TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088805
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023203511
出願日
2023-12-01
発明の名称
レーザクラッド加工方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B23K
26/342 20140101AFI20250605BHJP(工作機械;他に分類されない金属加工)
要約
【課題】母材が破損することを抑制できるレーザクラッド加工技術を提供する。
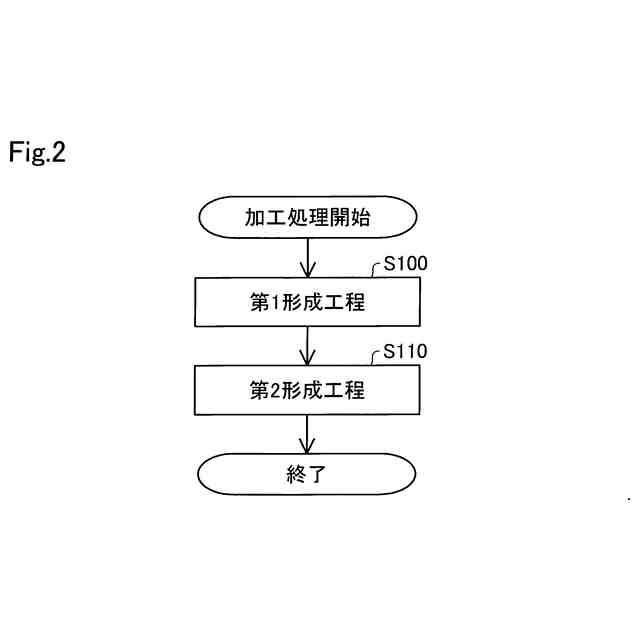
【解決手段】レーザクラッド加工方法は、母材の表面であって、母材の剛性が予め定められた第1閾値以下である部位を含むように第1クラッド層を形成する第1形成工程と、第1クラッド層の表面であって、母材の剛性が第1閾値以下である部位を含むように第2クラッド層を形成する第2形成工程と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
レーザクラッド加工方法であって、
母材の表面であって、前記母材の剛性が予め定められた第1閾値以下である部位を含むように第1クラッド層を形成する第1形成工程と、
前記第1クラッド層の表面であって、前記母材の剛性が前記第1閾値以下である部位を含むように第2クラッド層を形成する第2形成工程と、を含むレーザクラッド加工方法。
続きを表示(約 380 文字)
【請求項2】
請求項1に記載のレーザクラッド加工方法であって、
前記第2形成工程において、前記第2クラッド層の終端部は、前記母材の剛性が前記第1閾値以下である位置に形成される、レーザクラッド加工方法。
【請求項3】
請求項1または請求項2に記載のレーザクラッド加工方法であって、
前記第1クラッド層の始端部は、前記母材の剛性が前記第1閾値よりも大きい予め定められた第2閾値以下である位置に形成される、レーザクラッド加工方法。
【請求項4】
請求項1または請求項2に記載のレーザクラッド加工方法であって、
前記第1クラッド層において前記第1形成工程におけるレーザの出力が最も大きくなる部分は、前記母材の剛性が前記第1閾値よりも大きい予め定められた第3閾値以下である位置に形成される、レーザクラッド加工方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザクラッド加工方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
