TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101212
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023217882
出願日
2023-12-25
発明の名称
ワックスサーモエレメント及びワックスサーモエレメントの製造方法
出願人
富士精工株式会社
代理人
個人
,
個人
主分類
F16K
31/68 20060101AFI20250630BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
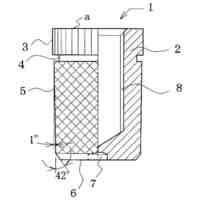
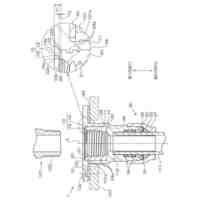
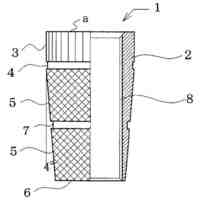
【課題】狭いスペースにも搭載可能な小型で安価なワックスサーモエレメント及びその製造方法を提供する。
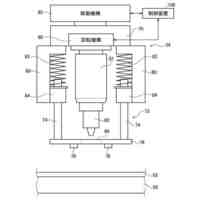
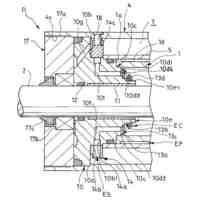
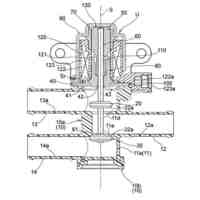
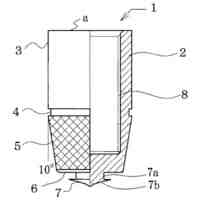
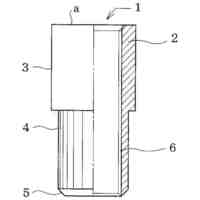
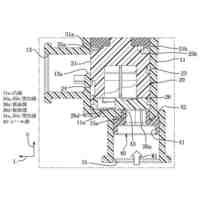
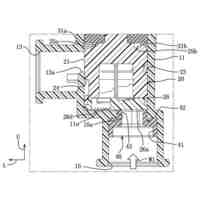
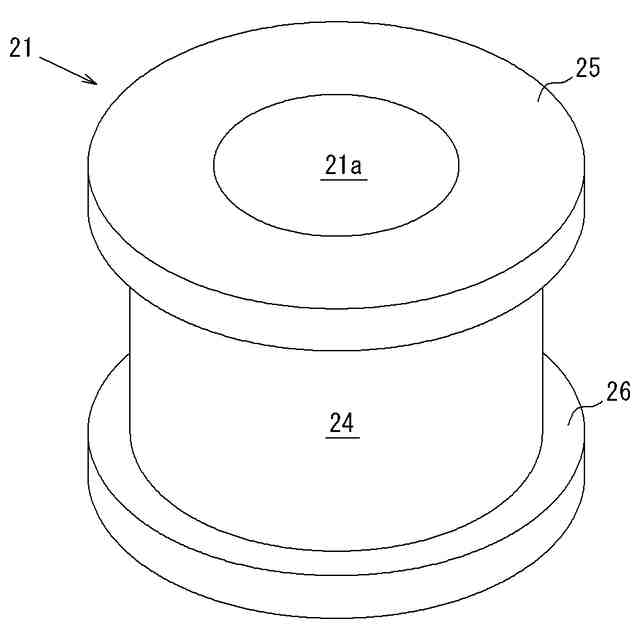
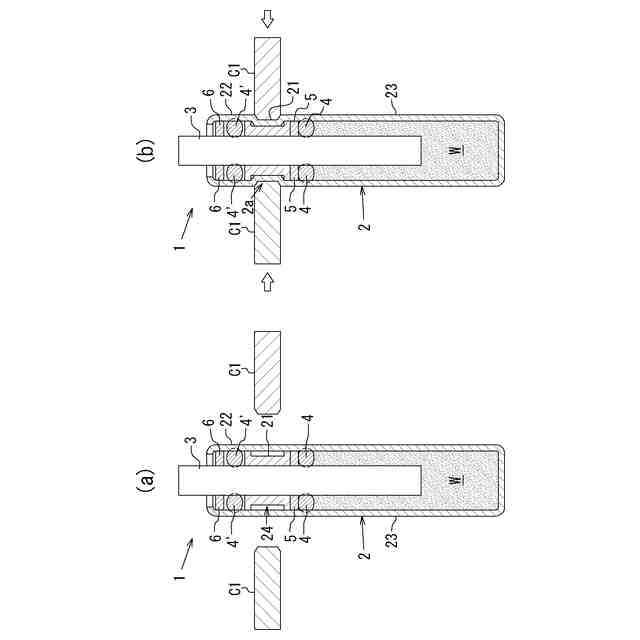
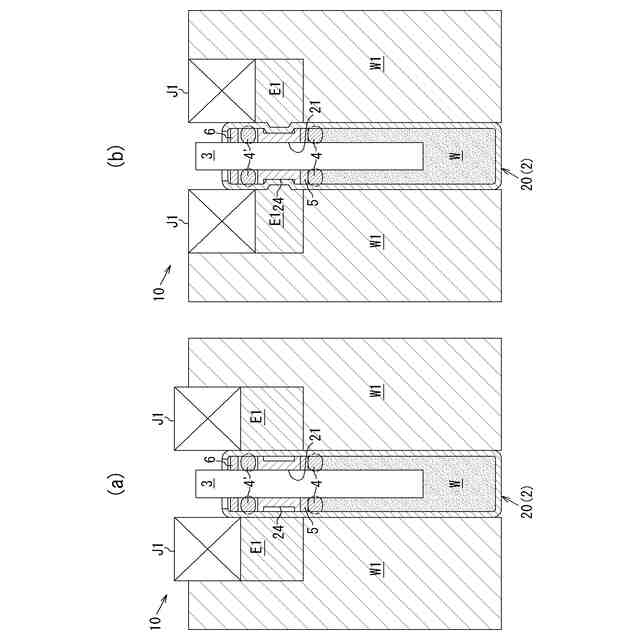
【解決手段】ワックスWが封入されたハウジング2と、ハウジング2に対して突没自在なピストンロッド3と、ピストンロッド3に嵌着されてワックスWを封止するリング状のゴム材からなるパッキン4を備えたワックスサーモエレメント1において、ハウジング2を、ワックスWが封入された有底円筒状のカップ20と、カップ20と結合して内圧に対抗し、パッキン4を支持する円盤状のカバー21と、から構成し、カバー21の外周側面に、凹溝24を形成し、カップ20とカバー21とを、カップ20の円筒状の側面を凹溝24に押し込んでカシメ止める側面カシメ2aで結合する。
【選択図】図1
特許請求の範囲
【請求項1】
