TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097733
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023214089
出願日
2023-12-19
発明の名称
ダイクッション制御装置及び方法並びにダイクッション装置
出願人
アイダエンジニアリング株式会社
代理人
個人
,
個人
主分類
B21D
24/02 20060101AFI20250624BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】クッションピンの異常動作を抑制することができるダイクッション制御装置及び方法並びにダイクッション装置を提供する。
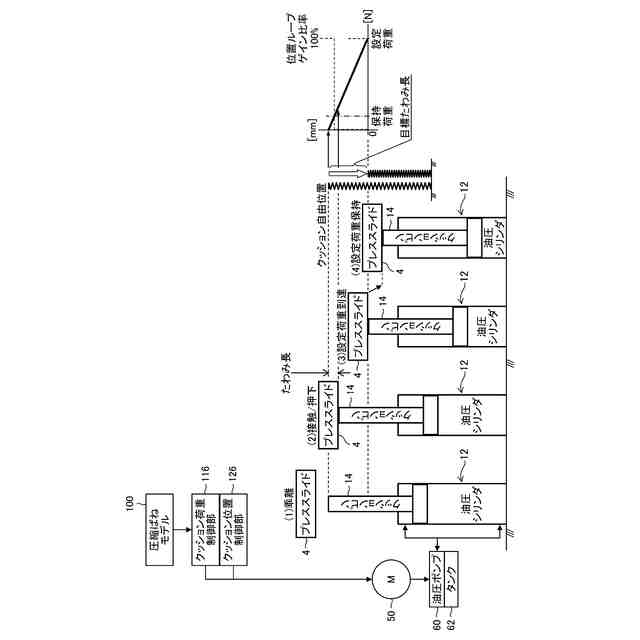
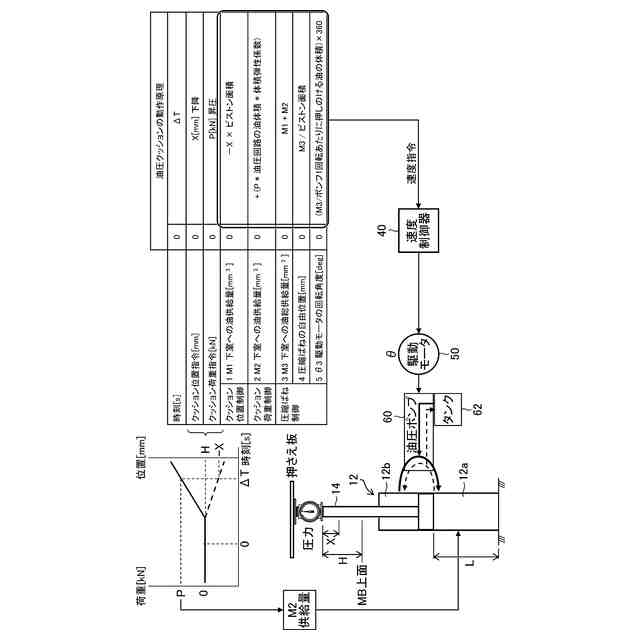
【解決手段】ダイクッション制御装置のプロセッサに含まれる圧縮ばねモデル100は、油圧シリンダ12を圧縮ばねと仮定した場合の圧縮ばねの荷重特性曲線を参照し、圧縮ばねのばね定数とたわみ量に応じたクッション荷重指令を生成し、生成したクッション荷重指令と実際のクッション荷重との偏差に基づいて制御指令を生成する。この制御指令に応じて駆動モータ50及び油圧モータ60を駆動し、油圧シリンダ12によりクッションピン14に上向き荷重を発生させる。これにより、プレスダイハイトの設定ミス等によりクッションピン14が上昇しても、クッション荷重指令が圧縮ばねのたわみ量にしたがって減少し、クッションピン14の異常な突き上げ動作が抑制される。
【選択図】 図3
特許請求の範囲
【請求項1】
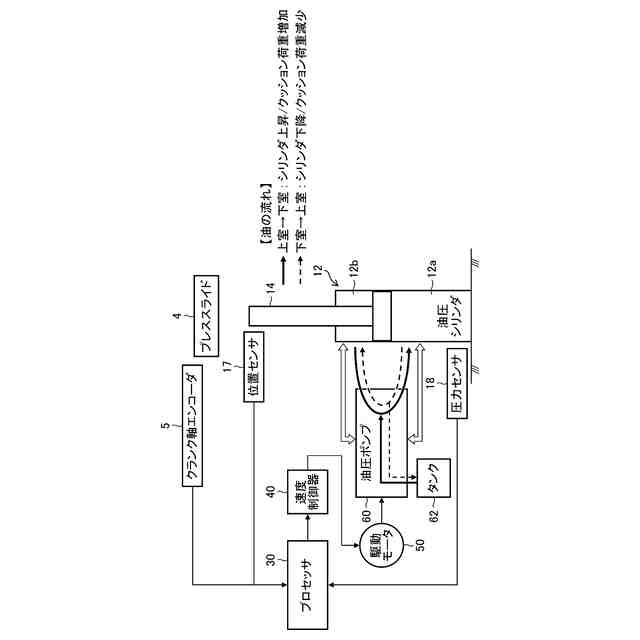
クッション荷重を発生するクッション荷重発生部材を支持する液圧シリンダと、駆動モータ及び該駆動モータにより駆動される液圧ポンプを含み、前記液圧シリンダを駆動する液圧シリンダ駆動装置と、プレス機械のクランク角度又はプレススライドの位置に応じてそれぞれクッション目標位置指令及びクッション目標荷重指令を出力するクッション目標位置指令器及びクッション目標荷重指令器と、前記クッション荷重発生部材の位置をクッション位置として検出する位置センサと、前記液圧シリンダの下室の圧力を検出する圧力センサと、を備えたダイクッション装置のダイクッション制御装置において、
前記ダイクッション制御装置は、プロセッサと、入力する制御指令に応じて前記駆動モータを制御する制御器と、を備え、
前記プロセッサは、
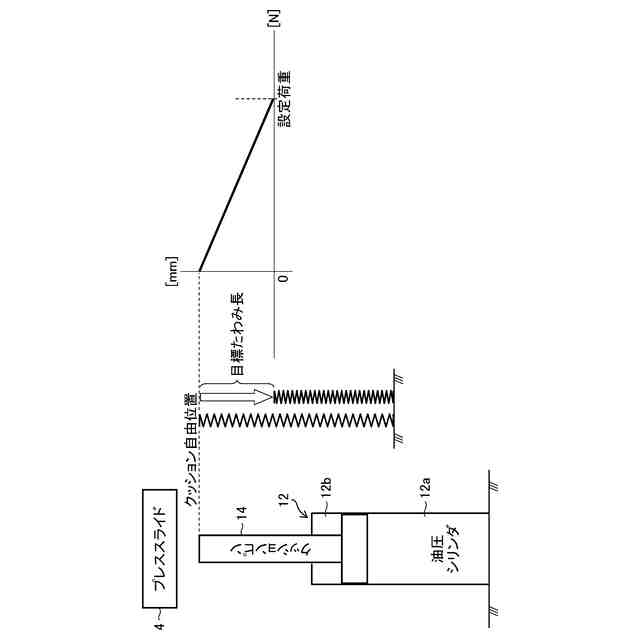
