TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082935
公報種別
公開特許公報(A)
公開日
2025-05-30
出願番号
2023196514
出願日
2023-11-20
発明の名称
刃具交換時期表示装置
出願人
株式会社ジェイテクト
代理人
弁理士法人明成国際特許事務所
主分類
B23Q
17/09 20060101AFI20250523BHJP(工作機械;他に分類されない金属加工)
要約
【課題】製品の種類に対応した刃具の、一回の加工における使用回数を考慮し、刃具の交換の時期を表示する刃具交換時期表示装置の提供。
【解決手段】生産計画情報を取得する生産計画取得部と、生産計画情報を取得した時点における複数の刃具のそれぞれの残りの使用可能な回数である残使用回数と、複数の種類の製品のそれぞれについての、使用刃具の種類と加工使用回数と加工時間と、を含む基本情報を保持する基本情報保持部と、生産計画情報と基本情報とに基づいて、加工設備によって加工される予定の一つ以上の種類の製品のついての予定である生産スケジュールであって、刃具の交換の予定である交換スケジュールを含む生産スケジュールを決定する算出部と、生産スケジュールに含まれる情報を表示することが可能な表示部と、を備え、表示部は、一つ以上の種類の製品の加工が行われる際に交換スケジュールにしたがって、一つ以上の交換されるべき刃具を表示する。
【選択図】図1
特許請求の範囲
【請求項1】
それぞれ複数の種類の刃具を備え、複数の種類の製品を加工する一つ以上の加工設備における、一つ以上の交換されるべき前記刃具を表示する刃具交換時期表示装置であって、
前記一つ以上の加工設備によって加工される予定の一つ以上の前記製品の種類および加工される予定の数量を含む生産計画情報を取得する生産計画取得部と、
基本情報保持部であって、
前記生産計画情報を取得した時点における、前記複数の種類の刃具のそれぞれの残りの使用可能な回数である残使用回数と、
前記複数の種類の製品のそれぞれについての、
一つの種類の製品を加工するために使用される前記刃具である使用刃具の種類と、前記一つの種類の製品の一回の加工で前記使用刃具が使用される回数である加工使用回数と、前記一つの種類の製品を加工するのに要する時間である加工時間と、
を含む基本情報を保持する基本情報保持部と、
