TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025095043
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023210810
出願日
2023-12-14
発明の名称
切断加工用刃物
出願人
近畿刃物工業株式会社
代理人
個人
主分類
B26D
1/28 20060101AFI20250619BHJP(切断手工具;切断;切断機)
要約
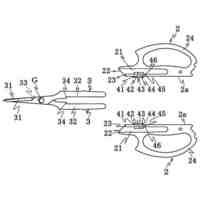
【課題】スリット加工を行う際に、スリット端部に損傷が発生することを防止することができる切断加工用刃物を提供する。
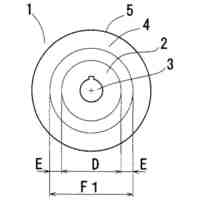
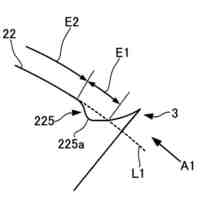
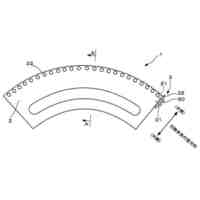
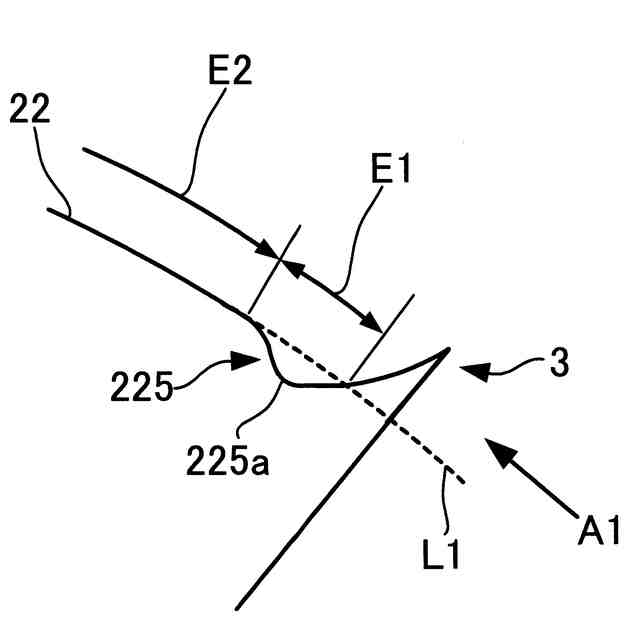
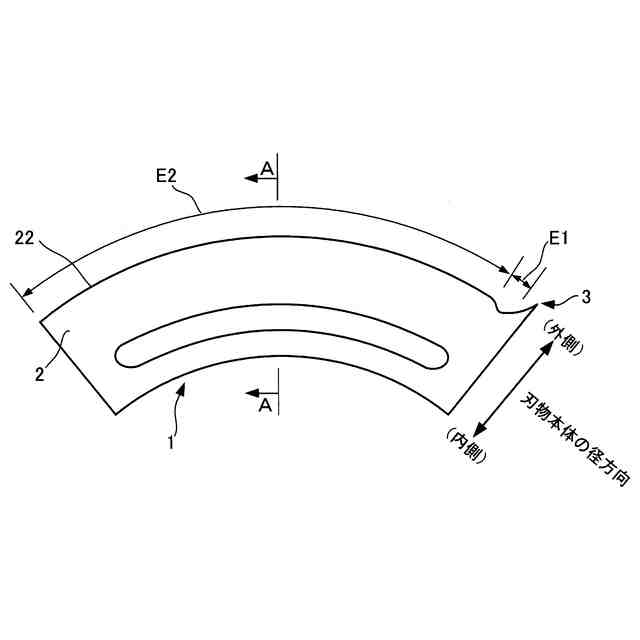
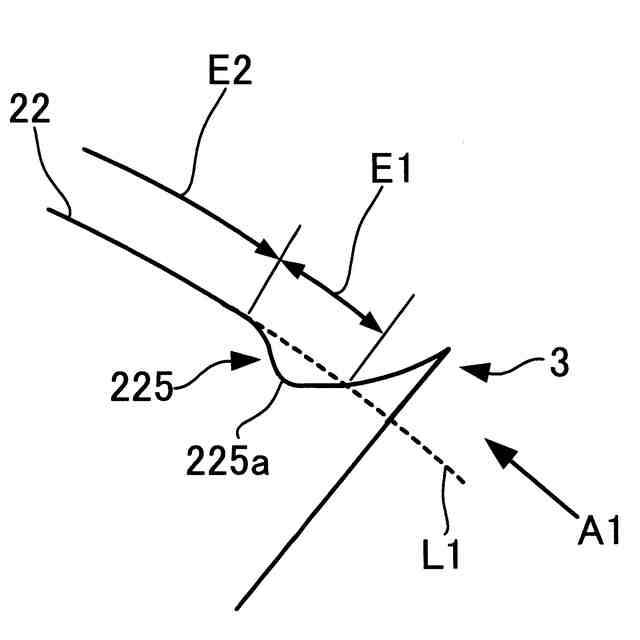
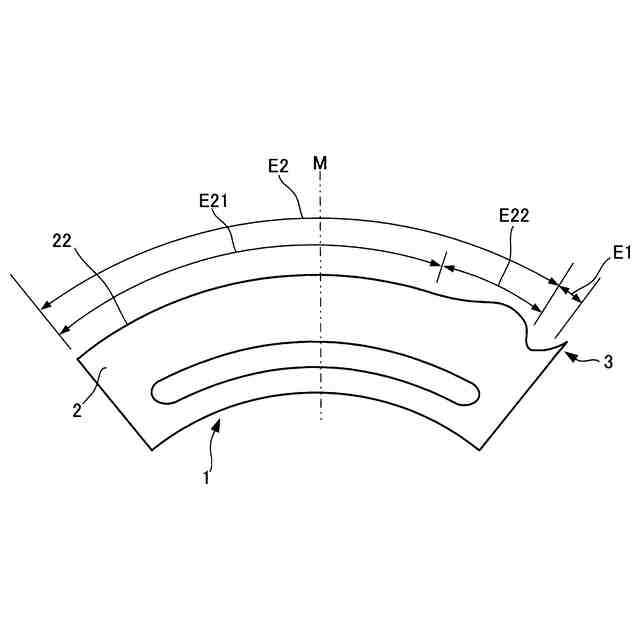
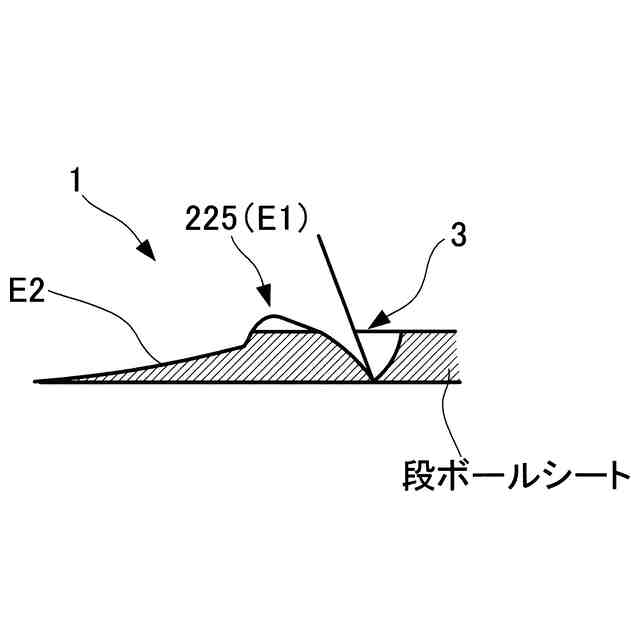
【解決手段】スリットを形成する刃物本体と、スリットの端部を形成する切込生成刃3とを備え、刃物本体は、扇形状に形成されており、その外周部に沿って厚み方向両側縁にそれぞれ設けられる溝切り刃22を備えており、切込生成刃は、刃物本体の一端側において、刃物本体の径方向外側に向けて突出して構成されており、溝切り刃の刃先は、周方向に沿って第1領域E1と第2領域E2とを備えており、第1領域は、切込生成刃に接続する領域であり、第2領域は、第1領域に接続し、当該接続位置から刃物本体の他端までの領域であり、第2領域は、同一半径を有する円弧状に形成されており、第1領域は、円弧状の刃先を通過する仮想的な円弧ラインよりも刃物本体の径方向内側に凹む凹部領域として形成されることを特徴とする切断加工用刃物。
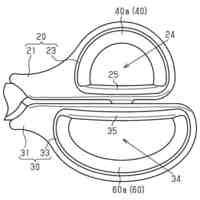
