TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077732
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023190153
出願日
2023-11-07
発明の名称
樹脂製ルーズフランジおよびその製造方法
出願人
株式会社クボタケミックス
代理人
安田岡本弁理士法人
主分類
F16L
23/032 20060101AFI20250512BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
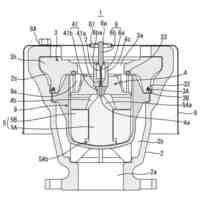
【課題】樹脂管と組み合わせて管継手を形成するルーズフランジにおいて、ボルト締め時に発生する応力の影響をより受けにくいウェルドを備えさせる。
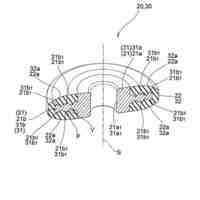
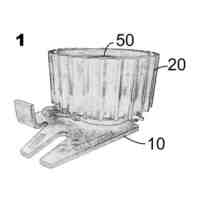
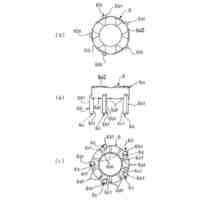
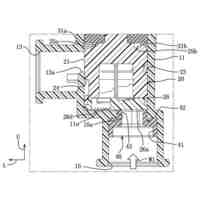
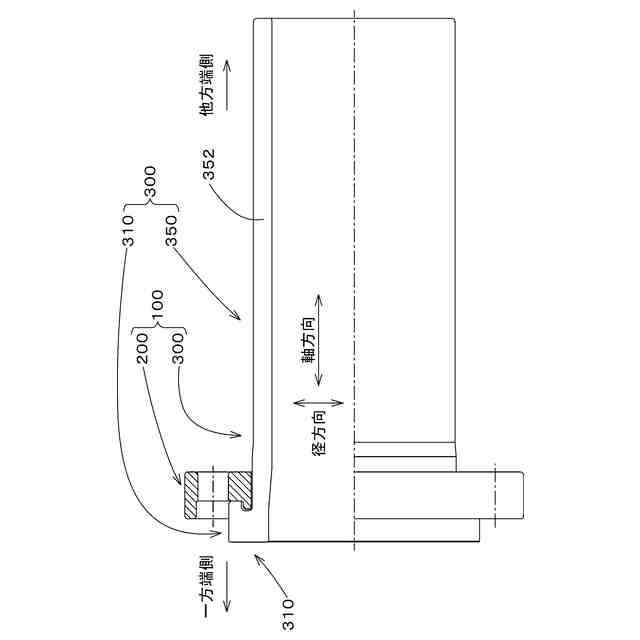
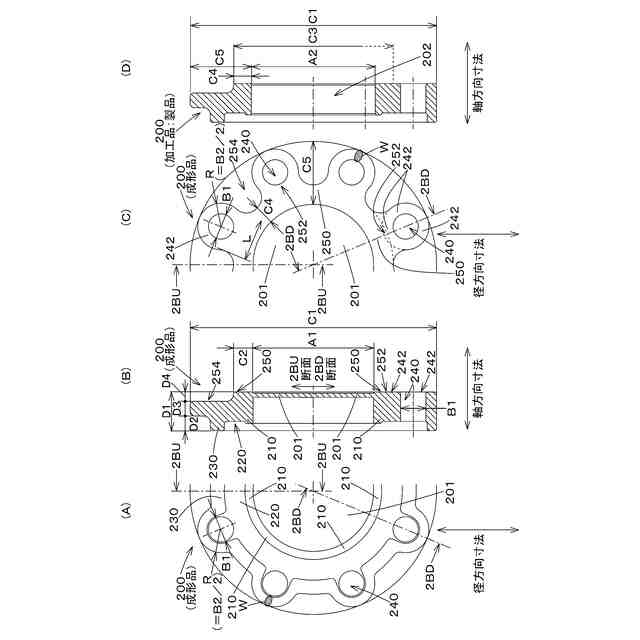
【解決手段】樹脂管300と組み合わせて管継手100を形成する樹脂製のルーズフランジ200は、樹脂管300の長手方向(軸方向)に薄い略円環形状を備え、樹脂管300がその中央孔202に嵌装されるとともに周囲に締結用のボルトを通す2以上(ここでは8)のボルト穴240を備え、ボルト穴240とルーズフランジ200の外周縁との間におけるフランジ面(表面および裏面)の領域Wにのみウェルドを有する。
【選択図】図2
特許請求の範囲
【請求項1】
樹脂管と組み合わせて管継手を形成する樹脂製ルーズフランジであって、
前記ルーズフランジは、前記樹脂管の長手方向に薄い略円環形状を備え、前記樹脂管がその中央孔に嵌装されるとともに周囲のフランジ面に締結用のボルトを通す2以上のボルト穴を備え、
前記ボルト穴と前記ルーズフランジの外周縁との間における前記フランジ面にのみウェルドを有することを特徴とする、樹脂製ルーズフランジ。
続きを表示(約 1,400 文字)
【請求項2】
前記ボルト穴の周囲は、前記ボルト穴内周縁から前記ボルト穴の径の40%以上の幅のリブであって前記ボルト穴の周囲を覆うリブが、前記ルーズフランジ外周縁を越えることなく設けられていることを特徴とする、請求項1に記載の樹脂製ルーズフランジ。
【請求項3】