前記生産計画情報と、前記基本情報と、に基づいて、前記加工設備によって加工される予定の前記一つ以上の種類の前記製品のついての予定である生産スケジュールであって、前記刃具の交換の予定である交換スケジュールを含む生産スケジュールを決定する算出部と、
前記生産スケジュールに含まれる情報を表示することが可能な表示部と、を備え、
前記表示部は、前記一つ以上の種類の前記製品の加工が行われる際に、前記交換スケジュールにしたがって、一つ以上の交換されるべき前記刃具を表示する、刃具交換時期表示装置。
続きを表示(約 980 文字)
【請求項2】
請求項1に記載の刃具交換時期表示装置であって、
前記複数の種類の刃具のうち少なくとも一つは、複数の種類の前記製品を加工するために使用され、
前記生産計画情報は、前記一つ以上の加工設備によって加工される予定の、複数の前記製品の種類および加工される予定の数量を含む、
刃具交換時期表示装置。
【請求項3】
請求項1に記載の刃具交換時期表示装置であって、
前記生産計画情報は、
前記一つ以上の加工設備によって加工される予定の、複数の前記製品の種類および加工される予定の数量を含み、
さらに、前記一つ以上の加工設備のそれぞれにおける、前記複数の種類の製品の加工の順番を含んでおり、
前記算出部は、前記生産計画情報と、前記基本情報と、に基づいて、前記加工設備によって加工される予定の前記複数の種類の製品のついての生産スケジュールであって、前記刃具の交換の予定である交換スケジュールを含む生産スケジュールを決定する、刃具交換時期表示装置。
【請求項4】
請求項1に記載の刃具交換時期表示装置であって、
前記基本情報は、さらに、
予め定められた前記刃具の最大の使用可能な回数よりも小さい回数である予報回数を含み、
前記表示部は、さらに、前記一つ以上の種類の前記製品の加工が行われる際に、前記交換スケジュールにしたがって、前記一つ以上の交換されるべき前記刃具の、前記予報回数に達するまでの時間を表示する、刃具交換時期表示装置。
【請求項5】
請求項1に記載の刃具交換時期表示装置であって、
前記表示部は、さらに、前記交換スケジュールにしたがって、前記一つ以上の交換されるべき刃具を、交換されるべき順に表示する、刃具交換時期表示装置。
【請求項6】
請求項1に記載の刃具交換時期表示装置であって、
前記表示部において、前記一つ以上の交換されるべき刃具が強調されて表示される、刃具交換時期表示装置。
【請求項7】
請求項1に記載の刃具交換時期表示装置であって、