ワックスが封入されたハウジングと、前記ハウジングに対して突没自在なピストンロッドと、前記ピストンロッドに嵌着されてワックスを封止するリング状のゴム材からなるパッキンを備えたワックスサーモエレメントであって、
前記ハウジングは、前記ワックスが封入された有底円筒状のカップと、前記カップと結合して内圧に対抗し、前記パッキンを支持する円盤状のカバーと、を有し、
前記カバーの外周側面には、凹溝が形成されており、
前記カップと前記カバーとは、前記カップの円筒状の側面が前記凹溝に押し込まれてカシメ止められた側面カシメで結合されていること
を特徴とするワックスサーモエレメント。
続きを表示(約 1,000 文字)
【請求項2】
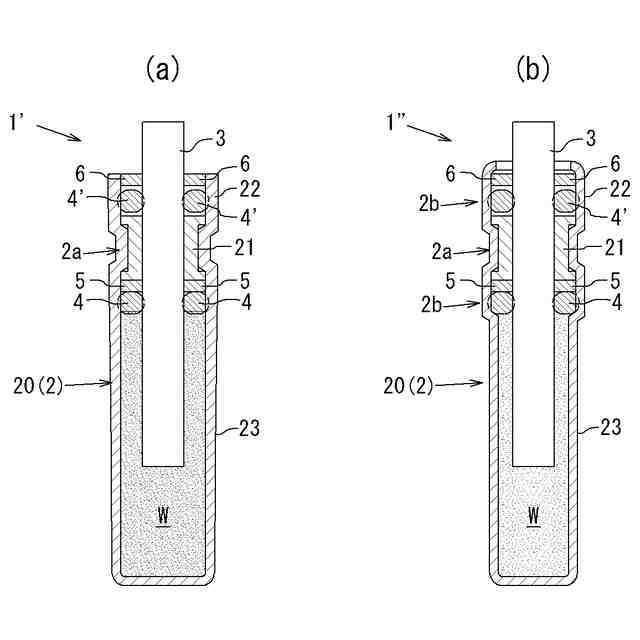
前記カップの円筒状の内周径は、前記側面カシメ部分を除き略同一径であり、軸に沿った断面において軸に平行な直線状となっており、
前記カバーは、前記カップのワックス封入部の内容積に応じて前記カップに対して位置調整されて前記側面カシメで結合されていること
を特徴とする請求項1に記載のワックスサーモエレメント。
【請求項3】
前記カップの円筒状の内周径は、前記パッキン部分を除き前記カバーの円盤状の外周径に応じた略同一径であり、
前記カバーは、前記カップのワックス封入部の内容積に応じて前記カップに対して位置調整されて前記側面カシメで結合されていること
を特徴とする請求項1に記載のワックスサーモエレメント。
【請求項4】
ワックスが封入されたハウジングと、前記ハウジングに対して突没自在なピストンロッドと、前記ピストンロッドに嵌着されてワックスを封止するリング状のゴム材からなるパッキンを備えたワックスサーモエレメントを製造するワックスサーモエレメントの製造方法であって、
前記ハウジングを前記ワックスが封入された有底円筒状のカップと、前記カップと結合して内圧に対抗し、前記パッキンを支持する円盤状のカバーと、から構成し、
前記円盤状のカバーの外周側面に凹溝を形成し、
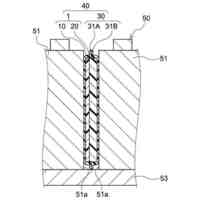
前記カップに前記カバーを挿入した後、前記カップの円筒状の側面を前記凹溝に押し込んで塑性変形させることにより側面カシメで前記カップに前記カバーをカシメ止めて結合すること
を特徴とするワックスサーモエレメントの製造方法。
【請求項5】
前記カップの側面を前記凹溝に押し込んで塑性変形させる加工は、金属刃を前記カップに押し当てて塑性変形させるカシメ加工、又は弾性体若しくは流動体の圧力で前記カップを押圧して塑性変形させるバルジ加工により行うこと
を特徴とする請求項4に記載のワックスサーモエレメントの製造方法。
【請求項6】
前記カップの側面を前記凹溝に押し込んで塑性変形させる加工は、前記カップの内周径、及び前記パッキンの体積を考慮し、前記カップのワックス封入部の内容積に応じて、前記ピストンロッドの所定の温度におけるリフト量が一定値となるように前記カバーの位置調整を行った後、カシメ加工すること
を特徴とする請求項4又は5に記載のワックスサーモエレメントの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワックスサーモエレメントに関し、詳しくは、パッキン型のシール形態として側面カシメでカップにカバーが結合されたパッキン型ワックスサーモエレメント及びその製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
バッテリー式電気自動車(BEV:Battery Electric Vehicle)やハイブリッド自動車(HEV:Hybrid Electric Vehicle)等の電動車向けの冷却システムでは、モータ、インバータ、バッテリー等の各種デバイスを、冷却媒体を介してクーラーで冷却している。しかし、このような電動車向けの冷却システムは、従来の内燃機関(ICE:Internal Combustion Engine)車の冷却システムより冷却箇所が増えており冷却回路も小型で複雑化してきている。
【0003】
また、電動車の冷却システムは、各種デバイスを精密に温度制御するため、冷却回路の切り換えに電動バルブが用いられ、複数の回路を一つのバルブで制御する多方弁(マルチポートコントロールバルブ)や、回路毎に一方弁を多数用いて制御する等の制御システムが開発されてきている。しかし、今後、電動車の冷却システムでも切り換えにワックスサーモスタットも用いられることが予測される。その場合、ワックスサーモエレメント(サーモペレット)も狭いスペースにも組込むための小型化やコスト削減が必要とされる。
【0004】
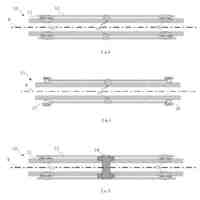
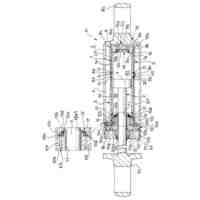
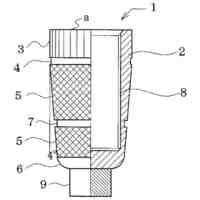
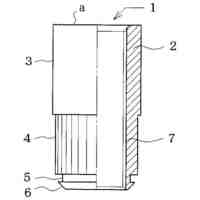
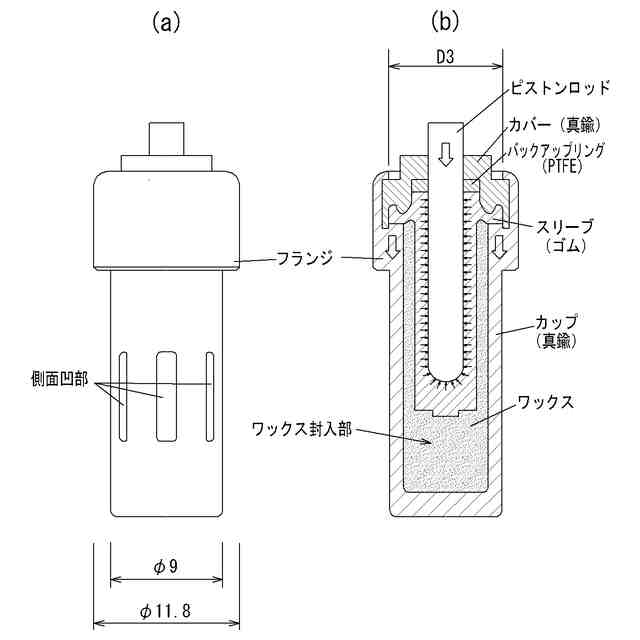
図7に示す従来のワックスサーモエレメントのスリーブ型(ワックスシール構造)では、カップ(筐体)とスリーブ(シール部材)によってワックスを覆う必要が有る。このため、ワックスサーモエレメントを小型化する際は、筐体となるカップとカバーに合わせて、スリーブを、小さく、薄肉にする必要がある。しかし、スリーブの固定構造、製造工法、強度の問題で、ある一定以下のサイズにする事は困難になってくる。