耐摩耗性を有する粉末をレーザで直接肉盛りしてクラッド層を形成するレーザクラッド技術による肉盛溶接において、ビードのばらつきを抑制するために、クラッド層を重ねて形成する技術が知られている。特許文献1では、母材よりも熱伝導率が高い材料でレーザクラッド技術により肉盛溶接を行い、その上に母材と同程度の疲労強度を有する材料でレーザクラッド技術により肉盛溶接を行う技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-61982号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
クラッド層が重ねて形成される部位は入熱量が多いため、熱収縮が大きくなる。そのため、熱収縮に対して生じる応力によって、母材や母材とクラッド層との間に亀裂が生じる場合があった。
【課題を解決するための手段】
【0005】
本開示は、上述の課題を解決するためになされたものであり、以下の形態として実現することが可能である。
【0006】
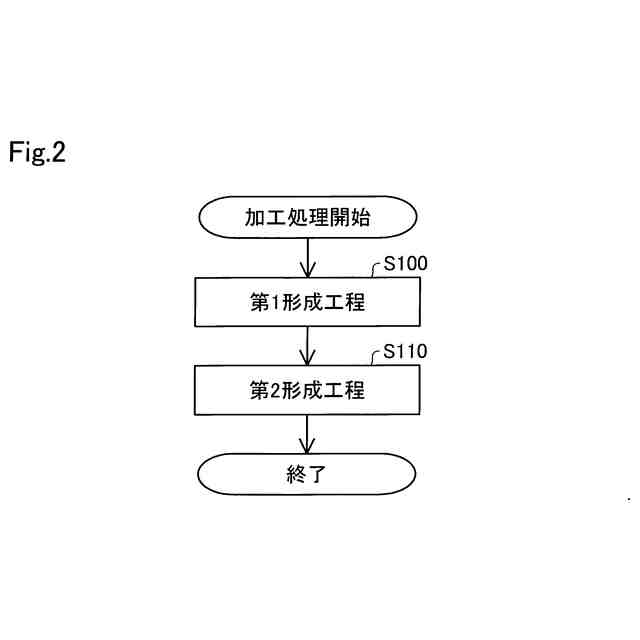
(1)本開示の形態によれば、レーザクラッド加工方法が提供される。このレーザクラッド加工方法は、母材の表面であって、前記母材の剛性が予め定められた第1閾値以下である部位を含むように第1クラッド層を形成する第1形成工程と、前記第1クラッド層の表面であって、前記母材の剛性が前記第1閾値以下である部位を含むように第2クラッド層を形成する第2形成工程と、を含む。
この形態のレーザクラッド加工方法によれば、第2クラッド層を母材の剛性が低い部位に形成するため、第2クラッド層の熱収縮に対する応力が、第2クラッド層を母材の剛性が高い部位に形成する場合の応力よりも小さい。そのため、熱収縮に対して生じる応力によって、母材や母材とクラッド層との間に亀裂が生じることを抑制できる。
(2)上記形態のレーザクラッド加工方法における前記第2形成工程において、前記第2クラッド層の終端部は、前記母材の剛性が前記第1閾値以下である位置に形成してもよい。
この形態の加工方法によれば、収縮によって生じる引張応力が大きい第2クラッド層の終端部が、母材の剛性が第1閾値以下である位置に形成される。そのため、熱収縮に対して生じる応力によって、母材や母材とクラッド層との間に亀裂が生じることを抑制できる。
(3)上記形態のレーザクラッド加工方法において、前記第1クラッド層の始端部は、前記母材の剛性が前記第1閾値よりも大きい予め定められた第2閾値以下である位置に形成されてもよい。
この形態の加工方法によれば、第1形成工程において初めて熱収縮による引張応力が生じる第2クラッド層の終端部が、母材の剛性が第2閾値以下である位置に形成される。そのため、熱収縮に対して生じる応力によって、母材や母材とクラッド層との間に亀裂が生じることを抑制できる。
(4)上記形態のレーザクラッド加工方法において、前記第1クラッド層において前記第1形成工程におけるレーザの出力が最も大きくなる部分は、前記母材の剛性が前記第1閾値よりも大きい予め定められた第3閾値以下である位置に形成されてもよい。
