TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077916
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023197750
出願日
2023-11-04
発明の名称
固着具と固着具の固定方法
出願人
個人
代理人
主分類
F16B
37/04 20060101AFI20250512BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】量産化に適した熱可塑性樹脂の成形品部材に設けられた孔に固定できる固着具と固着具の固定方法を提供する。
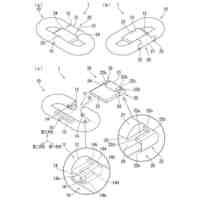
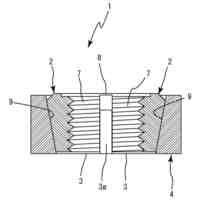
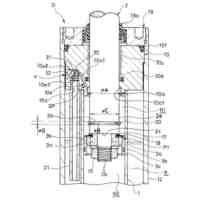
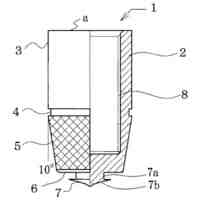
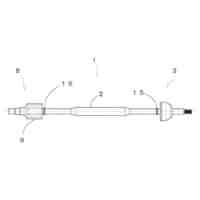
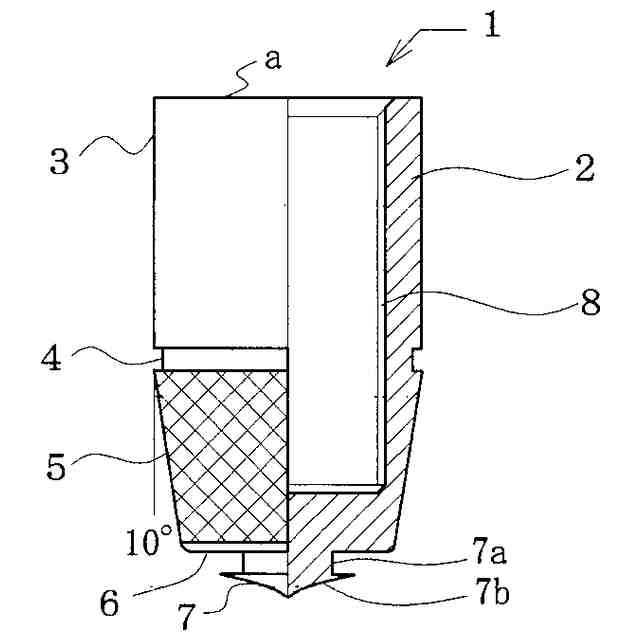
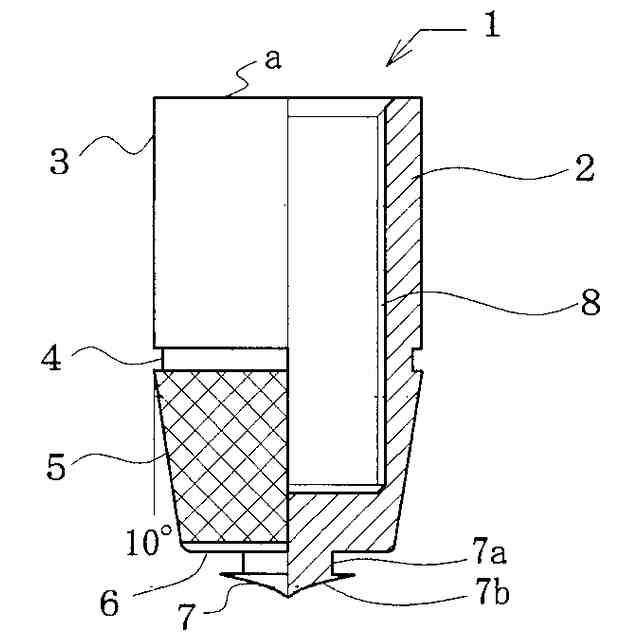
【解決手段】本発明の固着具1は、短い円柱状の本体2に端面aを有する外側周面上に設けられた頭部3、小径部4、外側周面上に設けられ方形網目のローレット(凹凸条)を有する栓体部5、および後端部6、さらにシャンク7aとアンカヘッド7bとからなるアンカ(錨部)7とを有して設けられている。アンカ7のアンカヘッド7aは、円錐形状で勾配面が芯側に湾曲して凹む形状に切削加工されている。栓体部5は、小径部4に接する側を最大外径とした円錐台形状となっていて後端部6に向かって外径を小さくしている。この円錐台形状は勾配の角度が10度となっている。
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂の成形品部材に設けられた孔に加熱・加圧されて固定されるナット状の金属製の固着具であって、
円柱状の本体に上記孔の孔径と同じ外径の頭部と、
この頭部に隣接して前記円柱状の本体の外側周面上に多数の凹凸条を有し、前記頭部に接する側を最大外径として円錐台形状に所定の勾配で外径が小さくなる栓体部と、
この栓体部に隣接して設けられた錨柄と錨冠とからなる錨部と、
を具備したことを特徴とする固着具。
続きを表示(約 1,800 文字)
【請求項2】
熱可塑性樹脂の成形品部材に設けられた孔に加熱・加圧されて固定されるナット状の金属製の固着具であって、
円柱状の本体に上記孔の孔径と同じ外径の頭部と、
この頭部に隣接して前記円柱状の本体の外側周面上に設けられ、当該頭部の外径より小さい外径の小径部と、