前記液圧シリンダを圧縮ばねモデルと仮定した場合に、前記クッション荷重発生部材の上向き荷重が予め設定した設定荷重になるときの前記圧縮ばねのたわみ長を目標たわみ長として取得し、
前記クッション目標荷重指令、前記目標たわみ長、前記クッション目標位置指令、及び前記クッション位置に基づいてクッション荷重指令、又は前記クッション荷重指令をシリンダ面積により換算した圧力指令を生成し、
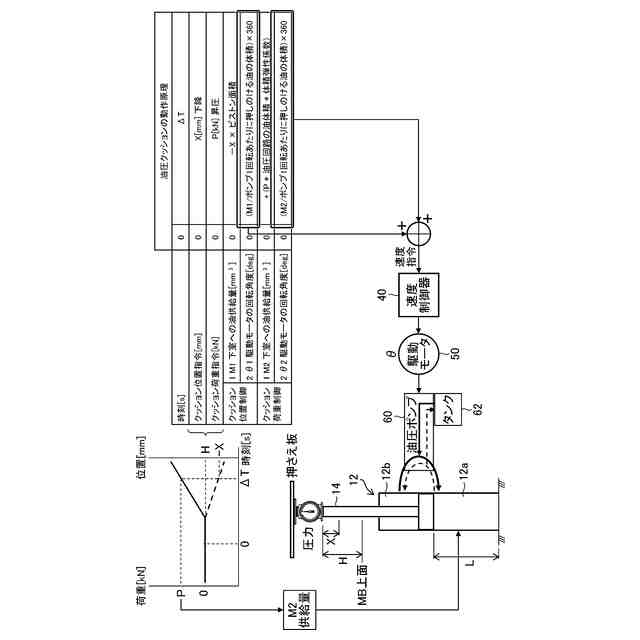
前記クッション荷重指令と前記圧力センサが検出した圧力から換算したクッション荷重との第2偏差、又は前記圧力指令と前記圧力センサが検出した圧力との第2偏差に基づいて前記制御指令を生成する、
ダイクッション制御装置。
続きを表示(約 1,600 文字)
【請求項2】
前記プロセッサは、前記クッション目標位置指令、前記目標たわみ長、及び前記クッション位置に基づいて前記圧縮ばねのたわみ長を算出し、算出した前記たわみ長と前記目標たわみ長、及び前記クッション目標位置指令に基づいて前記クッション荷重指令を、次式、
クッション荷重指令=(クッション目標荷重指令/目標たわみ長)×たわみ長
により算出する、
請求項1に記載のダイクッション制御装置。
【請求項3】
前記プロセッサは、
前記クッション目標位置指令と前記クッション位置とに基づいてクッション位置指令を生成し、
前記クッション位置指令と前記クッション位置との第1偏差に基づいて前記制御指令を生成する、
請求項1に記載のダイクッション制御装置。
【請求項4】
前記プロセッサは、前記クッション荷重指令又は前記圧力指令がゼロ又は設定された所定値以下の場合に前記クッション目標位置指令を前記クッション位置指令として生成し、前記クッション荷重指令又は前記圧力指令が、ゼロ又は前記所定値を超える場合に前記クッション位置を前記クッション位置指令として生成する、
請求項3に記載のダイクッション制御装置。
【請求項5】
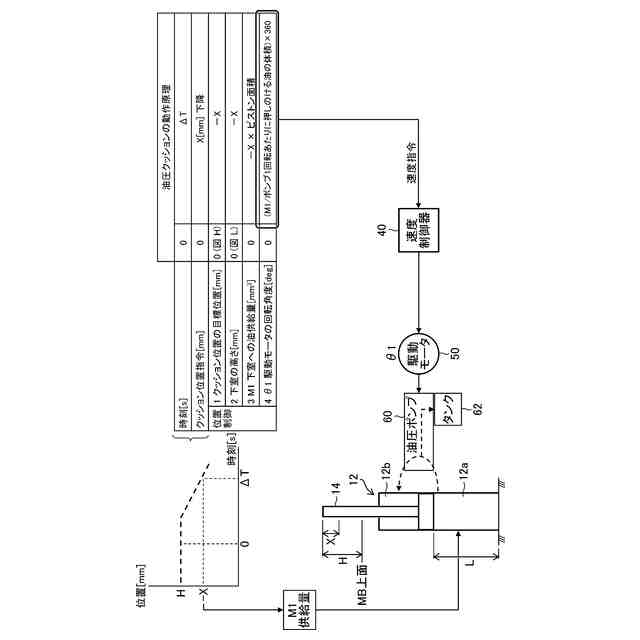
前記プロセッサは、前記第1偏差に基づいて前記クッション荷重発生部材の位置を前記クッション位置指令に対応するクッション位置に到達させるために必要な前記液圧シリンダの上室又は下室に供給する作動液の第1供給量と、前記第2偏差に基づいて前記クッション荷重発生部材の上向き荷重を前記クッション荷重指令に対応するクッション荷重にするために必要な前記液圧シリンダの下室に供給する作動液の第2供給量と、を算出し、
前記第1供給量と前記第2供給量と前記液圧ポンプの1回転あたりの作動液の吐出量とに基づいて前記駆動モータの回転角度を算出し、前記回転角度に基づいて前記制御指令を生成する、