この形態の加工方法によれば、レーザの出力が最も大きくなる部分が、母材の剛性が第3閾値以下である位置に形成される。そのため、熱収縮に対して生じる応力によって、母材や母材とクラッド層との間に亀裂が生じることを抑制できる。
【0007】
なお、本開示は、種々の形態で実現することが可能であり、例えば、レーザクラッド加工装置の加工条件決定方法等の態様で実現することが可能である。
【図面の簡単な説明】
【0008】
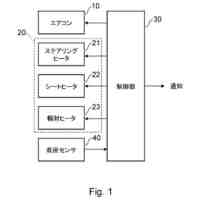
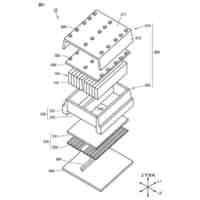
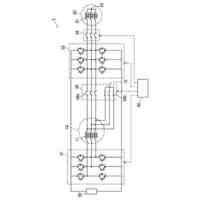
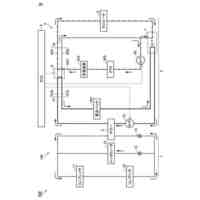
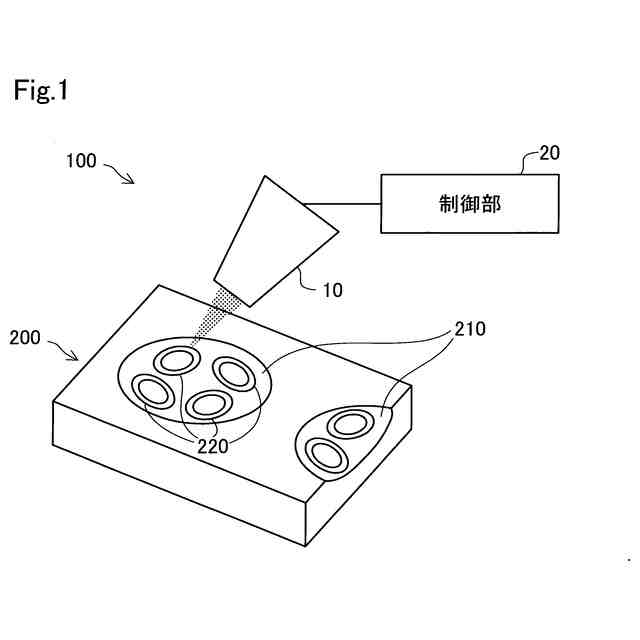
レーザクラッド加工装置の構成を示す説明図である。
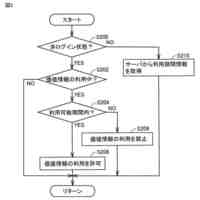
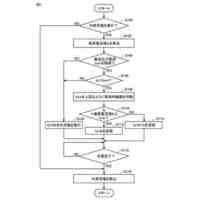
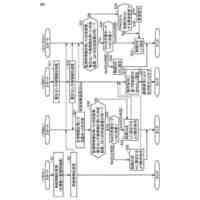
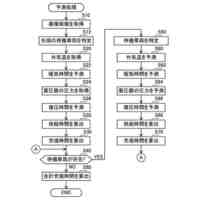
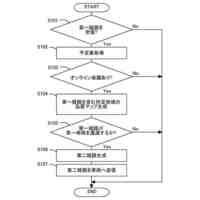
加工処理の一例を示すフローチャートである。
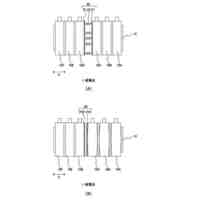
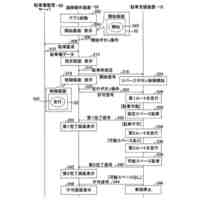
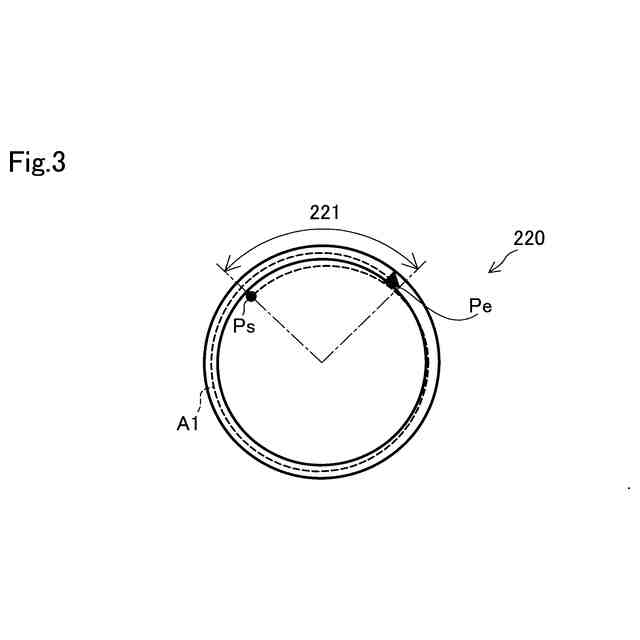
加工処理の一例を示す説明図である。
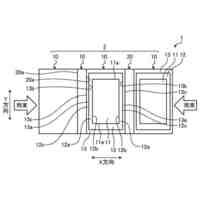
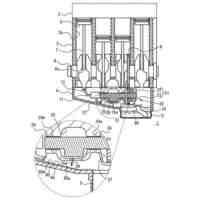
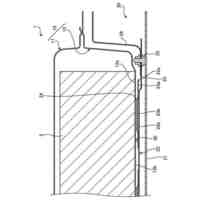
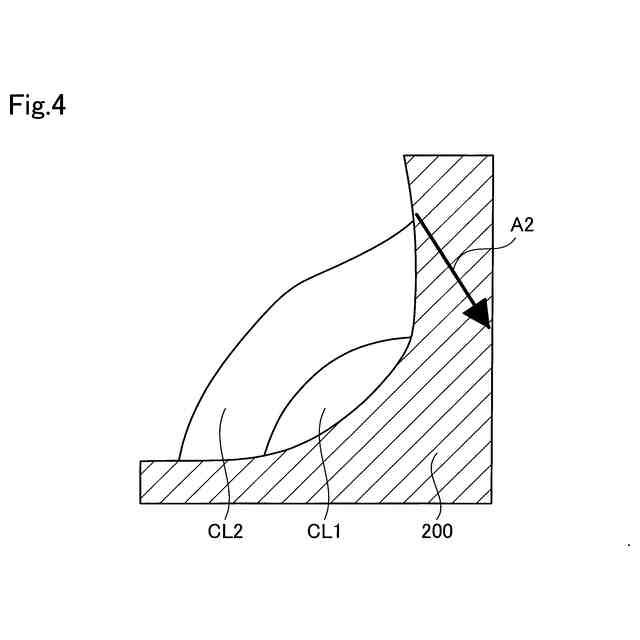
加工処理が完了した母材の終了位置における断面図である。
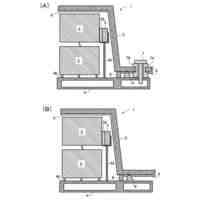
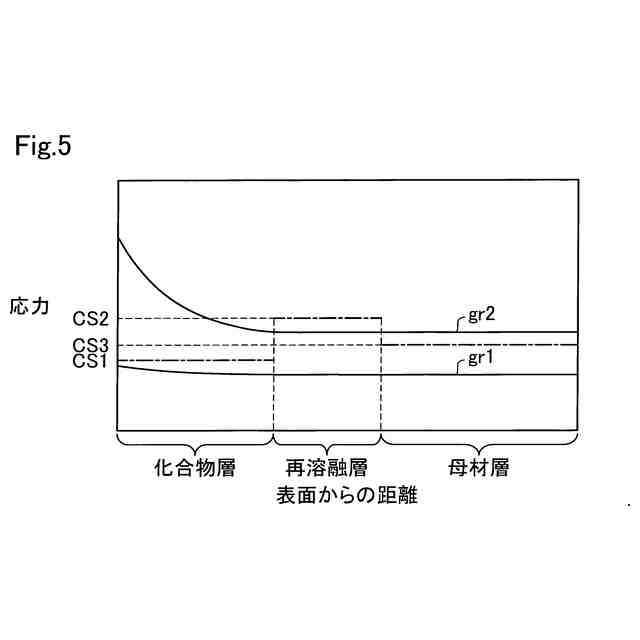
第2クラッド層を形成した直後の母材にかかる応力の一例を示す図である。
【発明を実施するための形態】
【0009】
A.第1実施形態:
