TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025088471
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023203187
出願日
2023-11-30
発明の名称
車両用内装材とその製造方法、及び該製造方法用のエンボスロール
出願人
スミノエ テイジン テクノ株式会社
代理人
主分類
B32B
3/00 20060101AFI20250604BHJP(積層体)
要約
【課題】本発明は、複合シート材の厚みの全体に貫通孔を設けることなく通気性を有する、すなわち凹凸模様の凹部に前記繊維布帛層由来の通気性を有する車両用内装材、該両用内装材の製造法及び該凹凸模様を賦形できるエンボス加工用のエンボスロールを提供することを目的とする。
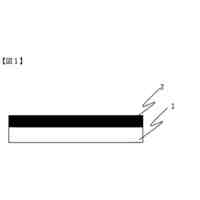
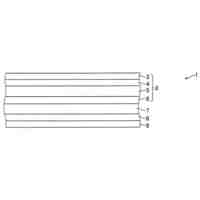
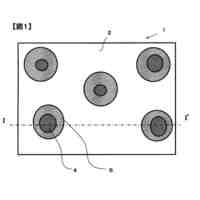
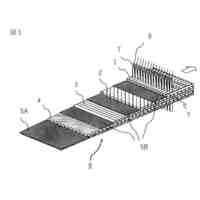
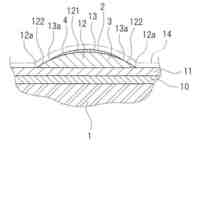
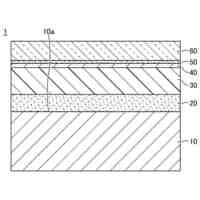
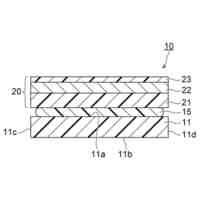
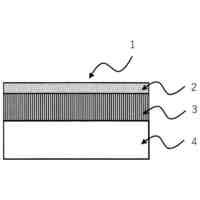
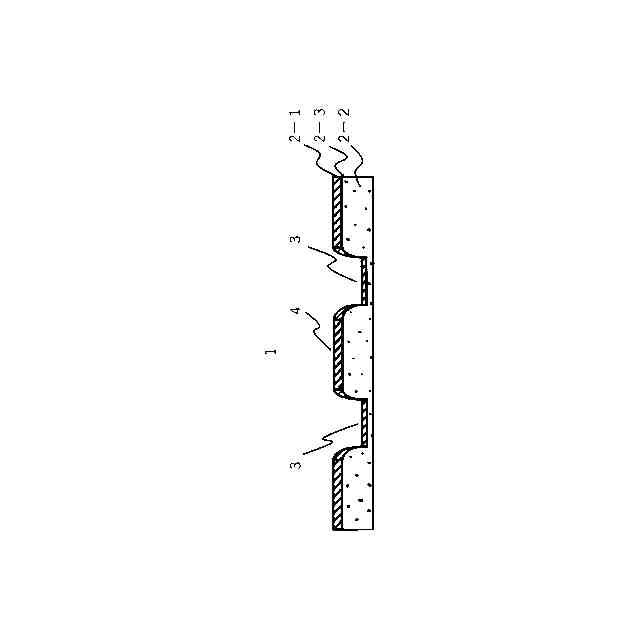
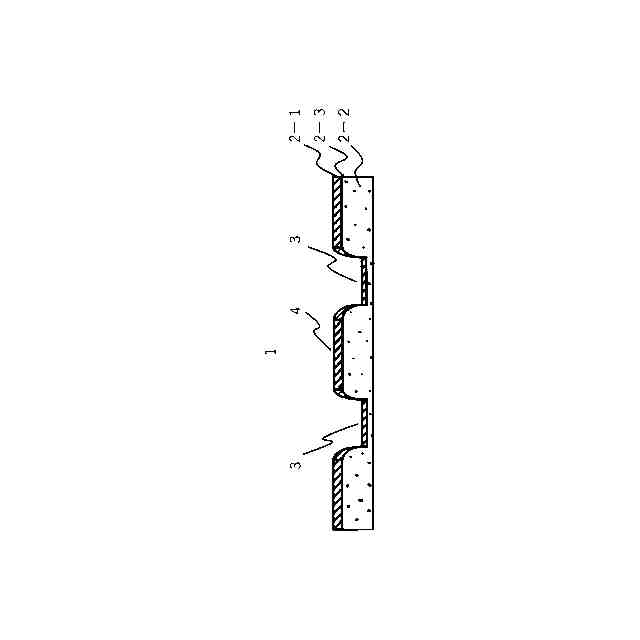
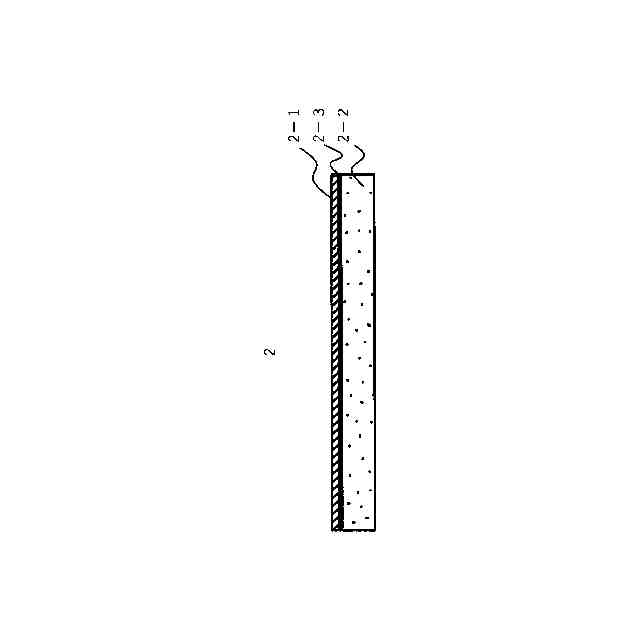
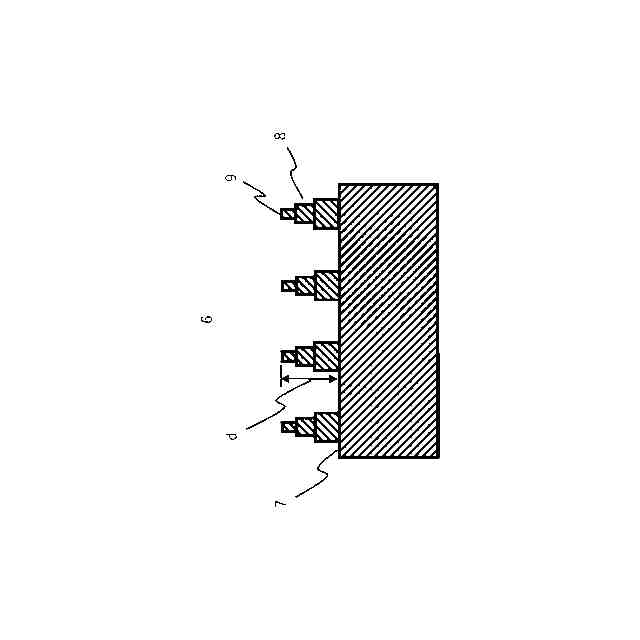