この小径部に隣接して前記円柱状の本体の外側周面上に多数の凹凸条を有し、前記小径部に接する側を最大外径として円錐台形状に所定の勾配で外径が小さくなる栓体部と、
この栓体部に隣接して設けられた錨柄と錨冠とからなる錨部と、
を具備したことを特徴とする固着具。
【請求項3】
熱可塑性樹脂の成形品部材に設けられた孔に加熱・加圧されて固定されるナット状の金属製の固着具の固定方法であって、
上記固着具は、円柱状の本体に上記孔の孔径と同じ外径の頭部と、この頭部に隣接して前記円柱状の本体の外側周面上に多数の凹凸条を有し、前記頭部に接する側を最大外径として円錐台形状に所定の勾配で外径が小さくなる栓体部と、この栓体部に隣接して設けられた錨柄と錨冠とからなる錨部とを有し、
上記熱可塑性樹脂の成形品部材に設けられた孔に前記固着具が挿入されて前記固着具の頭部が加熱・加圧された際、前記固着具の錨部が前記孔の底を溶融して固定されることを特徴とする固着具の固定方法。
【請求項4】
熱可塑性樹脂の成形品部材に設けられた孔に加熱・加圧されて固定されるナット状の金属製の固着具の固定方法であって、
上記固着具は、円柱状の本体に上記孔の孔径と同じ外径の頭部と、この頭部に隣接して前記円柱状の本体の外側周面上に設けられ、当該頭部の外径より小さい外径の小径部と、この小径部に隣接して前記円柱状の本体の外側周面上に多数の凹凸条を有し、前記小径部に接する側を最大外径として円錐台形状に所定の勾配で外径が小さくなる栓体部と、この栓体部に隣接して設けられた錨柄と錨冠とからなる錨部とを有し、
上記熱可塑性樹脂の成形品部材に設けられた孔に前記固着具が挿入されて前記固着具の頭部が加熱・加圧された際、前記固着具の錨部が前記孔の底を溶融して固定されることを特徴とする固着具の固定方法。
【請求項5】
上記栓体部の勾配は、0度から20度であることを特徴とする請求項1又は請求項2又は請求項3又は請求項4に記載の固着具。
【請求項6】
上記栓体部の最大外径は、熱可塑性樹脂の成形品部材に設けられた孔の孔径と同じか所定値小さい外径であることを特徴とする請求項1又は請求項2又は請求項3又は請求項4に記載の固着具。
【請求項7】
熱可塑性樹脂の成形品部材に設けられた孔に加熱・加圧されて固定されるナット状の金属製の固着具であって、
円柱状の本体に上記孔の孔径と同じ外径の頭部と、
この頭部に隣接して前記円柱状の本体の外側周面上に設けられ、当該頭部の外径より小さい外径で多数の凹凸条を有する栓体部と、
この栓体部に隣接して設けられた錨柄と錨冠とからなる錨部と、
を具備したことを特徴とする固着具。
【請求項8】
熱可塑性樹脂の成形品部材に設けられた孔に加熱・加圧されて固定されるナット状の金属製の固着具の固定方法であって、