【選択図】図2
特許請求の範囲
【請求項1】
シート材にスリットを形成するための切断加工用刃物であって、
スリットを形成する刃物本体と、スリットの端部を形成する切込生成刃とを備え、
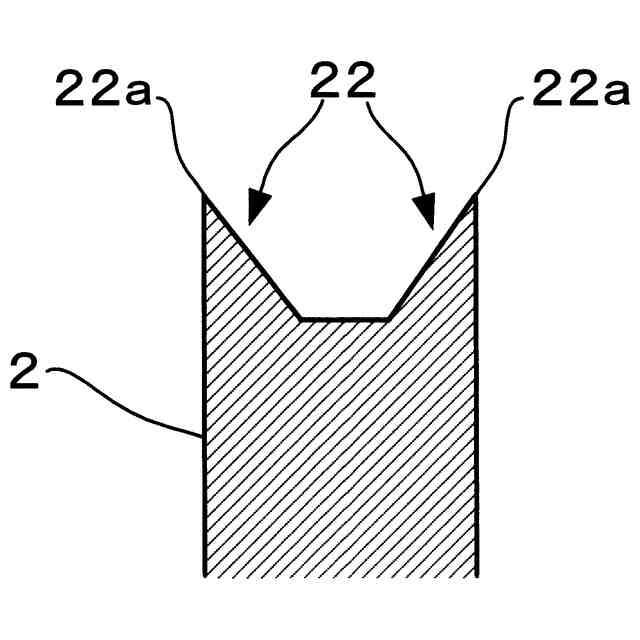
前記刃物本体は、扇形状に形成されており、その外周部に沿って厚み方向両側縁にそれぞれ設けられる溝切り刃を備えており、
前記切込生成刃は、前記刃物本体の一端側において、前記刃物本体の径方向外側に向けて突出して構成されており、
前記溝切り刃の刃先は、周方向に沿って第1領域と第2領域とを備えており、
前記第1領域は、前記切込生成刃に接続する領域であり、
前記第2領域は、前記第1領域に接続し、当該接続位置から前記刃物本体の他端までの領域であり、
前記第2領域は、同一半径を有する円弧状に形成されており、
前記第1領域は、前記円弧状の刃先を通過する仮想的な円弧ラインよりも前記刃物本体の径方向内側に凹む凹部領域として形成されることを特徴とする切断加工用刃物。
続きを表示(約 1,000 文字)
【請求項2】
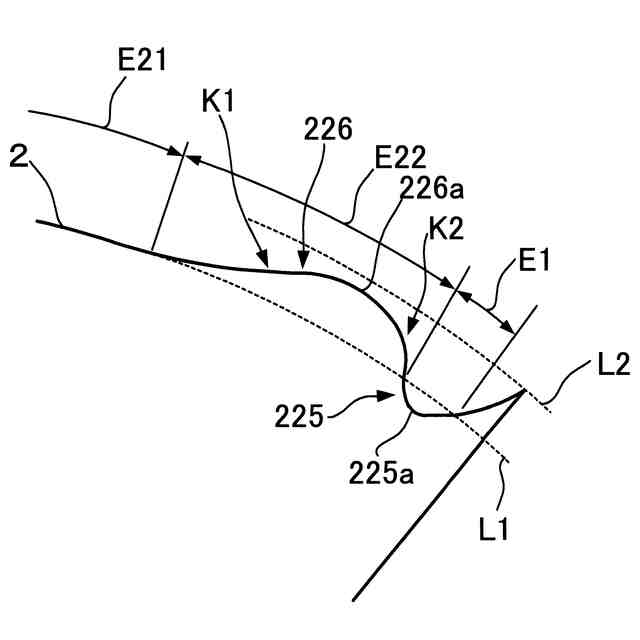
前記凹部領域は、前記第2領域との接続位置と、前記切込生成刃との接続位置との間の領域に凹部頂点を有する湾曲状に形成されていることを特徴とする請求項1に記載の切断加工用刃物。
【請求項3】
前記湾曲状に形成される前記凹部領域は、前記第2領域との接続位置から前記凹部頂点に向けて滑らかに傾斜し、かつ、前記凹部頂点から前記切込生成刃との接続位置に向けて滑らかに傾斜するように形成されていることを特徴とする請求項2に記載の切断加工用刃物。
【請求項4】
前記第1領域と前記切込生成刃の刃先とは、滑らかに接続していることを特徴とする請求項1に記載の切断加工用刃物。
【請求項5】
前記第2領域は、前記第1領域と接続する第3領域を備えており、
前記第3領域は、前記円弧状の刃先を通過する仮想的な円弧ラインよりも前記刃物本体の径方向外側に突出する凸部領域として形成されていることを特徴とする請求項1に記載の切断加工用刃物。
【請求項6】
前記凸部領域は、前記第1領域との接続位置と、前記第2領域の円弧状領域との接続位置との間の領域に凸部頂点を有する湾曲状に形成されていることを特徴とする請求項5に記載の切断加工用刃物。
【請求項7】