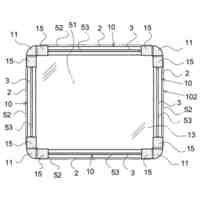
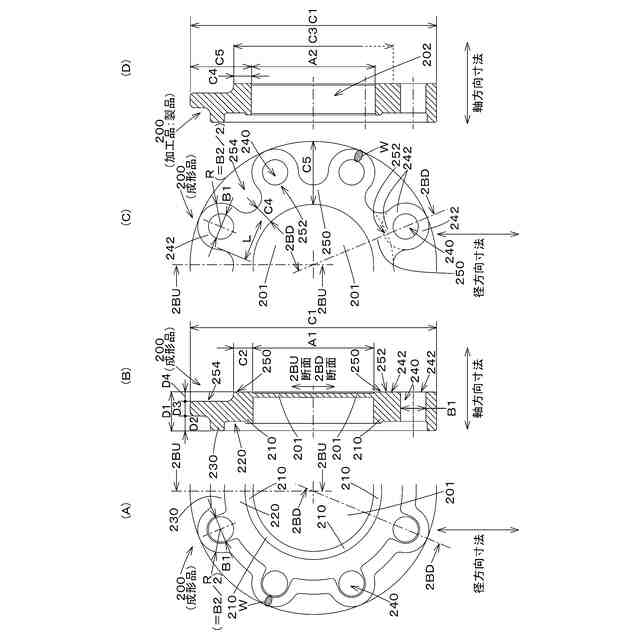
前記ルーズフランジは、前記他方端側の端面において、前記略円環形状の内周側の全周に前記ボルト穴の周囲を覆うリブを備えるとともに、前記リブは前記ボルト穴と前記ボルト穴との間において肉抜き部を備え、
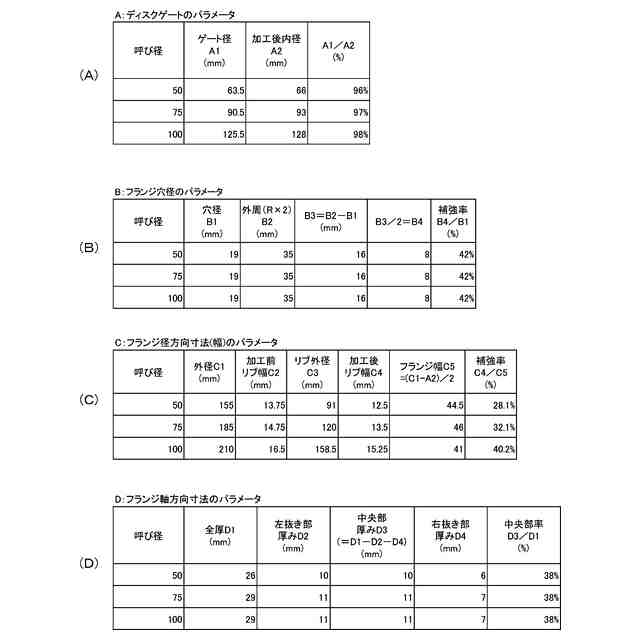
前記ルーズフランジの外径C1から前記中央孔の仕上がり内径A2を減算した値に1/2を乗算したフランジ幅(径方向寸法)C5に対する、前記ボルト穴がない部分の仕上がりリブ幅(径方向寸法であって肉抜きしていない長さ)C4の比率が25%以上45%以下であることを特徴とする、請求項1に記載の樹脂製ルーズフランジ。
【請求項4】
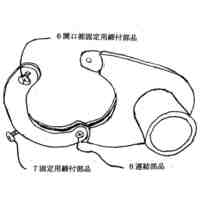
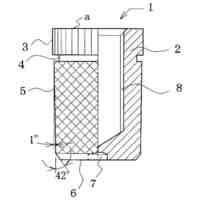
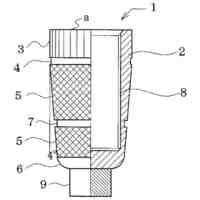
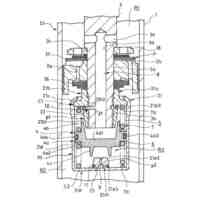
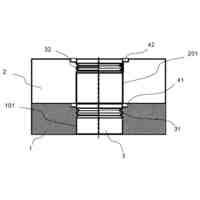
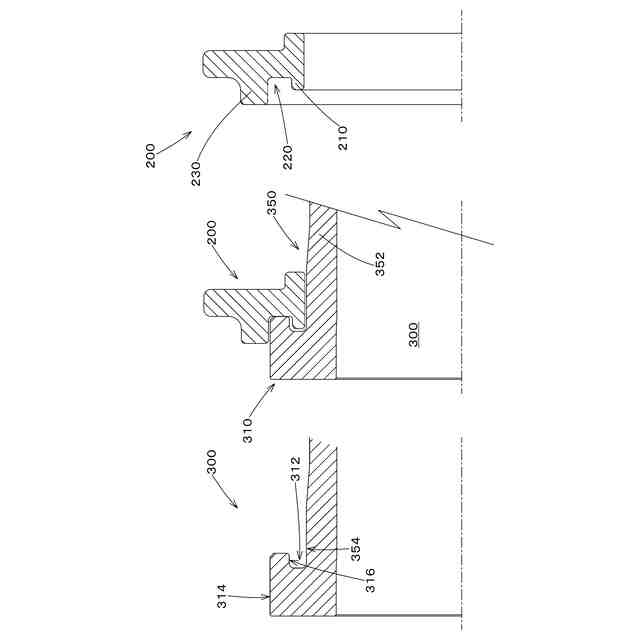
前記樹脂管は、前記ルーズフランジの位置を規制する鍔部を一方端側に備えるとともに前記鍔部は前記一方端側とは逆側の他方端側の端面に周方向の凹溝を備え、
前記ルーズフランジは、前記他方端側の端面において、前記略円環形状の内周側の全周に前記ボルト穴の周囲を覆うリブを備えるとともに、前記リブは前記ボルト穴と前記ボルト穴との間において肉抜き部を備え、
前記ルーズフランジ中心軸を通り前記ボルト穴がない断面を見て、
前記一方端側の端面に、前記凹溝に係合する凸部と、前記鍔部の外周面から前記凹溝の開始位置までに係合する凹部と、前記鍔部の外周面を外周側から係止する係止片とを、前記ルーズフランジ中心軸から離隔する方向へ順に備え、
前記ルーズフランジの前記一方端側端面から前記他方端側端面までのルーズフランジの全厚(軸方向寸法)D1、前記係止片の長さ(軸方向寸法)D2、前記ルーズフランジの前記他方端側端面から前記肉抜き部の端面までの長さ(軸方向寸法)D4として、D1に対する(D1-D2-D4)の比率が35%以上45%以下であることを特徴とする、請求項1に記載の樹脂製ルーズフランジ。
【請求項5】
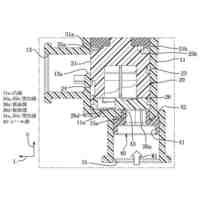
樹脂管と組み合わせて管継手を形成する樹脂製ルーズフランジを射出成形により製造する製造方法であって、
