TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025081176
公報種別
公開特許公報(A)
公開日
2025-05-27
出願番号
2023194770
出願日
2023-11-15
発明の名称
縦ピロー包装機
出願人
株式会社川島製作所
代理人
個人
主分類
B65B
9/20 20120101AFI20250520BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】縦ピロー包装機において、起動時、あるいは待機時からの運転再開時、包材フィルムを破損させたり溶融させたりして無駄にすることなく、余計なエネルギーを費やさずに、最初に製造される包装体を2回目以降に製造される包装体と同じように製造できるようする。
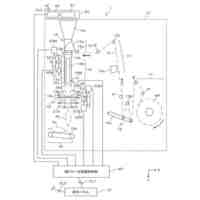
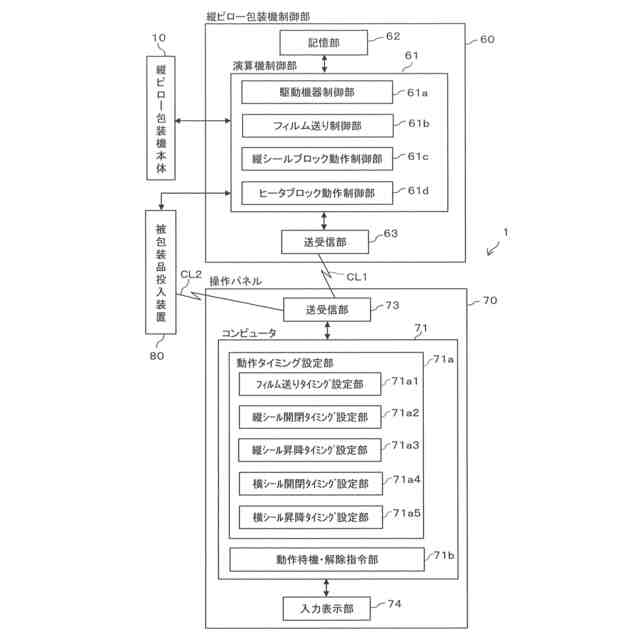
【解決手段】縦ピロー包装機本体、縦ピロー包装機制御部及び操作パネルを備えた縦ピロー包装機であって、操作パネルのコンピュータが有する動作待機・解除指令部からの待機解除指令信号に基づいて縦ピロー包装機本体が動作を開始する最初のサイクルにおいて、筒状フィルムの横シール部の位置を上昇させると共にヒータブロックを上昇させた後、ヒータブロックを一定の僅かな隙間を残して近接させ、さらに、被包装品投入装置の計量機より投入された被包装品が筒状フィルムの底部に到達する前に筒状フィルムを下降させ、同時にヒータブロックを下降させるようにした縦ピロー包装機。
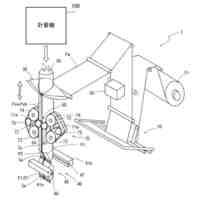
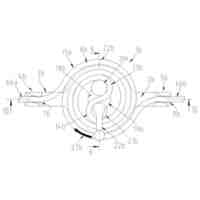
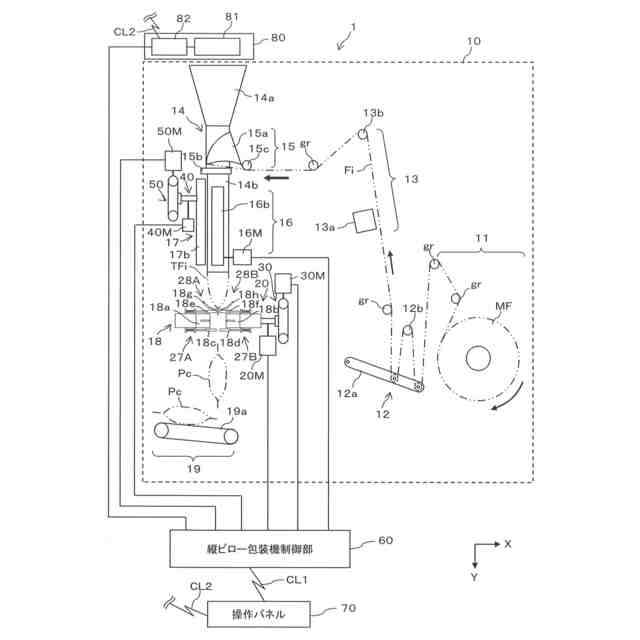
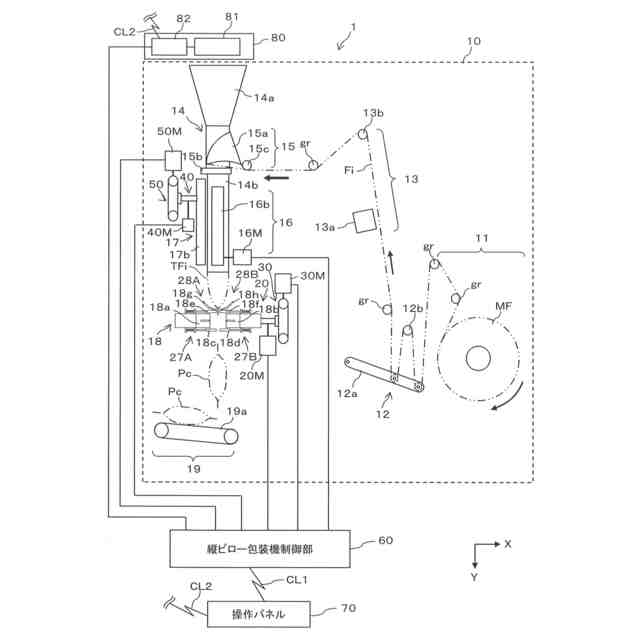
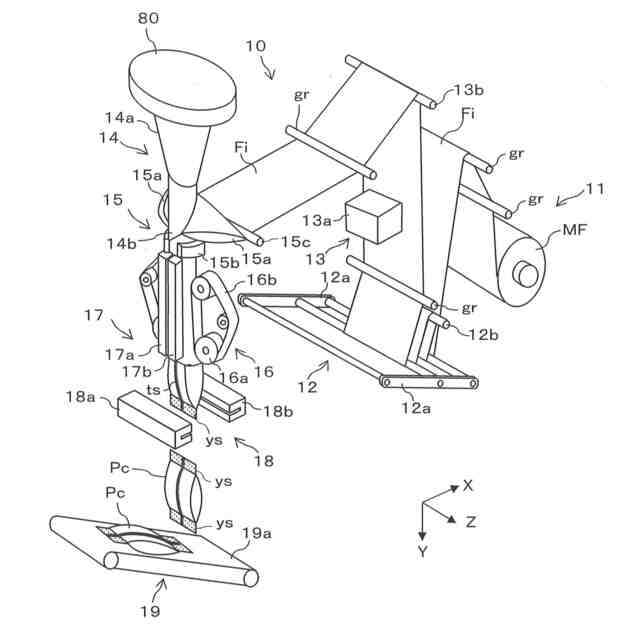
【選択図】図1
特許請求の範囲
【請求項1】
包装材料を上下方向に送る包材送り手段と、該包材送り手段が送る前記包装材料を筒状包材に成形する筒状包材成形手段と、被包装品投入手段により投入される被包装品を供給して前記筒状包材の中に充填する被包装品充填手段と、前記筒状包材に上下方向の縦シールを施す縦シール手段と、前記縦シール手段によって縦シールが施された筒状包材に左右方向の横シールと切断を施す横シール切断手段とを備え、前記被包装品が包装された1個の包装体を製造するサイクルを1サイクルとして多数の前記包装体を製造する縦ピロー包装機本体と、
前記縦ピロー包装機本体の動作を制御する機能を備えた縦ピロー包装機制御手段と、
前記被包装品投入手段が前記被包装品を前記被包装品充填手段に投入できない場合に前記縦ピロー包装機本体の動作を停止して待機状態にするための待機指令と、該待機状態にある前記縦ピロー包装機本体の動作を開始させるための待機解除指令を発する動作待機・解除指令手段と
を備えた縦ピロー包装機であって、
前記横シール切断手段は、一対のヒータブロックを開閉させるヒータブロック開閉手段と、前記一対のヒータブロックを昇降させるヒータブロック昇降手段とを備え、
前記縦ピロー包装機制御手段は、前記包材送り手段の動作を制御する包材送り動作制御手段と、前記ヒータブロック開閉手段と前記ヒータブロック昇降手段の動作を制御するヒータブロック動作制御手段とを備え、