【解決手段】本発明に係る車両用内装材1は、クッション層2-2に繊維布帛層2-1が積層一体化された複合シート材2において、繊維布帛層2-1の側に凹部3を有し、凹部3は複合シート材2の厚み方向にクッション層2-2が賦形されて形成されており、凹部3に、貫通孔は設けずとも繊維布帛層2-1由来の通気性があることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
クッション層に繊維布帛層が積層一体化された複合シート材において、
前記繊維布帛層の側に凹部を有し、
前記凹部は前記複合シート材の厚み方向に前記クッション層が賦形されて形成されており、
前記凹部に、貫通孔は設けずとも前記繊維布帛層由来の通気性があることを特徴とする車両用内装材。
続きを表示(約 440 文字)
【請求項2】
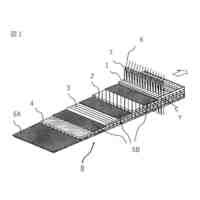
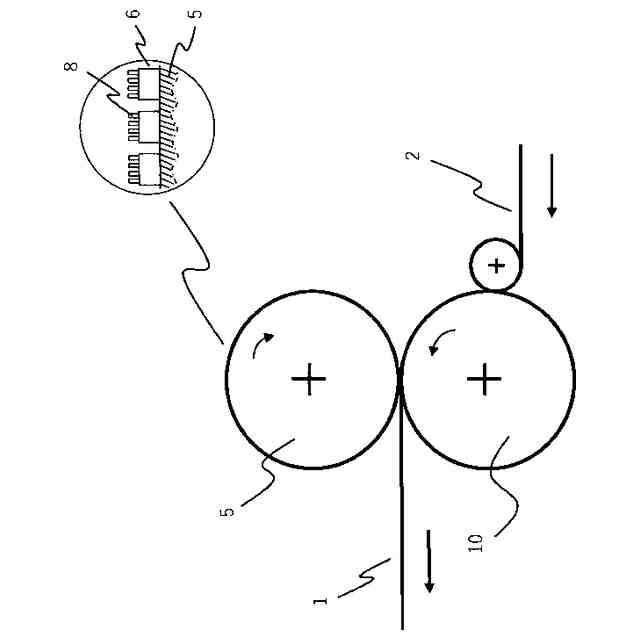
繊維布帛層とクッション層とが積層一体化された複合シート材にエンボスロールによりエンボス模様を賦形する車両用内装材の製造方法であって、
前記繊維布帛層側を加熱・押圧する加熱・押圧工程を含み、
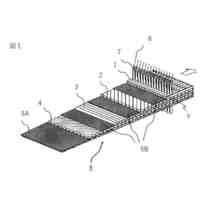
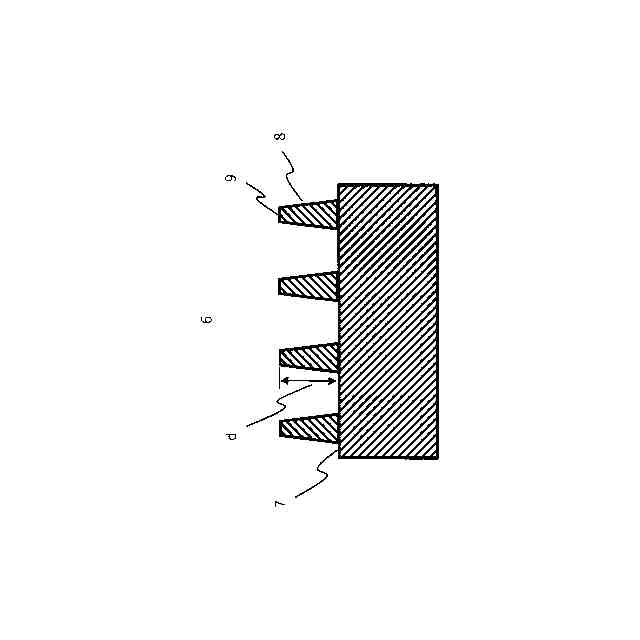
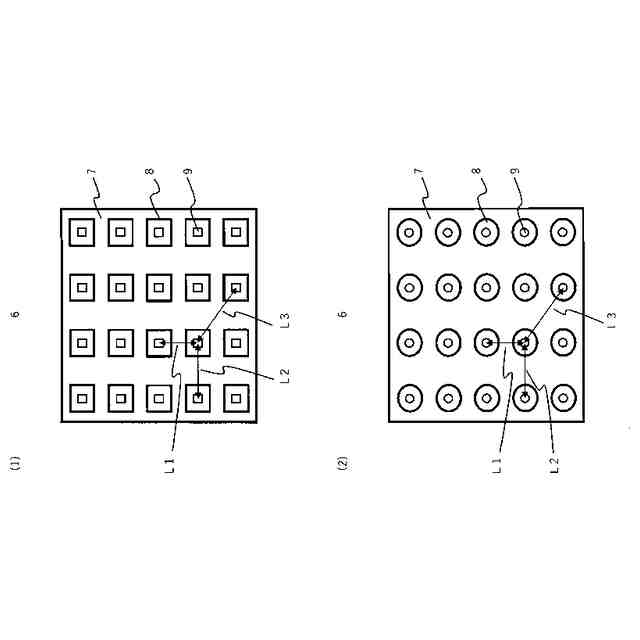
前記エンボスロールの表面に複数の型押部が突設され、
前記型押部の頂面に複数の針状の突起を有し、
前記突起の天面は略平面であることを特徴とする車両用内装材の製造方法。
【請求項3】
前記突起の前記型押部の頂面からの高さが500μm~1,000μmの範囲である請求項2に記載の車両用内装材の製造方法。
【請求項4】
繊維布帛層とクッション層とが積層一体化された複合シート材にエンボス模様を賦形するエンボスロールであって、
前記エンボスロールの表面に複数の型押部が突設され、
前記型押部の頂面に複数の針状の突起を有し、
前記突起の天面は略平面であることを特徴とするエンボスロール。
発明の詳細な説明
【技術分野】
【0001】