前記湾曲状に形成される前記凸部領域は、前記第1領域との接続位置から前記凸部頂点に向けて滑らかに傾斜し、かつ、前記凸部頂点から前記第2領域の円弧状領域との接続位置に向けて滑らかに傾斜するように形成されていることを特徴とする請求項6に記載の切断加工用刃物。
【請求項8】
前記刃物本体の一端と他端との中間位置よりも一端側に前記第3領域が配置されることを特徴とする請求項5に記載の切断加工用刃物。
【請求項9】
前記円弧ラインと平行な仮想的なラインであって前記切込生成刃の刃先を通過する切込み刃先ラインよりも、前記刃物本体の径方向内側に前記凸部領域の凸部頂点が配置されることを特徴とする請求項6に記載の切断加工用刃物。
【請求項10】
前記凸部領域は、前記第2領域の円弧状領域との接続位置から前記凸部頂点へと向かう第1傾斜領域と、前記凸部頂点から前記第1領域へと向かう第2傾斜領域とを備えており、
前記第2傾斜領域の傾斜角度の方が前記第1傾斜領域の傾斜角度よりも大きいことを特徴とする請求項6に記載の切断加工用刃物。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、切断加工用刃物に関する。特に、ダンボールシート等のシート材を切断する切断加工用刃物に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
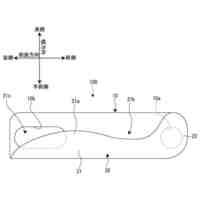
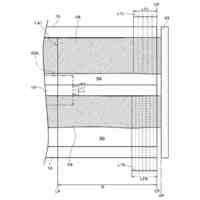
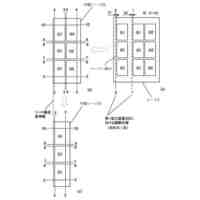
物を保管又は移動等させるための包装箱として、図17に示すような段ボールシート100を組み立てて製造される段ボール箱が知られている。この段ボール箱の上蓋及び底板は、段ボールシート100の一部にスリット101を形成して切り離された部分を互いに重なり合うように折り畳んで形成される。
【0003】
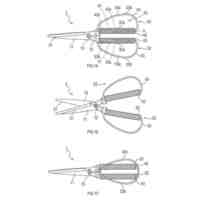
このスリット101の形成に際して、溝切り装置が用いられるのが一般的であり、この溝切り装置には、図18に示すような切断加工用刃物60がよく用いられる(例えば、特許文献1の従来技術参照)。
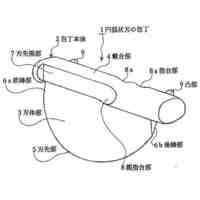