前記待機状態にある前記縦ピロー包装機本体が前記動作待機・解除指令手段からの前記待機解除指令に基づいて動作を開始する最初の前記サイクルにおいて、前記横シールが施された前記筒状包材の前記横シールの位置を上昇させるように前記包材送り動作制御手段が包材送り手段の動作を制御すると共に前記一対のヒータブロックの位置を上昇させるように前記ヒータブロック動作制御手段が前記ヒータブロック昇降手段の動作を制御した後、前記一対のヒータブロックを一定の隙間を残して接近するように前記ヒータブロック動作制御手段が前記ヒータブロック開閉手段の動作を制御し、さらに、前記被包装品投入手段から前記被包装品充填手段に投入された前記被包装品が前記筒状包材の底部に到達する前に前記筒状包材が下降するように前記包材送り動作制御手段が包材送り手段の動作を制御すると共に、前記筒状包材の下降に合わせて前記一対のヒータブロックが下降するように前記ヒータブロック動作制御手段が前記ヒータブロック昇降手段の動作を制御することを特徴とする縦ピロー包装機。
続きを表示(約 1,000 文字)
【請求項2】
前記横シール切断手段は前記筒状包材の前記横シールが施される部分をしごくしごき手段を備え、前記一定の隙間は、前記しごき手段が前記横シールが施される部分をしごく場合に前記一対のヒータブロックが近接して形成される隙間と同じであること特徴とする請求項1記載の縦ピロー包装機。
【請求項3】
前記横シール切断手段は前記一対のヒータブロックが前記一定の隙間をもって近接したときに前記筒状包材の前記横シールが施された部分の上側を挟み込むシャッター手段を備えていることを特徴とする請求項1記載の縦ピロー包装機。
【請求項4】
前記シャッター手段は前記被包装品投入手段により投入されて前記筒状包材の底部に到達した前記被包装品を受け止める受け板を備えていることを特徴とする請求項3記載の縦ピロー包装機。
【請求項5】
前記縦ピロー包装機本体を操作する操作手段または前記縦ピロー包装機制御手段が前記動作待機・解除指令手段を備えていることを特徴とする請求項1記載の縦ピロー包装機。
【請求項6】
前記動作待機・解除指令手段は、前記被包装品投入手段からの前記被包装品を前記被包装品充填手段に投入できることを示す被包装品投入可信号に基づいて、前記待機解除指令を発することを特徴とする請求項1記載の縦ピロー包装機。
【請求項7】
前記縦シール手段は、一対の縦シールブロックを開閉させる縦ヒータブロック開閉手段と、前記一対の縦シールブロックを昇降させる縦シールブロック昇降手段とを備え、
前記縦ピロー包装機制御手段は、前記縦シールブロック開閉手段と前記縦シールブロック昇降手段の動作を制御する縦シールブロック動作制御手段を備え、
前記動作待機・解除指令手段から前記待機指令が発せられた場合、前記動作待機・解除指令手段から前記待機指令が発せられない場合と同じ動作をするように前記包材送り動作制御手段が前記包材送り手段の動作を制御し、前記ヒータブロック動作制御手段が前記ヒータブロック開閉手段と前記ヒータブロック昇降手段の動作を制御し、前記縦シールブロック動作制御手段が前記縦シールブロック開閉手段と前記縦シールブロック昇降手段の動作を制御して前記1サイクルが終了させたのち、前記縦ピロー包装機本体が動作を停止して待機状態に入るようにしたことを特徴とする請求項1記載の縦ピロー包装機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、起動時、待機時からの運転再開時、包装体を製造する動作を開始する場合に包材フィルムの無駄をなくすようにした縦ピロー包装機に関するものである。