請求項4に記載のダイクッション制御装置。
【請求項6】
前記プロセッサは、
前記第1偏差に基づいて第1速度指令を生成するクッション位置制御部と、
前記第2偏差に基づいて第2速度指令を生成するクッション位置制御部又は圧力制御部を含み、
前記第1速度指令と前記第2速度指令とを加算して前記制御指令を生成する、
請求項3から5のいずれか1項に記載のダイクッション制御装置。
【請求項7】
前記プロセッサは、
前記クッション目標位置指令と前記目標たわみ長とを加算したクッション自由位置指令を生成し、
前記クッション自由位置指令に基づいて第3速度指令を生成し、
前記第1速度指令と前記第2速度指令と前記第3速度指令とを加算して前記制御指令を生成する、
請求項6に記載のダイクッション制御装置。
【請求項8】
前記プロセッサは、前記クッション自由位置指令を時間微分して単位時間あたりの前記液圧シリンダの変位量を求め、単位時間あたりの前記変位量を前記駆動モータの速度に変換して前記第3速度指令を生成する、
請求項7に記載のダイクッション制御装置。
【請求項9】
前記プロセッサは、前記第1偏差の算出に使用する前記クッション位置指令、及び前記第2偏差の算出に使用する前記クッション荷重指令又は前記圧力指令を遅延させる遅延部を含む、
請求項7に記載のダイクッション制御装置。
【請求項10】
前記プロセッサは、前記液圧シリンダを含む液圧回路の流路体積情報、作動液の体積弾性係数、及び前記液圧シリンダのシリンダ径を含む液圧回路パラメータと前記設定荷重とに基づいて前記目標たわみ長を算出する、
請求項1から5のいずれか1項に記載のダイクッション制御装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明はダイクッション制御装置及び方法並びにダイクッション装置に係り、特にクッションピンの突き上げを防止する技術に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
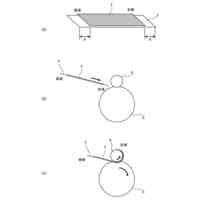
ダイクッション装置は、クッションピンに上方向の圧力を発生させ、被加工材の絞り加工中にしわ押さえ用の反力を発生させる装置である。
【0003】
ダイクッション装置は、プレス機械のプレススライドに固定された上金型の下面の高さが、下金型に配置された被加工材より高い状態では被加工材を支えるために、クッションピンの位置を所定の位置に保持し、上金型の下面の高さが下金型の上面に配置された被加工材以下となったらクッションピンに絞り加工の反力を発生させ、被加工材の周囲を抑える役割を担う。
【0004】