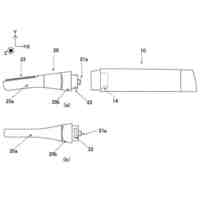
【0004】
この切断加工用刃物60は、扇形状に形成された刃物本体部61に切込生成刃62と溝切り刃63とが一体形成されている。切込生成刃62は、刃物本体61の外周面の一端から径方向外方に、刃物本体61の端面と面一になるように突出しており、端面の幅方向両側に角部64を備えている。溝切り刃63は、刃物本体部61の外周面に沿って、刃物本体61の厚み方向両側にそれぞれ設けられている。
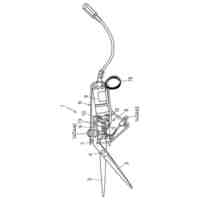
【0005】
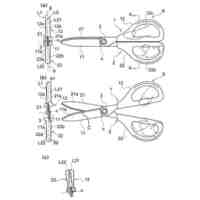
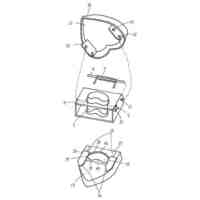
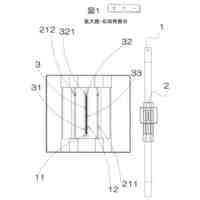
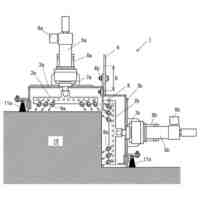
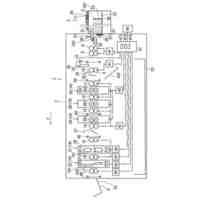
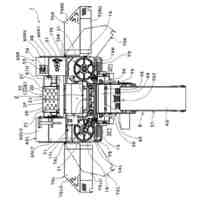
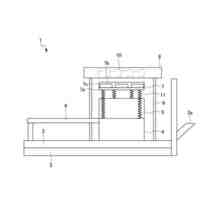
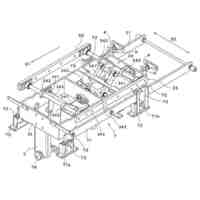
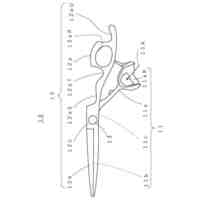
切断加工用刃物60は、図19及び図20に示すような溝切り装置70に取り付けられる。図19は溝切り装置の概略構成を示す側面図であり、図20は正面図である。この溝切り装置70には、上述した切断加工用刃物60が上刃として2枚取り付けられるが、それぞれの刃物を切断加工用刃物60a,60bとして、溝切り装置70の構成について以下説明する。
【0006】
溝切り装置70は、上側回転軸71及び下側回転軸72を備えている。上側回転軸71及び下側回転軸72は、互いに平行に、シート給送ラインLを挟んで対向するように配置されており、それぞれ円盤状の一対の上側回転ホルダ73,73及び一対の下側回転ホルダ74,74を備えている。
【0007】