さらに、前記一つ以上の交換されるべき刃具を音声によって外部に出力する出力部を備える、刃具交換時期表示装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、刃具交換時期表示装置に関する。
続きを表示(約 4,300 文字)
【背景技術】
【0002】
特許文献1において、複数の種類の刃具をそれぞれ備える複数の加工設備と、刃具の交換時期を表示する刃具交換時期表示装置を有する加工ラインが開示されている。刃具交換時期表示装置は、全ての刃具について、刃具に対して設定された使用の限度回数である寿命と、使用された回数と、を各加工設備からネットワークを通じて収集する。刃具交換時期表示装置は、収集した全ての刃具の寿命と、使用された回数と、から、使用可能な残りの回数である残数を算出する。刃具交換時期表示装置は、残数が最も小さい刃具について、現在時刻や加工に必要な時間から、交換の時刻を算出する。刃具交換時期表示装置は、交換の時刻において、残数が最も小さい刃具と、残数の差が三回以内となる他の刃具を算出し、それらの刃具の情報を、交換の時刻と共に表示させる。作業者は、寿命まで最大限使用した刃具と、寿命に近い回数まで使用した刃具の交換時期を知ることができる。
【先行技術文献】
【特許文献】
【0003】
特開2021-133482号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
加工設備によって加工される製品の種類によっては、一回の加工で、同じ種類の刃具が複数回使用される場合がある。特許文献1においては、交換の時刻の算出は、一回の加工で刃具が一回使用されることが前提となっており、一回の加工で刃具が複数回使用されることは考慮されていない。すなわち、特許文献1においては、一回の加工の時間と、刃具の一回の使用において必要な時間が同じである前提で、交換の時刻が算出されている。特許文献1においては、一回の加工で刃具が複数回使用される場合、一回の加工の間において、刃具の交換の時刻となった場合、交換が不可能であるにもかかわらず、交換の時刻が表示される可能性がある。そのため、製品の種類に対応した刃具の、一回の加工における使用回数を考慮し、刃具の交換の時期を表示する刃具交換時期表示システムが求められる。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の一形態によれば、それぞれ複数の種類の刃具を備え、複数の種類の製品を加工する一つ以上の加工設備における、一つ以上の交換されるべき前記刃具を表示する刃具交換時期表示装置が提供される。