上記固着具は、円柱状の本体に上記孔の孔径と同じ外径の頭部と、この頭部に隣接して前記円柱状の本体の外側周面上に設けられ、当該頭部の外径より小さい外径で多数の凹凸条を有する栓体部と、この栓体部に隣接して設けられた錨柄と錨冠とからなる錨部とを有し、
上記熱可塑性樹脂の成形品部材に設けられた孔に前記固着具が挿入されて前記固着具の頭部が加熱・加圧された際、前記固着具の錨部が前記孔の底を溶融して固定されることを特徴とする固着具の固定方法。
【請求項9】
上記頭部は、熱可塑性樹脂の成形品部材に設けられた孔の孔径より所定値小さい外径であることを特徴とする請求項1又は請求項2又は請求項3又は請求項4又は請求項7又は請求項8に記載の固着具。
【請求項10】
上記錨部は、熱可塑性樹脂の成形品部材に設けられた孔の孔底を溶融して前記孔底に埋められることを特徴とする請求項1又は請求項2又は請求項3又は請求項4又は請求項7又は請求項8に記載の固着具。
発明の詳細な説明
【技術分野】
【0001】
この発明は、量産化に対応して熱可塑性樹脂の成形品部材に嵌め込み固定して使用するのに適した固着具と固着具の固定方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、熱可塑性樹脂の成形品からなる部材にねじ孔を形成してボルトなどをねじ込み固定すると、引張り、ねじり、振動その他の外力を受けたとき、あるいはボルトなどを反覆して着脱したときにねじ孔が変形し、または破壊して使用できなくなる。
そこで、成形品部材に設けられた孔に対して、嵌め込み固定してボルトなどを安定よく固定しておくことができると共に反覆着脱に耐えるようにしたナット状の金属製固着具(インサート)が実用化されている。さらに、このような固着具が成形品部材の孔に喰い込んで充分な強度で固定されるように固着具の外側周面にローレット状その他の凹凸を設ける方法が提案されている(例えば特許文献1、2)。
【0003】
このような固着具を成形品部材に嵌め込む際は、成形品部材に設けられたボス孔に固着具を加熱(200℃前後)しながら加圧して嵌め込んでいる。このような合成樹脂の成形品部材は熱可塑性樹脂であるからできることである。
そこで本発明者は、合成樹脂として熱可塑性樹脂だけでなく熱硬化性樹脂でできた成形品部材に設けられた孔やカーボン(炭素基材)に設けられた孔に固定できる固着具と固着具の固定方法に関して本年7月10日に出願した。特願2023-133165
【0004】
しかしながら、上述した固着具は固着具後端部に熱可塑性樹脂が接着剤等で取り付けられている。これでは、固着具に熱可塑性樹脂を取り付ける手間がかかって量産化に向いていないという課題があった。
【先行技術文献】
【特許文献】
【0005】
特開昭50-85756号公報