一対の上側回転ホルダ73,73には、上刃である2枚の切断加工用刃物60a,60bがそれぞれボルト等の締結具(図示せず)により挟持されている。これら切断加工用刃物60a、60bは、一対の回転ホルダ73,73の外周に沿って所定の間隔を空けて、かつ、それぞれの切込生成刃62a,62bが、外周方向に沿って向き合うように取り付けられる。これに対し、一対の下側回転ホルダ74,74のそれぞれの対向面には、下刃である2枚の受刃75,75が、切断加工用刃物60a及び60bの厚み寸法よりも僅かに広く設定した所定間隔をあけて取り付けられる。なお、この受刃75,75は、リング状に構成される刃物であり、その外周部分に刃部が形成されている。なお、リング状の受刃75,75は、単一のリング状の切断加工用刃物を用いて受刃として構成してもよく、或いは、例えば、半リング状に形成した切断加工用刃物を下側回転ホルダ74,74に2つ設置して、リング状となる受刃を構成するようにしてもよい。また、扇状に形成される切断加工用刃物を下側回転ホルダ74,74に複数設置することにより、リング状となる受刃を構成するようにしてもよい。
【0008】
次に、以上の構成を備えた溝切り装置70を用いて、段ボールシート100(シート材)にスリットを形成する方法を説明する。図19に示すように、上側回転ホルダ73,73及び下側回転ホルダ74,74を高速で回転させた状態で、溝切り装置70のシート給送ラインL上に沿って、段ボールシート100を図19の右側から溝切り装置70に給送する。これにより、上刃である切断加工用刃物60aが、下刃である受刃75,75の隙間に挟み込まれて、段ボールシート100が切断され、図17に示すような終端部102を終点とした前方スリット101が形成される。同様に、他方の切断加工用刃物60bが、受刃75,75の隙間に挟み込まれて、段ボールシート100が切断され、始端部103を起点とした後方スリット101が形成される。
【先行技術文献】
【特許文献】
【0009】
特開平9-39118号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
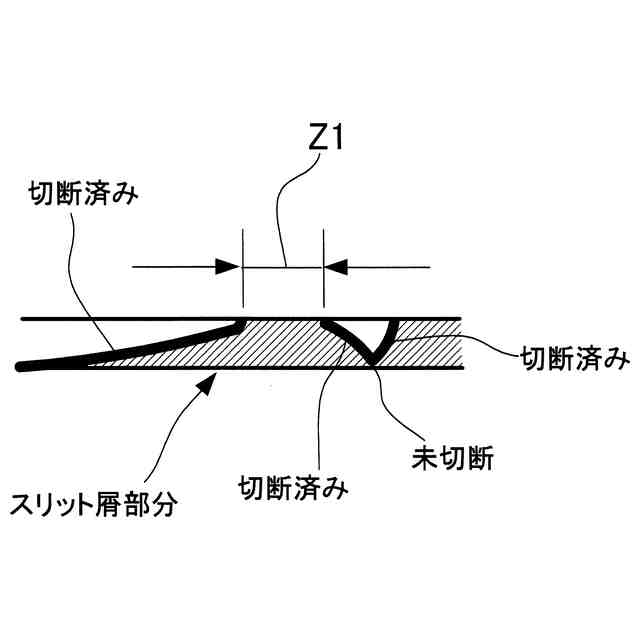
ところが、従来から用いられている切断加工用刃物を用いてスリット加工を行う場合、前方スリットにおいては、切込生成刃によって形成されるスリット端部にむしれや、段ボールシート表皮が剥離するという損傷が発生するという問題があった。以下、スリット端部にむしれ損傷等が発生する原因について説明する。