TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025083927
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197605
出願日
2023-11-21
発明の名称
3Dプリンタ用熱可塑性樹脂フィラメント、およびその造形品、並びにその製造方法
出願人
旭化成株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
64/314 20170101AFI20250526BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
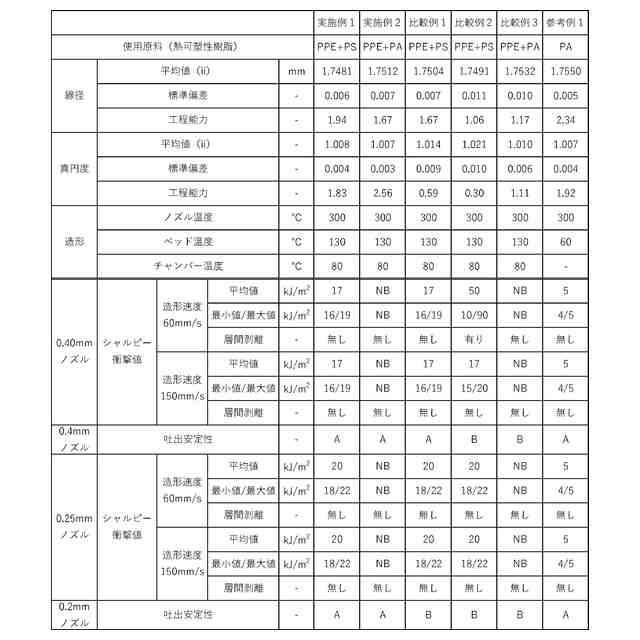
【課題】3Dプリンタのノズル径や造形速度などの造形条件によらず、機械物性が安定し、ノズル内での詰まりが発生せずに長時間連続で造形品を造形可能な熱可塑性樹脂フィラメントを提供することを目的とする。
【解決手段】非晶性樹脂(a)を含む熱可塑性樹脂からなる3Dプリンタ用熱可塑性樹脂フィラメントであって、フィラメントの線径が1.500~3.000mmであり、
フィラメントの線径の平均値、および標準偏差により計算される工程能力(線径)が、下記式(1):工程能力(線径)=(線径平均値×0.04)/(6×標準偏差)≧1.33 ・・・ (1)を満たし、フィラメントの真円度=(長径)/(短径)の平均値および標準偏差により計算される工程能力(真円度)が、下記式(2):工程能力(真円度)=(1.03-真円度平均値)/(3×標準偏差)≧1.33 ・・・ (2)を満たす、3Dプリンタ用熱可塑性樹脂フィラメントである。
【選択図】なし
特許請求の範囲
【請求項1】
非晶性樹脂(a)を含む熱可塑性樹脂からなる3Dプリンタ用熱可塑性樹脂フィラメントであって、
フィラメントの線径が1.500~3.000mmであり、
フィラメントの線径の平均値、および標準偏差により計算される工程能力(線径)が、下記式(1):
工程能力(線径)=(線径平均値×0.04)/(6×標準偏差)≧1.33 ・・・ (1)
を満たし、
フィラメントの真円度=(長径)/(短径)の平均値および標準偏差により計算される工程能力(真円度)が、下記式(2):
工程能力(真円度)=(1.03-真円度平均値)/(3×標準偏差)≧1.33 ・・・ (2)
を満たす、3Dプリンタ用熱可塑性樹脂フィラメント。
続きを表示(約 570 文字)
【請求項2】
前記式(1)および前記式(2)の各工程能力の計算を5000点以上の測定値を用いて算出した、請求項1に記載の3Dプリンタ用熱可塑性樹脂フィラメント。
【請求項3】
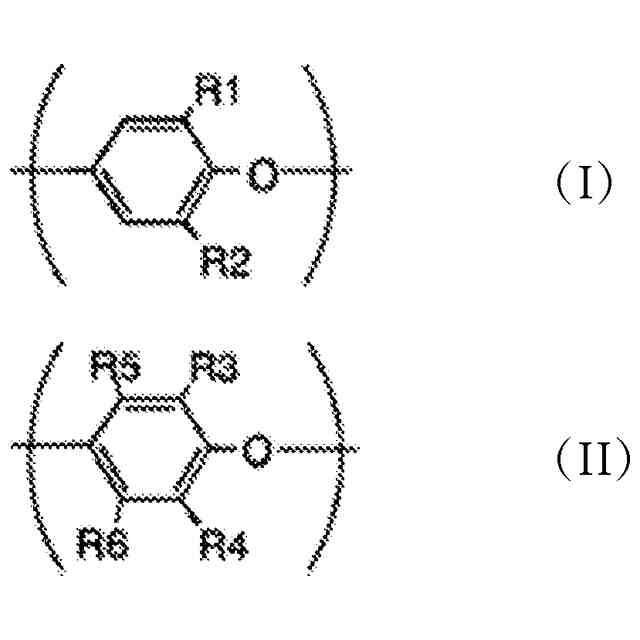
前記非晶性樹脂(a)がポリフェニレンエーテル樹脂を含む、請求項1に記載の3Dプリンタ用熱可塑性樹脂フィラメント。
【請求項4】
さらに、前記熱可塑性樹脂が結晶性樹脂(b)を含み、
該結晶性樹脂(b)がポリアミド系樹脂を含む、請求項3に記載の3Dプリンタ用熱可塑性樹脂フィラメント。
【請求項5】
前記非晶性樹脂(a)が、さらにスチレン系樹脂を含む、請求項3に記載の3Dプリンタ用熱可塑性樹脂フィラメント。
【請求項6】
請求項1~5のいずれか1項に記載の3Dプリンタ用熱可塑性樹脂フィラメントを用いた、造形品。
【請求項7】
請求項1~5のいずれか1項に記載の3Dプリンタ用熱可塑性樹脂フィラメントを製造する方法であって、
溶融した熱可塑性樹脂を1穴の口金から射出してフィラメントを得ることと、
射出後、前記フィラメントをガラス転移温度(Tg)以下の温度に15℃/秒以下の速度で徐冷することと、を含む、3Dプリンタ用熱可塑性樹脂フィラメントの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、3Dプリンタ用熱可塑性樹脂フィラメント、およびその造形品、並びにその製造方法に関するものである
続きを表示(約 1,900 文字)
【背景技術】
【0002】
3Dプリンタに代表される付加製造技術は、従来の射出成形では必須であった金型を使用しない方法であるため、短期間で試作できるというメリッ卜があり、例えば機能確認用の部品の試作に用いられることが多かった。一方で、近年、複雑な構造を有する造形品を作製する技術の一つとして少量多品種製品の直接製造への適用のニーズも増加している。
このような背景の中で、3Dプリンタの多くに用いられている熱溶解積層法は、フィラメント状の樹脂材料を3Dプリンタノズルへ供給し、ノズルで樹脂材料を溶解しながら、押出された樹脂を造形テーブルに押し付けるように積層を行う技術である。
【0003】
3Dプリンタ用フィラメントに用いられる原料としては、一般的にポリ乳酸等の熱可塑性樹脂が、加工性や流動性の観点から好適に用いられてきた(特許文献1参照)。