この刃具交換時期表示装置は、前記一つ以上の加工設備によって加工される予定の一つ以上の前記製品の種類および加工される予定の数量を含む生産計画情報を取得する生産計画取得部と、基本情報保持部であって、前記生産計画情報を取得した時点における、前記複数の種類の刃具のそれぞれの残りの使用可能な回数である残使用回数と、前記複数の種類の製品のそれぞれについての、一つの種類の製品を加工するために使用される前記刃具である使用刃具の種類と、前記一つの種類の製品の一回の加工で前記使用刃具が使用される回数である加工使用回数と、前記一つの種類の製品を加工するのに要する時間である加工時間と、を含む基本情報を保持する基本情報保持部と、前記生産計画情報と、前記基本情報と、に基づいて、前記加工設備によって加工される予定の前記一つ以上の種類の前記製品のついての予定である生産スケジュールであって、前記刃具の交換の予定である交換スケジュールを含む生産スケジュールを決定する算出部と、前記生産スケジュールに含まれる情報を表示することが可能な表示部と、を備え、前記表示部は、前記一つ以上の種類の前記製品の加工が行われる際に、前記交換スケジュールにしたがって、一つ以上の交換されるべき前記刃具を表示する。
この形態の刃具交換時期表示装置によれば、製品の種類に対応した刃具の、一回の加工における使用回数を考慮した上で、刃具の交換の時期を表示することができる。
(2)上記形態の刃具交換時期表示装置において、前記複数の種類の刃具のうち少なくとも一つは、複数の種類の前記製品を加工するために使用され、前記生産計画情報は、前記一つ以上の加工設備によって加工される予定の、複数の前記製品の種類および加工される予定の数量を含んでいてもよい。
この形態の刃具交換時期表示装置によれば、複数の製品の加工において、一つの刃具が複数の種類の製品を加工するために用いられる態様において、作業者に対して刃具の交換を促すことができる。
(3)上記形態の刃具交換時期表示装置において、前記生産計画情報は、前記一つ以上の加工設備によって加工される予定の、複数の前記製品の種類および加工される予定の数量を含み、さらに、前記一つ以上の加工設備のそれぞれにおける、前記複数の種類の製品の加工の順番を含んでおり、前記算出部は、前記生産計画情報と、前記基本情報と、に基づいて、前記加工設備によって加工される予定の前記複数の種類の製品のついての生産スケジュールであって、前記刃具の交換の予定である交換スケジュールを含む生産スケジュールを決定してもよい。