本発明は、主にシートやドアに使用される複合シート材にエンボス模様が形成された車両用内装材と車両用内装材の製造方法及び該製造方法用のエンボスロールに関する。なお、本願明細書において、エンボス模様と凹凸模様は同じ意味で用いる。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、車両用内装材として複合シートにエンボス模様を形成したものが知られ、例えば、織物、編物、不織布等繊維布帛の表地と軟質ポリウレタンフォーム材を積層一体化して得られ積層シートにエンボスロールとヒートロールにより凹凸模様を賦形する座席用表皮材の製造方法が開示されている。また、合成皮革からなる表地に、織物、編物、不織布等繊維質基材を積層一体化して得られ積層シートにエンボスロールにより凹凸模様を賦形する座席用表皮材の製造方法が知られている(特許文献1)。
【0003】
一方、合成皮革や天然皮革などは、車両内装材として特に座面に用いられる場合には発汗により蒸れやべたつきが生じるため、皮革類に開口部を形成し、透湿度を向上させることで蒸れやべたつきを解決しようとする試みがある。例えば、繊維質基材と、前記繊維質基材の片面に積層されたポリウレタン樹脂からなる内層および最外層と、を備え、表面に複数の開口部を有するシート状物であって、 前記最外層が無孔質であり、前記最外層の熱溶融温度が前記内層の軟化温度よりも高く、且つ、前記開口部は、前記最外層が開口中心に向かって傾斜してなる開口周縁部を含む、シート状物が知られている(特許文献2)。
【0004】
また、透湿性及び通気性、及び/又は意匠性を付与するために穿孔加工を施すことが行われている。例えば、少なくとも表皮層を備える表皮材であり、前記表皮材は、表皮材を厚さ方向に貫通する複数の貫通孔を有し、且つ、前記表皮層の少なくとも一方の面に、深度0.2mm以上の凹部を有する表皮材が知られている(特許文献3)。
【0005】