続きを表示(約 4,000 文字)
【背景技術】
【0002】
縦ピロー包装機は、包材を上下方向(縦方向)に送って筒状包材に成形し、被包装品を上下方向に供給して筒状包材の中に順次充填し、筒状包材に上下方向の縦シール、左右方向(横方向)の横シールと切断を施して包装体を製造する包装機械である。
この縦ピロー包装機においては、起動時、あるいは待機時からの運転再開時、包装体の製造する動作を開始する場合、最初に製造される包装体については、下方に位置する空の筒状包材に被包装品が投入されることから、被包装品が筒状包材に入る際の衝撃等が2回目以降に製造される包装体に比べて大きくなり、筒状包材が損傷する等などして包材フィルムが無駄になる場合が生ずるという問題ある。
このため、起動時、あるいは待機時からの運転再開時において、最初に製造される包装体を2回目以降に製造される包装体と同じように製造にするために種々の提案がなされている。
【0003】
例えば、特許文献1(特開2016-193751号公報)には、包装フィルムを連続して下方向へ繰り出すフィルム繰出し手段と、連続して繰り出される包装フィルムを筒状に成形する縦シーラと、筒状の包装フィルムに対して両側方から開閉するとともに、上下方向に移動自在な一対の横シーラと、前記横シーラを駆動する横シーラ駆動手段と、前記フィルム繰出し手段および横シーラ駆動手段をそれぞれ制御する制御手段とを備え、上方から投入された製品を筒状に形成した包装フィルム内に充填する連続式縦形製袋充填包装機であって、前記横シーラと一体に移動して、筒状の包装フィルム内に投入された製品を途中で受け止める受け部材を設け、前記制御手段は、運転が開始された1サイクル目の制御動作において、次の(イ)乃至(ハ)の制御動作を実行する連続式縦形製袋充填包装機が開示されている。
(イ)前記フィルム繰出し手段は停止させて包装フィルムを繰り出さない。
(ロ)筒状の包装フィルム内に製品が投入される前に、前記横シーラ駆動手段を制御して、停止している筒状の包装フィルムに対し前記一対の横シーラを両側方から閉じ方向へ移動させて製品受け位置に配置する。当該製品受け位置は、前記一対の横シーラが離間していて包装フィルムが横シールされない位置であって、且つ前記受け部材が上方から投入されてきた製品を受け止める位置である。
(ハ)前記横シーラ駆動手段を制御して、前記横シーラを下方向へ移動させるとともに、筒状の包装フィルム内に製品が投入された後に前記横シーラを開き、続いて前記横シーラを上方向へ移動させる。
【0004】
この特許文献1の連続式縦形製袋充填包装機では、筒状の包装フィルム内に製品が投入される前に、停止している筒状の包装フィルムに対し一対の横シーラを両側方から閉じ方向へ移動させて製品受け位置に配置することから、一対の横シーラに設けた受け部材により製品を受け止めることができ、包装フィルムの底部の破損が防止される。
しかしながら、特許文献1の連続式縦形製袋充填包装機においては、停止している筒状の包装フィルムに対し一対の横シーラを両側方から閉じ方向へ移動させて製品受け位置に配置する際に、一対の横シーラが筒状の包装フィルムが接触するおそれがあり、横シーラが筒状の包装フィルムに接触すると、横シーラは加熱されていることから、包装フィルムが溶融してその機能が損なわれるという問題がある。
【0005】