特開昭58-124809号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記したように、特願2023-133165で出願した固着具は固着具後端部に熱可塑性樹脂を接着剤等で取り付けるため、固着具に熱可塑性樹脂を取り付ける手間がかかって量産化に向いていないという課題があった。この発明の目的は、量産化に適した熱可塑性樹脂の成形品部材に設けられた孔に固定できる固着具と固着具の固定方法を提供することである。
【課題を解決するための手段】
【0007】
そこで、本発明は、熱可塑性樹脂の成形品部材に設けられた孔に加熱・加圧されて固定されるナット状の金属製の固着具であって、円柱状の本体に上記孔の孔径と同じ外径の頭部と、この頭部に隣接して前記円柱状の本体の外側周面上に多数の凹凸条を有し、前記頭部に接する側を最大外径として円錐台形状に所定の勾配で外径が小さくなる栓体部と、この栓体部に隣接して設けられた錨部とを具備したものである。
また、本発明は、熱可塑性樹脂の成形品部材に設けられた孔に加熱・加圧されて固定されるナット状の金属製の固着具の固定方法であって、上記固着具は、円柱状の本体に上記孔の孔径と同じ外径の頭部と、この頭部に隣接して前記円柱状の本体の外側周面上に多数の凹凸条を有し、前記頭部に接する側を最大外径として円錐台形状に所定の勾配で外径が小さくなる栓体部と、この栓体部に隣接して設けられた錨部とを有し、上記熱可塑性樹脂の成形品部材に設けられた孔に前記固着具が挿入されて前記固着具の頭部が加熱・加圧された際、前記固着具の錨部が前記孔の底を溶融して固定されるようにしたものである。
【発明の効果】
【0008】
本発明は、量産化に適した熱可塑性樹脂の成形品部材に設けられた孔に固定できる固着具と固着具の固定方法を提供することが可能となる。
【図面の簡単な説明】
【0009】
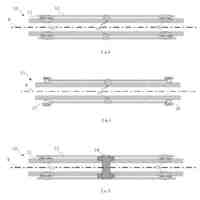
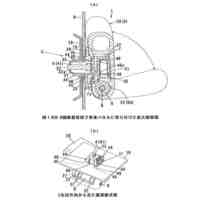
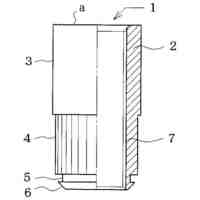
本発明の実施の形態に係る第1実施例が適用可能な固着具の一例を示す片側断面図。
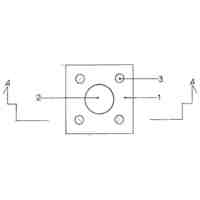
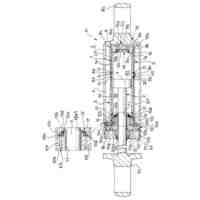
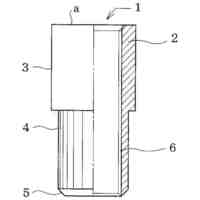
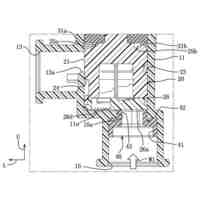
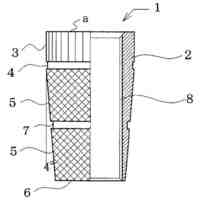
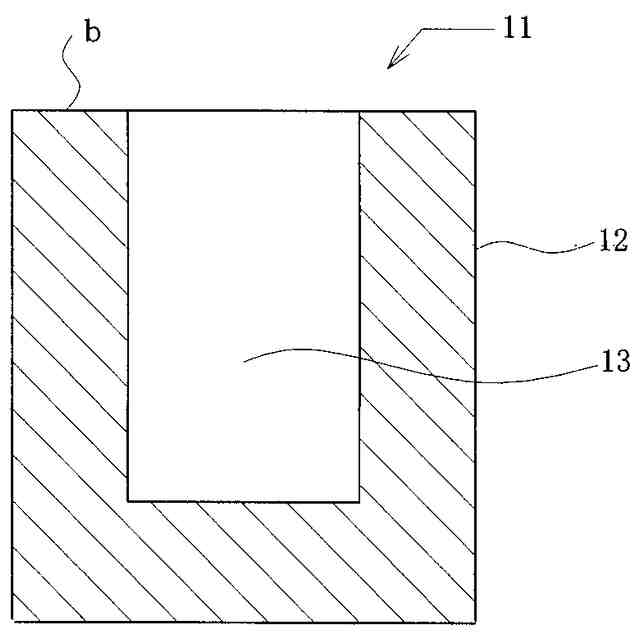
第1実施例が適用可能な成形品部材の形状を示す断面図。
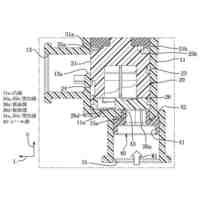
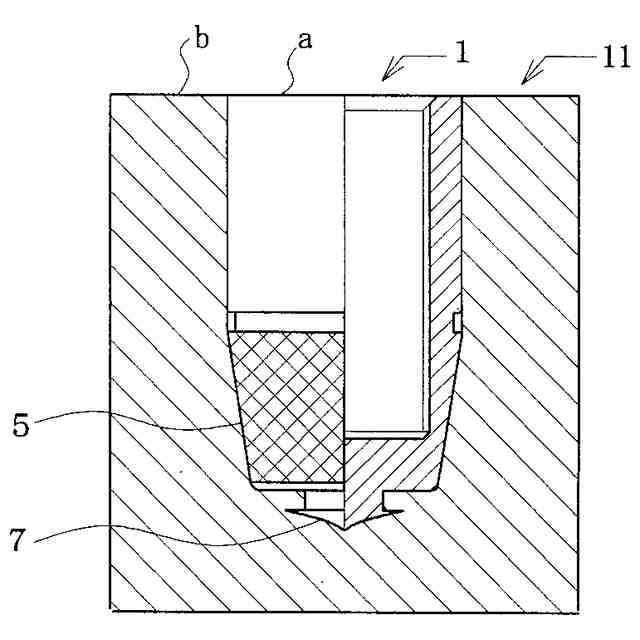
固着具が成形品部材の孔に仮置きされた状態を示す図。