この形態の刃具交換時期表示装置によれば、複数の種類の製品が加工される場合に、製品の順番を考慮した上で、交換スケジュールが決定される。例えば、複数の種類の製品が加工される場合に、全ての製品の加工が同時に開始されたとして交換スケジュールが決定される態様と比較して、作業者が刃具の交換までの時間を有効に使用することができる。
(4)上記形態の刃具交換時期表示装置において、前記基本情報は、さらに、予め定められた前記刃具の最大の使用可能な回数よりも小さい回数である予報回数を含み、前記表示部は、さらに、前記一つ以上の種類の前記製品の加工が行われる際に、前記交換スケジュールにしたがって、前記一つ以上の交換されるべき前記刃具の、前記予報回数に達するまでの時間を表示してもよい。
この形態の刃具交換時期表示装置によれば、刃具を交換する作業者が、予報回数に達するまでの時間を知ることができる。作業者は、予報回数に達してから、刃具の交換の準備を行うことができるため、効率的に刃具の交換が行われることが可能となる。
(5)上記形態の刃具交換時期表示装置において、前記表示部は、さらに、前記交換スケジュールにしたがって、前記一つ以上の交換されるべき刃具を、交換されるべき順に表示してもよい。
この形態の刃具交換時期表示装置によれば、作業者が交換されるべき刃具を確認しやすい。
(6)上記形態の刃具交換時期表示装置において、前記表示部において、前記一つ以上の交換されるべき刃具が強調されて表示されてもよい。
この形態の刃具交換時期表示装置によれば、作業者が交換されるべき刃具を確認しやすい。
(7)上記形態の刃具交換時期表示装置において、さらに、前記一つ以上の交換されるべき刃具を音声によって外部に出力する出力部を備えていてもよい。
この形態の刃具交換時期表示装置によれば、作業者が交換されるべき刃具を容易に知ることができる。
本開示は、刃具交換時期表示装置以外の種々の形態で実現することも可能である。例えば、刃具交換時期表示装置の製造方法や刃具交換時期表示装置の制御方法、その制御方法を実現するコンピュータプログラム、そのコンピュータプログラムを記録した一時的でない記録媒体等の形態で実現することができる。
【図面の簡単な説明】
【0007】
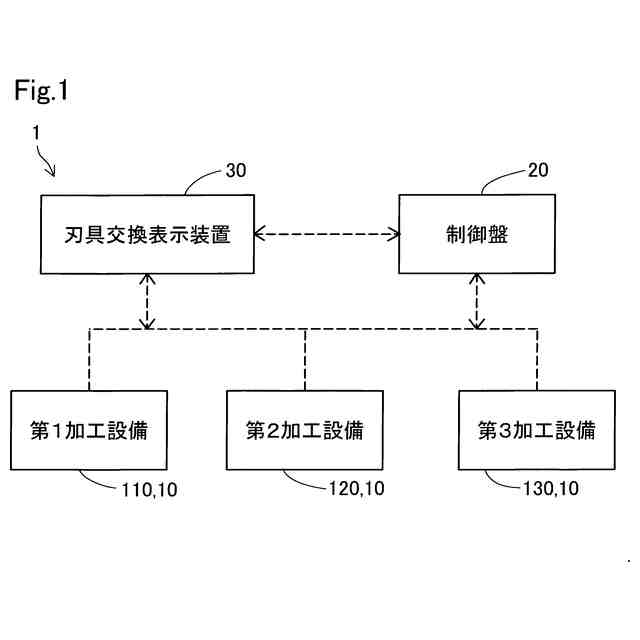
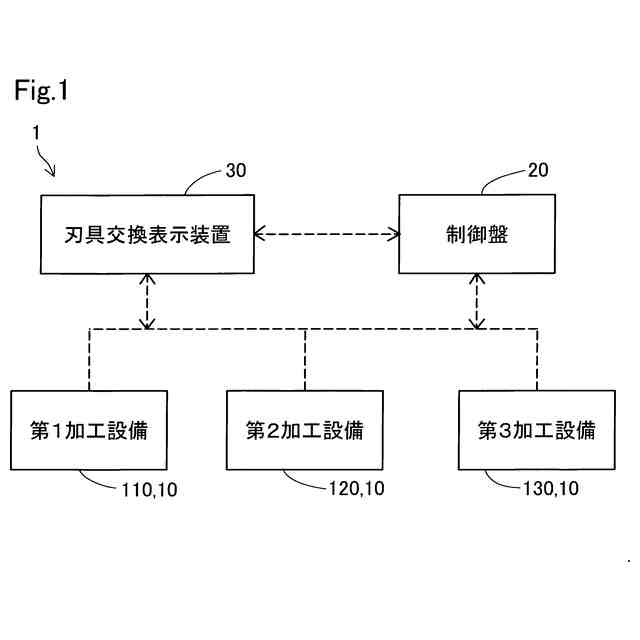
刃具交換時期表示装置を備える加工システムを表した図。
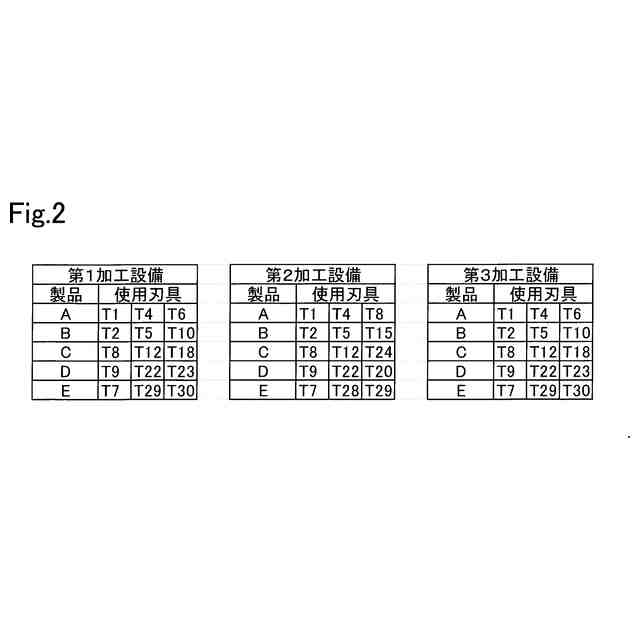