次に、特許文献2(特開2019-43626号公報)には、縦方向に送られる筒状包装材に横シールを施して袋を形成しつつ先行して形成された前記袋内に製品が投入された袋包装体を連続して製造する縦型製袋充填包装機であって、前記筒状包装材内へ前記製品を投入すべく前記製品の供給をする製品供給装置、前記筒状包装材を間に挟んで互いに接離動作をする二つの横シールブロックを備えており当該両横シールブロックがその接近時に前記筒状包装材を挟み込んで前記筒状包装材に前記横シールを施す横シール装置、並びに少なくとも前記横シール装置の横シール動作を含む前記縦型製袋充填包装機の包装動作を制御する制御装置を備えており、前記制御装置は、前記縦型製袋充填包装機の動作状態に基づいて前記縦型製袋充填包装機の運転を一時的に停止すべきであると判断をしたときに、前記横シール装置に対して前記横シール動作の後に前記筒状包装材から離間して開き状態を維持する待機動作をさせ、当該待機動作の解除時には前記製品供給装置による前記袋内への前記製品の投入から前記包装動作を再開する縦型製袋充填包装機において、前記待機動作を開始してから解除するまでの待機動作中において、前記待機動作の開始前からのタイミングをそのまま引き継いで前記横シール装置に前記接離動作を継続させ、継続される当該接離動作において、前記両横シールブロックの接近時には前記両横シールブロックを前記横シール部と僅かに接触しない程度にまで閉じた半閉じ状態に制御し、前記待機動作を解除する際に、前記横シールブロックを半閉じ状態に制御する縦型製袋充填包装機が開示されている。
【0006】
しかしながら、特許文献2の縦型製袋充填包装機においては、待機動作中に横シール装置に前記接離動作を継続させることから、両横シールブロックの接離動作を行うためのエネルギーが必要となり、両横シールブロックの動作を停止させる場合に比べて余計なエネルギーを費やすという問題がある。
また、特許文献2の縦型製袋充填包装機にでは、両横シールブロックを半閉じ状態にしたときに、横シールブロックが筒状包装材に接触するおそれがあり、横シールブロックが筒状包装材に接触すると、横シールブロックは加熱されていることから、特許文献1と同様に筒状包装材が溶融し、その機能が損なわれるという問題がある。
【先行技術文献】
【特許文献】
【0007】
特開2016-193751号公報
特開2019-43626号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、縦ピロー包装機において、起動時、あるいは待機時からの運転再開時、包材フィルムを破損させたり溶融させたりして無駄にすることなく、余計なエネルギーを費やさずに、最初に製造される包装体を2回目以降に製造される包装体と同じように製造できるようすることである。
【課題を解決するための手段】
【0009】
請求項1の発明は、包装材料を上下方向に送る包材送り手段と、該包材送り手段が送る前記包装材料を筒状包材に成形する筒状包材成形手段と、被包装品投入手段により投入される被包装品を供給して前記筒状包材の中に充填する被包装品充填手段と、前記筒状包材に上下方向の縦シールを施す縦シール手段と、前記縦シール手段によって縦シールが施された筒状包材に左右方向の横シールと切断を施す横シール切断手段とを備え、前記被包装品が包装された1個の包装体を製造するサイクルを1サイクルとして多数の前記包装体を製造する縦ピロー包装機本体と、前記縦ピロー包装機本体の動作を制御する機能を備えた縦ピロー包装機制御手段と、前記被包装品投入手段が前記被包装品を前記被包装品充填手段に投入できない場合に