図1は、本実施形態における、レーザクラッド加工装置100の構成を示す説明図である。レーザクラッド加工装置100は、対象物にレーザクラッド加工を施す装置である。本実施形態において、レーザクラッド加工装置100は、加工対象である母材200にレーザクラッド加工を行い、バルブシート部220にクラッド層を形成する。母材200は、例えば、アルミ合金のシリンダヘッドである。レーザクラッド加工装置100は、加工部10と、制御部20とを有している。
【0010】
加工部10は、図示しないレーザ照射部と粉供給部とアクチュエータとを有する。加工部10は、粉供給部から母材200へ金属粉体を供給しながら、レーザ照射部から母材200へレーザ光を照射して金属粉体を溶融することによって、対象物にクラッド層を形成する。金属粉体は、例えば、粉体の鋼や鋼合金である。本実施形態において、加工部10は、アクチュエータによってレーザ照射部と粉供給部を移動させながら、母材200のバルブシート部220に形成された略円形状のクラッド溝に沿ってクラッド層を形成する。このクラッド層をビードともいう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
端末
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
方法
4日前
トヨタ自動車株式会社
電動車
3日前
トヨタ自動車株式会社
組電池
3日前
トヨタ自動車株式会社
組電池
2日前
トヨタ自動車株式会社
二次電池
3日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
燃料電池
4日前
トヨタ自動車株式会社
冷却装置
2日前
トヨタ自動車株式会社
駆動装置
7日前
トヨタ自動車株式会社
防曇装置
7日前
トヨタ自動車株式会社
空気軸受
1日前
トヨタ自動車株式会社
内燃機関
7日前
トヨタ自動車株式会社
水系電池
7日前
トヨタ自動車株式会社
制御装置
8日前
トヨタ自動車株式会社
制御装置
8日前
トヨタ自動車株式会社
溶接ヘッド
2日前
トヨタ自動車株式会社
電池パック
2日前
トヨタ自動車株式会社
電池パック
7日前
トヨタ自動車株式会社
誘導電動機
7日前
トヨタ自動車株式会社
溶接ヘッド
3日前
トヨタ自動車株式会社
駐車支援装置
2日前
トヨタ自動車株式会社
予測システム
8日前
トヨタ自動車株式会社
冷却システム
2日前
トヨタ自動車株式会社
地図表示装置
3日前
トヨタ自動車株式会社
認証システム
8日前
トヨタ自動車株式会社
情報処理装置
4日前
トヨタ自動車株式会社
車両制御装置
1日前
トヨタ自動車株式会社
溶媒回収装置
1日前
トヨタ自動車株式会社
変換アダプタ
3日前
トヨタ自動車株式会社
情報処理装置
1日前
トヨタ自動車株式会社
地図表示装置
4日前
トヨタ自動車株式会社
電源システム
8日前
トヨタ自動車株式会社
車両下部構造
8日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