一般に、クッションピンの位置を保持する位置制御からクッションピンに絞り加工の反力を発生させる圧力制御への切替えは、プレススライド(上金型の下面)の高さに合わせて切り替える方式が使用されている(特許文献1、2)。
【先行技術文献】
【特許文献】
【0005】
特開2009-279620号公報
特許第6240367号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1、2に記載のように位置制御と圧力制御とを切り替える方式では、上金型と被加工材とが接触するタイミングと、ダイクッション装置の制御状態が位置制御から圧力制御に切り替わるタイミングとが一致しない場合に、以下に示す不具合を招く。
【0007】
例えば、上金型が被加工材に接触する前に圧力制御に切り替わってしまうと、クッションピンは、機械的に拘束されるまで上昇し続けてしまい、被加工材を損傷させ、あるいは金型を破損するおそれがある。
【0008】
切り替えるタイミングが一致しない要因としては、プレスダイハイトの設定ミス、上下金型の厚み誤差、被加工材の厚み変動等が挙げられる。これらの誤操作や誤設定により発生した異常動作をコントローラ側が何らかの方法で検出し、クッションピンに加える位置保持力や圧力を遮断したとしても慣性力や残圧によりクッションピンの異常動作を完全に抑制する事は出来ない。
【0009】
本発明はこのような事情に鑑みてなされたもので、クッションピンの異常動作を抑制することができるダイクッション制御装置及び方法並びにダイクッション装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
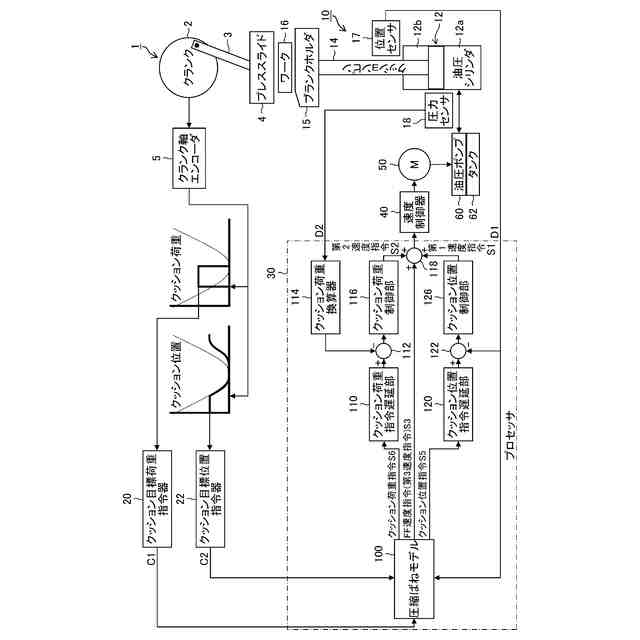
上記目的を達成するために第1態様に係る発明は、クッション荷重を発生するクッション荷重発生部材を支持する液圧シリンダと、駆動モータ及び該駆動モータにより駆動される液圧ポンプを含み、前記液圧シリンダを駆動する液圧シリンダ駆動装置と、プレス機械のクランク角度又はプレススライドの位置に応じてそれぞれクッション目標位置指令及びクッション目標荷重指令を出力するクッション目標位置指令器及びクッション目標荷重指令器と、前記クッション荷重発生部材の位置を検出する位置センサと、前記液圧シリンダの下室の圧力を検出する圧力センサと、を備えたダイクッション装置のダイクッション制御装置において、前記ダイクッション制御装置は、プロセッサと、入力する制御指令に応じて前記駆動モータを制御する制御器と、を備え、前記プロセッサは、前記液圧シリンダを圧縮ばねモデルと仮定した場合に、前記クッション荷重発生部材の上向き荷重が予め設定した設定荷重になるときの前記圧縮ばねのたわみ長を目標たわみ長として取得し、前記クッション目標荷重指令、前記目標たわみ長、前記クッション目標位置指令、及び前記位置センサにより検出された前記クッション荷重発生部材の位置であるクッション位置に基づいてクッション荷重指令、又は前記クッション荷重指令をシリンダ面積により換算した圧力指令を生成し、前記クッション荷重指令と前記圧力センサが検出した圧力から換算したクッション荷重との第2偏差、又は前記圧力指令と前記圧力センサが検出した圧力との第2偏差に基づいて前記制御指令を生成する、ダイクッション制御装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
日伸工業株式会社
プレス加工装置
19日前
株式会社不二越
NC転造盤
5日前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
19日前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
15日前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社TMEIC
監視装置
2か月前
株式会社トラバース
パンチング加工装置
2か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
29日前
株式会社吉野機械製作所
プレス機械
27日前
株式会社不二越
転造加工用平ダイス
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
14日前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
ユニオンツール株式会社
転造ダイスセット
13日前
トヨタ紡織株式会社
プレス金型装置
2か月前
株式会社エナテック
製品分離システム
3か月前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社TMEIC
誘導加熱装置
22日前
株式会社TMEIC
制御システム
20日前
日本製鉄株式会社
圧延装置
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
トックス プレソテクニック株式会社
接合装置
3か月前
JFEスチール株式会社
板巻き加工品の製造方法
2か月前
トヨタ紡織株式会社
パンチ及びプレス金型
2か月前
日産自動車株式会社
金属板の曲げ加工方法
2か月前
三協オイルレス工業株式会社
リフタユニット
12日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