使用刃具の種類を説明する図。
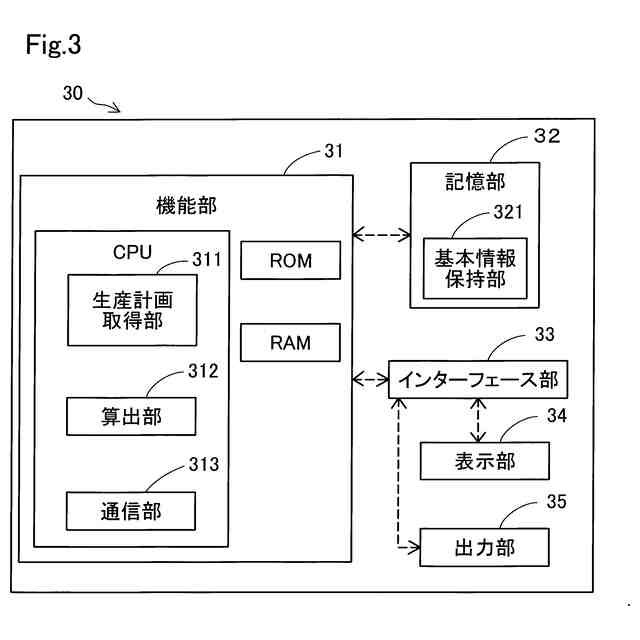
刃具交換時期表示装置を説明するブロック図。
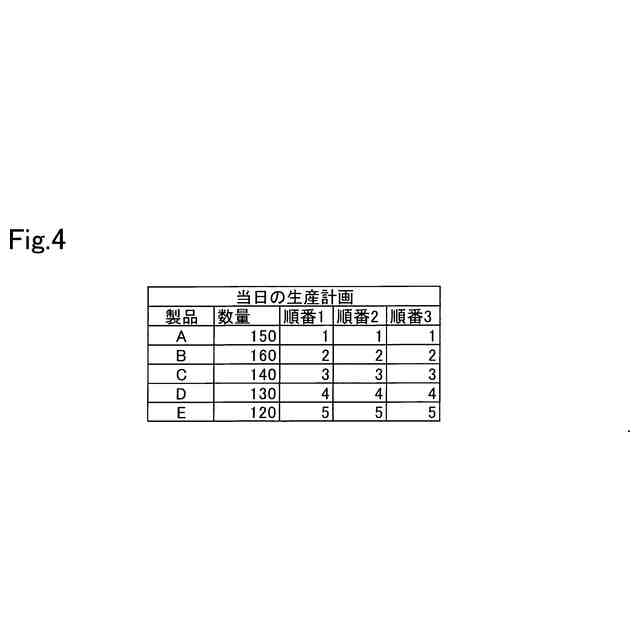
生産計画情報を表した表。
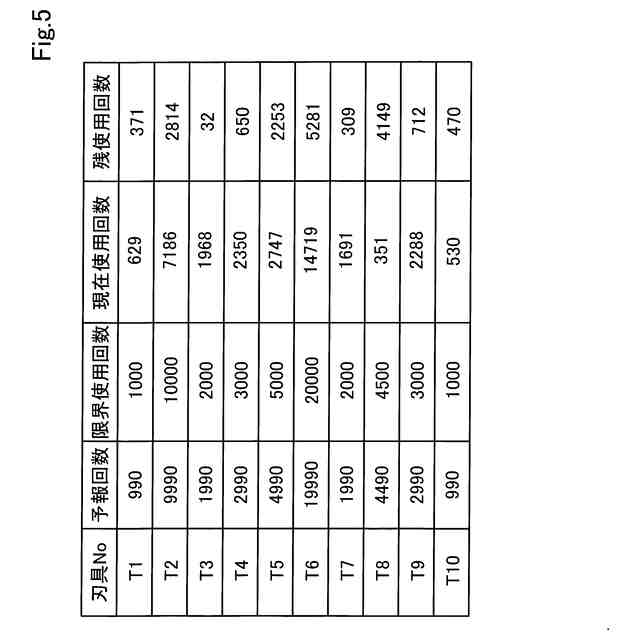
残使用回数等を表した図。
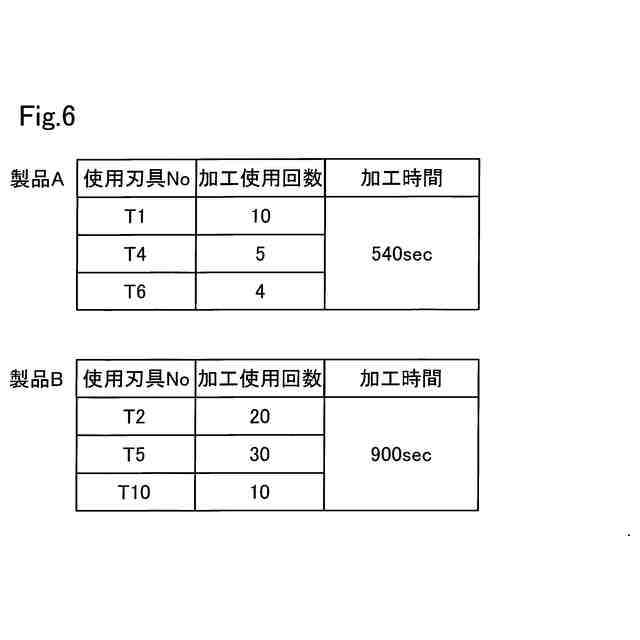
加工情報について説明する図。
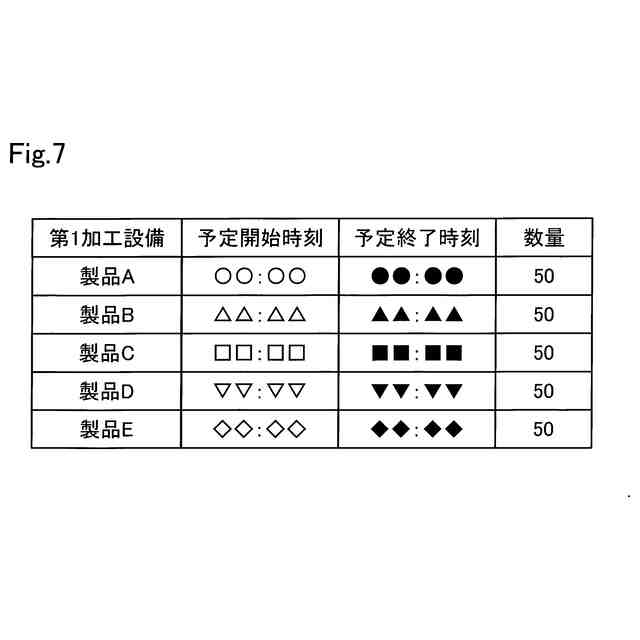
第1加工設備における、各製品の加工の予定開始時刻等を表した図。
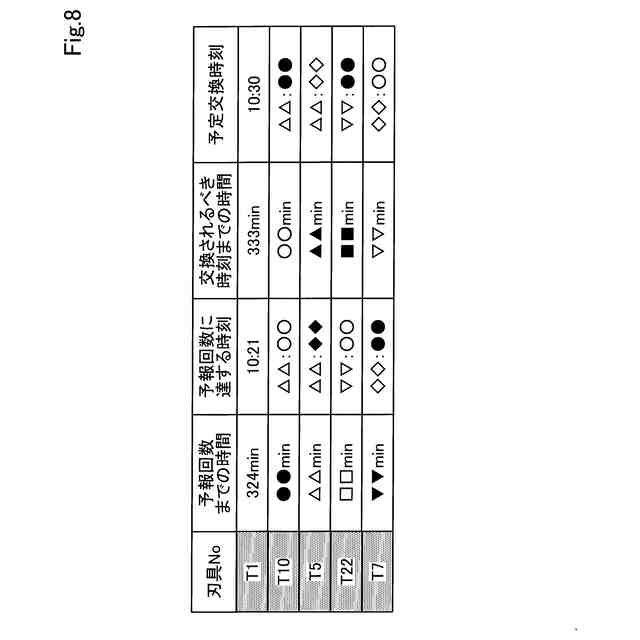
交換スケジュールを説明する図。
【発明を実施するための形態】
【0008】
A.本実施形態:
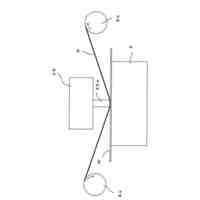
図1は、刃具交換時期表示装置30を備える加工システム1を表した図である。加工システム1は、製品を加工する。加工システム1は、第1加工設備110と第2加工設備120と第3加工設備130と、制御盤20と、刃具交換時期表示装置30と、を備える。以下において、第1加工設備110と第2加工設備120と第3加工設備130とを区別しない場合は、加工設備10と表記する。加工設備10は、複数の種類の製品を加工することが可能である。本実施形態において、第1加工設備110と第2加工設備120と第3加工設備130のそれぞれが加工可能な製品の種類は、全て同じである。具体的には、第1加工設備110と第2加工設備120と第3加工設備130のそれぞれは、同じ十種類の製品を加工することができる。
【0009】
加工設備10は、制御盤20によって制御されることで動作する。本実施形態において、加工設備10はマシニングセンタである。加工設備10は、複数の種類の刃具を備える。本実施形態において、加工設備10は、30種類の刃具を備える。第1加工設備110ないし第3加工設備130が備える刃具の種類はそれぞれ同じである。
【0010】