まず、切断加工用刃物によりスリットを形成する場合、図21(a)(b)に示すように、切断加工用刃物60における溝切り刃63が、切断加工用刃物60の回転に伴い、切込生成刃62が形成されていない側から順に段ボールシート100に進入して切断していくことになる(図21(a))。そして、最終的に切込生成刃62が段ボールシート100を突き抜けることにより、スリット屑片が段ボールシート100から分離されてスリットが形成される(図21(b))。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
曲線カッター
2か月前
個人
ハサミ
5か月前
個人
円弧状刃の包丁
8か月前
有限会社カルチエ
ナイフ
11か月前
個人
理美容はさみ
5か月前
個人
折り畳みナイフ
11か月前
株式会社サボテン
鋏
7か月前
コクヨ株式会社
ハサミ
12か月前
個人
2wayコーナーパンチ
9か月前
福善刃物工業株式会社
鋏
18日前
株式会社文創
切創抑制器具
12か月前
株式会社和田機械
栗切り機の刃物
3か月前
個人
自動曲機とそれに使用する刃物
1か月前
やおき工業株式会社
鋏
5か月前
個人
自動曲機とそれに使用する刃物
2か月前
株式会社フタミ
表面処理装置
7か月前
デュプロ精工株式会社
加工装置
4か月前
トヨタ自動車株式会社
切断装置
10か月前
個人
梳き鋏及び梳き鋏使用方法
1か月前
船井電機株式会社
電動器具
4か月前
株式会社日本キャリア工業
食料切断装置
5か月前
独立行政法人 国立印刷局
打ち抜き装置
3か月前
株式会社日本キャリア工業
食料切断装置
6か月前
株式会社日本キャリア工業
食料切断装置
5か月前
株式会社日本キャリア工業
食料切断装置
6か月前
株式会社日本キャリア工業
食料切断装置
10か月前
株式会社日本キャリア工業
食料切断装置
5か月前
株式会社日本キャリア工業
食料切断装置
6か月前
株式会社村田製作所
切断装置
10日前
鈴茂器工株式会社
棒状食材切断装置
9か月前
デュプロ精工株式会社
用紙積載装置
9か月前
近畿刃物工業株式会社
切断加工用刃物
5か月前
THESTANDBYME合同会社
鋏
5か月前
西川ゴム工業株式会社
薪割り具
10か月前
近畿刃物工業株式会社
切断加工用刃物
6か月前
本田技研工業株式会社
切断装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