅プレス装置は連続鋳造プロセスで製造する熱間スラブの板幅を変更する回数の低減、熱間圧延プロセスでのスケジュールフリー圧延の拡大、コイル単重の増大など、鋼板製造プロセスの生産性向上や合理化に大きく寄与している。このようなメリットは板幅プレス装置の幅圧下能力が大きいほど拡大する。
【0005】
板幅プレス装置の幅圧下能力とは、熱間スラブの板幅を狭くする板幅プレス装置の機能を意味している。また、板幅プレス装置によって幅圧下する前の熱間スラブの板幅と、板幅プレス装置によって幅圧下した後の熱間スラブの板幅との差が大きいほど、板幅プレス装置の幅圧下能力が大きいことを意味している。したがって、幅圧下能力が大きい板幅プレス装置であれば、種々の板幅の熱間スラブを製造することができ、上述したようなメリットが拡大する。
【0006】
板幅プレス装置で使用される上述した金型は熱間スラブの搬送方向に沿って延びる平坦部と、熱間スラブの搬送方向で平坦部の上流側に連続して形成された傾斜部とを有している。当該傾斜部は搬送方向で下流側から上流側に向かって、熱間スラブとの間の間隔が次第に増大するようになっている。上述した形状の金型を使用して板幅プレス装置によって熱間スラブを幅圧下すると、金型の平坦部に応じた平坦面や、金型の傾斜部に応じた傾斜面が熱間スラブに生じる。その後、板幅プレス装置では、熱間スラブから一対の金型を離隔させ、所定の送りピッチで熱間スラブを搬送する。
【0007】
上述した傾斜部が一段のみ形成された金型(以下、平金型と記す。)によって熱間スラブの幅圧下を行う場合について検討する。未だ幅圧下を行っていない熱間スラブに対して平金型によって幅圧下を行うと、当該熱間スラブに平金型が型押しされ、平金型の平坦部や傾斜部に応じた平坦面や傾斜面が生じる。その熱間スラブを所定の送りピッチで搬送後、再度、平金型によって幅圧下を行う。その場合において、平金型による幅圧下量を次第に増大させると、現時点よりも一回前の幅圧下によって熱間スラブに形成された傾斜面に対して、現時点で幅圧下を行う平金型の傾斜部が接触する。それら熱間スラブの傾斜面と平金型の傾斜部との間の摩擦係数が小さい場合には、熱間スラブが幅圧下されずに、搬送方向で下流側から上流側に熱間スラブが移動するスリップが発生する場合がある。
【0008】
このようなスリップが発生すると、板幅プレス装置での熱間スラブの通板性が悪化してしまう。そのため、従来の金型および幅圧下方法では、スリップの発生を抑制するために、板幅プレス装置での熱間スラブの幅圧下量を制限せざるを得なかった。一方、金型と熱間スラブとの間の摩擦係数は熱間スラブの鋼種、熱間スラブの加熱温度による熱間スラブ表面の酸化スケールの状態や、金型表面の状態によって大きく変化する。そのため、スリップを抑制するために、金型と熱間スラブとの間の摩擦係数を常に高い値に維持することは困難である。なお、通板性とは、板幅プレス装置での熱間スラブの通りやすさを意味している。
【0009】
このような事情で、熱間スラブの幅圧下時におけるスリップの発生を抑制する幅圧下用金型や幅圧下方法が従来検討されており、その一例が特許文献1に記載されている。
【0010】
特許文献1には、金型平行部と第1傾斜部と第1中間平行部と第2傾斜部と第2中間平行部と第3傾斜部とを有する幅圧下用金型が記載されている。その幅圧下用金型では、上述した各部分が熱間スラブの搬送方向で出側から入側に向かって上述した順に連続して設けられている。各平行部は熱間スラブ側面に対して平行に設定されている。各傾斜部は熱間スラブとの間の間隔が搬送方向で下流側から上流側に向かって次第に増大するように傾斜している。そして、特許文献1の金型は、熱間スラブの送りピッチが変化した場合であっても、現時点よりも一回前の幅圧下で熱間スラブに生じた平坦な部分と、当該熱間スラブに対して現時点で幅圧下を行う金型の各平行部のうち、いずれかの平行部とを接触させて幅圧下を開始できるように各部の寸法が設定されている。例えば、予め設定された送りピッチで熱間スラブが搬送されたときには、熱間スラブのうち、現時点よりも一回前に幅圧下したときに第2中間平行部によって幅圧下された領域と、現時点で幅圧下を行う幅圧下用金型の金型平行部とから接触を開始する。こうすることによって熱間スラブの幅圧下を行っているときに、スリップの発生を防止して安定した幅圧下を行うことができる、とされている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
1日前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
15日前
日伸工業株式会社
プレス加工装置
15日前
東栄工業株式会社
ダブルデッキヘミング金型
11日前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
1か月前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ加工機
25日前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社トラバース
パンチング加工装置
2か月前
株式会社TMEIC
監視装置
2か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
10日前
株式会社不二越
転造加工用平ダイス
3か月前
株式会社吉野機械製作所
プレス機械
23日前
浙江飛剣工貿有限公司
二重片口の製造方法
29日前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
ユニオンツール株式会社
転造ダイスセット
9日前
株式会社TMEIC
制御システム
16日前
株式会社エナテック
製品分離システム
3か月前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社TMEIC
誘導加熱装置
18日前
トックス プレソテクニック株式会社
接合装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
日本製鉄株式会社
圧延装置
3か月前
トヨタ紡織株式会社
パンチ及びプレス金型
1か月前
JFEスチール株式会社
板巻き加工品の製造方法
2か月前
日産自動車株式会社
金属板の曲げ加工方法
1か月前
三協オイルレス工業株式会社
リフタユニット
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