前記縦ピロー包装機本体の動作を停止して待機状態にするための待機指令と、該待機状態にある前記縦ピロー包装機本体の動作を開始させるための待機解除指令を発する動作待機・解除指令手段とを備えた縦ピロー包装機であって、前記横シール切断手段は、一対のヒータブロックを開閉させるヒータブロック開閉手段と、前記一対のヒータブロックを昇降させるヒータブロック昇降手段とを備え、前記縦ピロー包装機制御手段は、前記包材送り手段の動作を制御する包材送り動作制御手段と、前記ヒータブロック開閉手段と前記ヒータブロック昇降手段の動作を制御するヒータブロック動作制御手段とを備え、前記待機状態にある前記縦ピロー包装機本体が前記動作待機・解除指令手段からの前記待機解除指令に基づいて動作を開始する最初の前記サイクルにおいて、前記横シールが施された前記筒状包材の前記横シールの位置を上昇させるように前記包材送り動作制御手段が包材送り手段の動作を制御すると共に前記一対のヒータブロックの位置を上昇させるように前記ヒータブロック動作制御手段が前記ヒータブロック昇降手段の動作を制御した後、前記一対のヒータブロックを一定の隙間を残して接近するように前記ヒータブロック動作制御手段が前記ヒータブロック開閉手段の動作を制御し、さらに、前記被包装品投入手段から前記被包装品充填手段に投入された前記被包装品が前記筒状包材の底部に到達する前に前記筒状包材が下降するように前記包材送り動作制御手段が包材送り手段の動作を制御すると共に、前記筒状包材の下降に合わせて前記一対のヒータブロックが下降するように前記ヒータブロック動作制御手段が前記ヒータブロック昇降手段の動作を制御する縦ピロー包装機を提供して、上記課題を解決するものである。
【0010】
請求項2の発明は、前記横シール切断手段は前記筒状包材の前記横シールが施される部分をしごくしごき手段を備え、前記一定の隙間は、前記しごき手段が前記横シールが施される部分をしごく場合に前記一対のヒータブロックが近接して形成される隙間と同じである縦ピロー包装機を提供して、上記課題を解決するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社川島製作所
製袋充填包装機
6日前
株式会社川島製作所
縦ピロー包装機
9日前
個人
箱
7か月前
個人
包装体
8か月前
個人
ゴミ箱
7か月前
個人
コンベア
13日前
個人
ゴミ収集器
2か月前
個人
段ボール箱
2か月前
個人
段ボール箱
2か月前
個人
容器
4か月前
個人
角筒状構造体
23日前
個人
土嚢運搬器具
3か月前
個人
宅配システム
2か月前
個人
折り畳み水槽
8か月前
個人
パウチ補助具
7か月前
個人
楽ちんハンド
6日前
個人
閉塞装置
5か月前
個人
お薬の締結装置
1か月前
個人
コード類収納具
3か月前
個人
ダンボール宝箱
8か月前
個人
ゴミ処理機
4か月前
個人
貯蔵サイロ
2か月前
個人
圧縮収納袋
8か月前
株式会社和気
包装用箱
4か月前
株式会社コロナ
梱包材
23日前
株式会社新弘
容器
7か月前
三甲株式会社
容器
10か月前
個人
粘着テープ切断装置
10か月前
個人
輸送積荷用動吸振器
1か月前
株式会社新弘
容器
7か月前
三甲株式会社
蓋体
4か月前
三甲株式会社
容器
1か月前
三甲株式会社
容器
1か月前
三甲株式会社
容器
11か月前
個人
塗料容器用蓋
8か月前
積水樹脂株式会社
接着剤
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