図2は、使用刃具の種類を説明する図である。複数の種類の刃具は、加工設備10において、製品を加工するために使用される。一つの種類の製品を加工するために使用される刃具を、その種類の製品についての使用刃具と表記する。以下において、製品と刃具との関係を簡単に説明する。図2において、例として、製品A、製品B、製品C、製品D、製品Eの五種類の製品についての使用刃具の種類を表している。本実施形態においては、加工設備10において、30種類の刃具のうち、三種類の使用刃具が使用されることで、一つの種類の製品が加工される。図2に示すように、第1加工設備110において、製品Aを加工するための使用刃具は、刃具T1と、刃具T4と、刃具T6である。第1加工設備110においては、刃具T3、刃具T11、刃具T13ないし刃具T17、刃具T19ないし刃具T21、刃具T24ないし刃具T28は、製品Aないし製品Eの加工に用いられない。これらの刃具は、製品Aないし製品E以外の種類の製品の加工に用いられることが可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
26日前
個人
加工機
20日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
13日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
5日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
19日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社アンド
半田付け方法
19日前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
19日前
村田機械株式会社
レーザ加工機
6日前
村田機械株式会社
レーザ加工機
6日前
株式会社トヨコー
被膜除去方法
7日前
トヨタ自動車株式会社
接合方法
1か月前
株式会社FUJI
チャック装置
2か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
管用テーパタップ
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
スカイビングカッタ
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
21日前
トヨタ自動車株式会社
レーザ加工機
2か月前
オーエスジー株式会社
ドリル
2か月前
株式会社ダイヘン
溶接システム
19日前
株式会社アドウェルズ
超音波加工装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