【0005】
つまり、図7(b)に示すように、従来のスリーブ型のサーモエレメントでは、カップに対してずれ動き突没するピストンロッドをゴム製のスリーブで覆い、ワックスと遮断しているため、ワックスが漏れ出すおそれは少ない。しかし、従来のスリーブ型のサーモエレメントは、ピストンとゴム材からなるスリーブとの接触面積が広いため摺動抵抗が高くなり、戻しばねで押し戻す際の付勢力も高くなる。また、ピストンが外力(戻しばねの付勢力)で押し戻される際、スリーブに発生する高い摺動抵抗により、スリーブを押し下げる力(脱落させる力)が加わるため、カップとカバーでスリーブを上下で挟み込み、強固に固定する必要が有り、スリーブを固定するための固定構造が必要となる分、カバー径が大きくなり受圧面積も広くなる。このため、ワックスサーモエレメント内の内圧が高くなり、受圧面積も広くなるため、カバーとカップに高い結合強度が必要であった。
【0006】
そのため、カバーとカップを大きな力で挟み込んで高い結合強度で保持することができるカップの軸方向である上方から下方に向けカップの上部を変形させてカップの変形部をカバーの上に被せる上面カシメで結合する必要があった。そのため、ワックスサーモエレメントにカシメる際の受けとしてフランジを形成する必要があり、径方向の小型化ができないという問題があった。
【0007】
このような問題を解決するべく、上方から下方に向け変形させてカップの変形部をカバーに被せることでカシメて上面カシメで結合するのではなく、カップの軸方向と直交する横方向にカップの側面を変形させてカップとカバーを結合することが考えられる。しかし、このような側面カシメでは、前述の上面カシメ程の結合強度が得られないため、ワックスサーモエレメントの筐体内が高圧力となった場合、カバーのカシメ位置が変位するおそれがあった。
【0008】
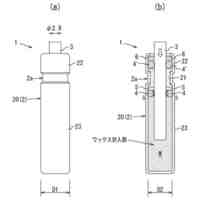
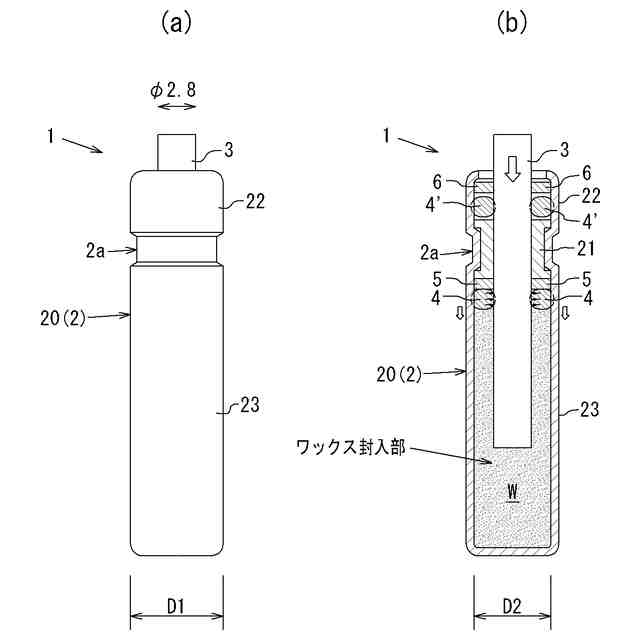
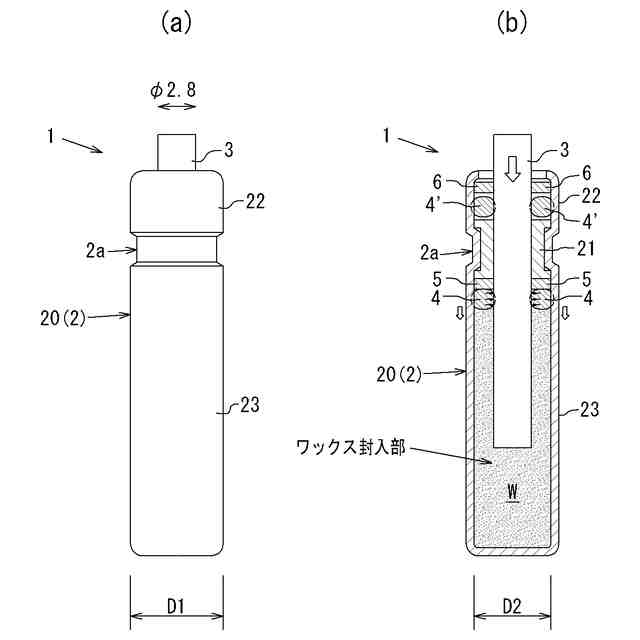
そこで、ワックスサーモエレメントのワックスのシール形態をカバー部の受圧面積(図7(b)の受圧径D3)の大きいスリーブ型から、カバー部の受圧面積の小さいパッキン型(軸シール)(図1(b)の受圧径D2:D2<D3)に変更することで、ワックスサーモエレメントのカバー部が受ける圧力を低減するとともに、ピストンロッドとゴム材の接触面積を低減することで摺動抵抗を小さくし、ピストンロッドを戻すためのスプリングの付勢力を低減することでカップ(ハウジング)内の内圧を小さくして、側面カシメの結合強度でも対応できる設計とし、スリーブの固定構造や強度の問題を解消することが考えられる。