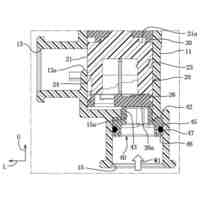
固着具が成形品部材の孔に固定された状態を示す図。
【発明を実施するための形態】
【0010】
以下、図面を参照して、この発明の実施の形態について詳細に説明する。
図1は、この発明の第1実施例に係るインサートと呼ばれる固着具1を示す片側断面図である。すなわち、この固着具1は、短い円柱状の本体2に端面aを有する外側周面上に設けられた頭部3、小径部4、外側周面上に設けられ方形網目のローレット(凹凸条)を有する栓体部5、および後端部6、さらにシャンク(錨柄)7aと爪を兼ねるアンカヘッド(錨冠)7bとからなるアンカ(錨部)7とを有して設けられている。アンカ7のアンカヘッド7aは、円錐形状で勾配面が芯側に湾曲して凹む形状に切削加工されている。
頭部3は、後述する熱可塑性樹脂の成形品部材の孔径と同じ外径で加工されている。なお、頭部は「成形品部材の孔径≧頭部の外径」で固着具の大きさに応じて設計される。これは、固着具を孔に加熱しながら加圧した際に孔内部の空気を抜くために必要な場合に設計寸法を変更するものである。従って、この頭部は固着具の大きさに応じて成形品部材の孔径より所定値小さくしても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
留め具
1か月前
個人
鍋虫ねじ
3か月前
個人
回転伝達機構
4か月前
個人
ホース保持具
7か月前
個人
紛体用仕切弁
3か月前
個人
トーションバー
8か月前
個人
差動歯車用歯形
5か月前
個人
給排気装置
2か月前
個人
ジョイント
2か月前
個人
地震の揺れ回避装置
4か月前
株式会社不二工機
電磁弁
5か月前
個人
ナット
2か月前
株式会社不二工機
電磁弁
6か月前
個人
ナット
1か月前
個人
吐出量監視装置
3か月前
個人
ゲート弁バルブ
20日前
柿沼金属精機株式会社
分岐管
3か月前
カヤバ株式会社
ダンパ
5か月前
カヤバ株式会社
緩衝器
2か月前
カヤバ株式会社
ダンパ
5か月前
兼工業株式会社
バルブ
1か月前
カヤバ株式会社
緩衝器
5か月前
カヤバ株式会社
緩衝器
5か月前
株式会社ニフコ
クリップ
2か月前
個人
固着具と固着具の固定方法
6か月前
個人
固着具と固着具の固定方法
6か月前
株式会社奥村組
制振機構
2か月前
株式会社奥村組
制振機構
2か月前
株式会社ノーリツ
分配弁
7か月前
株式会社ノーリツ
分配弁
7か月前
株式会社ノーリツ
分配弁
7か月前
個人
固着具と固着具の固定方法
6か月前
株式会社タカギ
水栓装置
4か月前
株式会社三五
ドライブシャフト
1か月前
個人
固着具と固着具の固定方法
8か月前
株式会社不二工機
電動弁
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