しかしながら、特許文献1に記載の製造方法では、積層シートに凹凸模様を深くはっきりと形成できるものの、積層シートの裏面側には通常軟質ポリウレタンフォームがラミネートされているため、通気性のある表地であっても、積層シートの通気性は表地の通気性より劣ってしまう。これは、ラミネートする際の火炎により軟質ポリウレタンフォームが溶融し皮膜が形成され、この溶融皮膜により表地と接着することから、積層シートの通気性を阻害する要因となっている。
【0006】
また、特許文献2に記載のシート状物は開口部を有するシート状物であっても、例えば車両内装材用途として十分な耐摩耗性を有するものの、樹脂層だけに開口部を設けるとしてもむき出しの針エンボスロールの取り扱いや製作は困難であり、多様な意匠の針エンボスロールの製作は一層難しいという課題もある。
【0007】
また、特許文献3に記載の製造方法は、既存の技術で貫通孔を開けたのちに別工程で既存のエンボス加工を施すものであり、エンボス加工の際には表面温度が90℃以上になることから、シート状の表皮材はわずかながら熱収縮するため、別工程で貫通孔と凹凸模様の位置を合わせる必要がある意匠では難しく、柄ずれという不良品の発生をまねく恐れがあるし、凹部の模様が単調になる恐れがある。
【先行技術文献】
【特許文献】
【0008】
特開2007-276285号公報
特開2019-112737号公報
特開2022-053963号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
このように、軟質ポリウレタンフォームを用いた複合シートの通気性は表地の通気性より劣ってしまうし、軟質ポリウレタンフォームに替えて繊維クッション材を用いたとしても、ホットメルト剤やバインダー繊維などの接着層や低融点繊維の融着面などが形成されしまうため、たとえ表皮層に通気性のある繊維布帛を用いたとしても、軟質ポリウレタンフォームや繊維クッション層を含むシート材は、十分な通気性は得られない。一歩進めて表皮層に開口部や貫通孔があったとしても、同様の理由により十分な通気性は得られないばかりか、表皮層が繊維布帛層の場合は貫通させることが困難なので繊維布帛層に単繊維切れが発生し、見栄えが悪くなるといった不具合が生じる恐れがある。
【0010】