下記特許文献2においては、3Dプリンタ用フィラメントは真円度が高く、線径の太さムラが少ないことで3Dプリンタ造形時の吐出ムラが低減され、得られる造形品の外観が良好となることが報告されている。
また、下記特許文献3においては、線径が安定し、真円に近い断面形状のフィラメントを得る方法として、押出機より押し出されたフィラメントを真空吸引しながらサイジング装置を通過させる方法について報告されている。
下記特許文献4及び5においては、耐熱性や引張強度などの機械物性に優れた造形品を得るために、原料にスーパーエンジニアリングプラスチックを用いることや、繊維強化熱可塑性樹脂を用いたフィラメントについて報告されている。
【先行技術文献】
【特許文献】
【0004】
特開2016-169456号公報
特開2005-523391号公報
特開2016-193601号公報
国際公開第2021/066011号
国際公開第2020/217919号
【発明の概要】
【発明が解決しようとする課題】
【0005】
熱溶解積層法は、現在、工業部品に使用されている熱可塑性樹脂が使用可能な方法であるため、特に工業的な利用が注目されており、物性や製造サイクルの安定が求められている。
しかしながら、従来報告されている方法では、特に非晶性樹脂を用いた場合にフィラメントの線径や真円性が十分に安定しているとはいえず、3Dプリンタのノズル径や造形速度などの造形条件を変更することで造形品の機械物性にばらつきが生じることや、長時間連続して造形するとノズル内で詰まりが発生するという問題があった。
【0006】
そこで、上記課題を解決するために、本発明は、3Dプリンタのノズル径や造形速度などの造形条件によらず、機械物性が安定し、ノズル内での詰まりが発生せずに長時間連続で造形品を造形可能な熱可塑性樹脂フィラメント、およびその造形品、並びにその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明の熱可塑性樹脂フィラメントおよびその成形品、並びにその製造方法の構成は以下のとおりである。
【0008】
[1] 非晶性樹脂(a)を含む熱可塑性樹脂からなる3Dプリンタ用熱可塑性樹脂フィラメントであって、
フィラメントの線径が1.500~3.000mmであり、
フィラメントの線径の平均値、および標準偏差により計算される工程能力(線径)が、下記式(1):
工程能力(線径)=(線径平均値×0.04)/(6×標準偏差)≧1.33 ・・・ (1)
を満たし、
フィラメントの真円度=(長径)/(短径)の平均値および標準偏差により計算される工程能力(真円度)が、下記式(2):
工程能力(真円度)=(1.03-真円度平均値)/(3×標準偏差)≧1.33 ・・・ (2)
を満たす、3Dプリンタ用熱可塑性樹脂フィラメント。
【0009】
[2] 前記式(1)および前記式(2)の各工程能力の計算を5000点以上の測定値を用いて算出した、[1]に記載の3Dプリンタ用熱可塑性樹脂フィラメント。
【0010】
[3] 前記非晶性樹脂(a)がポリフェニレンエーテル樹脂を含む、[1]又は[2]に記載の3Dプリンタ用熱可塑性樹脂フィラメント。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
旭化成株式会社
包装体の殺菌方法
4日前
旭化成株式会社
延伸積層フィルム、袋及び生肉包装体
4日前
旭化成株式会社
水添変性共役ジエン系重合体、及びゴム組成物
6日前
旭化成株式会社
ポリイソシアネート組成物及びペイントプロテクションフィルム用塗料組成物
4日前
旭化成株式会社
セルロース繊維の乾燥粉体の製造方法
4日前
株式会社ファンケル
タブレット状皮膚洗浄料
4日前
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
株式会社日本製鋼所
押出機
8か月前
個人
射出ミキシングノズル
8か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
1か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社日本製鋼所
押出成形装置
9か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
6か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社FTS
セパレータ
5か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
2か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
三菱自動車工業株式会社
予熱装置
9か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