【0009】
例えば、特許文献1及び特許文献2には、それぞれリング状のゴム材からなるパッキンでワックスを封止するパッキン型のワックスサーモエレメントが開示されている。
【0010】
しかし、特許文献1及び特許文献2に記載の従来のパッキン型のワックスサーモエレメントは、径方向の小型化を目的としてワックスのシール形態をパッキン型としているものではなく、カップとカバーの形状はカップにフランジを形成させ、そのカップのフランジにカバーを載せた上で、カップ上部から金属刃で塑性変形させてカップとカバーを結合させる構造であった。つまり、従来のパッキン型のワックスサーモエレメントは、ワックスサーモエレメントにフランジが形成されており、径方向の小型化が達成できていなかった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
国立大学法人東海国立大学機構
接合方法および接合装置
15日前
富士精工株式会社
ワックスサーモエレメント及びワックスサーモエレメントの製造方法
15日前
個人
ホース保持具
3か月前
個人
トーションバー
3か月前
個人
差動歯車用歯形
26日前
個人
固着具と成形品部材
6か月前
個人
ボルトナットセット
4か月前
株式会社不二工機
電磁弁
2か月前
株式会社不二工機
電磁弁
20日前
個人
回転式配管用支持具
5か月前
株式会社オンダ製作所
継手
5か月前
カヤバ株式会社
緩衝器
15日前
カヤバ株式会社
緩衝器
15日前
カヤバ株式会社
ダンパ
28日前
カヤバ株式会社
ダンパ
28日前
株式会社三協丸筒
枠体
3か月前
株式会社ミクニ
弁装置
5か月前
個人
ベルトテンショナ
4か月前
株式会社ミクニ
弁装置
5か月前
カヤバ株式会社
緩衝器
4か月前
個人
固着具と固着具の固定方法
5か月前
日東電工株式会社
断熱材
3か月前
個人
固着具と固着具の固定方法
3か月前
株式会社フジキン
ボールバルブ
1か月前
株式会社不二工機
電動弁
3か月前
日東精工株式会社
樹脂被覆ねじ
4か月前
個人
固着具と固着具の固定方法
2か月前
株式会社ナジコ
自在継手
5か月前
個人
固着具と固着具の固定方法
2か月前
カヤバ株式会社
緩衝装置
5か月前
個人
固着具と固着具の固定方法
2か月前
株式会社ノーリツ
分配弁
2か月前
協和工業株式会社
空気弁
5か月前
株式会社不二工機
逆止弁
5か月前
株式会社ノーリツ
分配弁
2か月前
株式会社ノーリツ
分配弁
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