また、快適性向上の面から、シート座面の裏側のパッド内に設けられたダクトを通じてエアコンの暖気や冷気などをシート座面に送風する空調シートの採用が増え、繊維布帛層においても、高い通気性を求められている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
18日前
個人
箔転写シート
25日前
ユニチカ株式会社
積層体
4か月前
東レ株式会社
積層フィルム
4か月前
東レ株式会社
強化繊維基材
17日前
東レ株式会社
強化繊維基材
17日前
東レ株式会社
積層フィルム
2か月前
東ソー株式会社
多層フィルム
3か月前
積水樹脂株式会社
磁性シート
2か月前
エスケー化研株式会社
積層体
4か月前
東ソー株式会社
多層フィルム
22日前
大倉工業株式会社
多層フィルム
4か月前
三菱製紙株式会社
不織布積層体
3か月前
アイカ工業株式会社
光学積層体
1か月前
artience株式会社
積層体
1か月前
東レ株式会社
積層体およびその製造方法
2か月前
マクセル株式会社
複合部品
1か月前
東レ株式会社
フィルム及びその製造方法
2か月前
株式会社シマノ
装飾物品及び釣竿
1か月前
日東電工株式会社
複層構造体
2か月前
フクビ化学工業株式会社
壁材
1か月前
東レ株式会社
強化繊維基材とその製造方法
17日前
コンバーテクノ合同会社
化粧シート
2日前
東洋紡株式会社
耐熱性ポリエステルフィルム
2か月前
住友化学株式会社
積層体
29日前
住友化学株式会社
積層体
29日前
artience株式会社
積層体の製造方法
3か月前
住友化学株式会社
積層体
29日前
東レ株式会社
二軸配向積層フィルムの製造方法
3か月前
大日本印刷株式会社
化粧板
1か月前
TOTO株式会社
部材
3か月前
積水化学工業株式会社
難燃性積層体
3か月前
三菱ケミカル株式会社
積層フィルム
2か月前
大倉工業株式会社
積層体、包装材料および包装袋
2か月前
矢崎総業株式会社
積層導電布テープ
2か月前
TOTO株式会社
部材
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