前記ルーズフランジは、前記樹脂管の長手方向に薄い略円環形状を備え、前記樹脂管がその中央孔に嵌装されるとともに周囲のフランジ面に締結用のボルトを通す2以上のボルト穴を備え、
前記射出成形におけるゲートにディスクゲートを採用したことを特徴とする、製造方法。
【請求項6】
前記中央孔の仕上がり内径A2の95%以上99%以下のゲート径A1のディスクゲートを用いることを特徴とする、請求項5に記載の製造方法。
【請求項7】
前記射出成形において、前記中央孔を塞ぐとともに前記ボルト穴を塞がない金型が用いられ、
前記射出成形の後に、前記中央孔を開口することを特徴とする、請求項5に記載の製造
方法。
【請求項8】
前記射出成形により、前記ボルト穴と前記ルーズフランジの外周縁との間における前記フランジ面にのみウェルドが発生することを特徴とする、請求項5に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂管と組み合わせて管継手を形成する樹脂製ルーズフランジに関し、ガス、水道、下水等の配管(特に水道水配管)に使用される合成樹脂製の管(樹脂管)をフランジ接続する際に用いられる管継手を形成する樹脂製ルーズフランジおよびその製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、ガス、水道、下水等の配管として、ポリエチレン、ポリプロピレン、ポリブデン等の樹脂管が多く採用されている。このような樹脂管を接続する構造として、管端部に設けた鍔部(このような鍔部を管端部に設けた管または短管をフランジアダプタと呼ぶ場合がある)にルーズフランジ(回動可能なフランジ)を係合させてフランジ接続する構造が知られている。そして、フランジ接続部に大きな応力が加わると鍔部の根本に応力が集中して亀裂等を生じることがあるため、この部分を厚肉にしたり、接続半径を大きくしたりして破損を防止するようにしていた。
【0003】
このような背景の元で、ルーズフランジが係合する鍔部の強度を向上させて大きな応力にも耐えることができる管継手として、ルーズフランジと係合する合成樹脂製鍔付き短管(フランジアダプタ)の鍔部に、鋼、エンジニアリングプラスチック等からなる補強部材を一体成形したことを特徴とするものであって、鍔付き短管と、合成樹脂製の継手本体部とは、鍔付き短管の外側にルーズフランジを装着した後、両者を熱融着により接合して管継手を形成したものがあった。
【0004】
しかしながら、このような管継手は、ルーズフランジが係合する鍔部の強度を向上させて大きな応力にも耐えることができたとしても、それは、鋼、エンジニアリングプラスチック等からなる補強部材を一体成形したことによるものに過ぎず、コストアップに繋がったり、重量増加に繋がったりするという問題点がある。また、別の観点ではあるが、ルーズフランジの位置を規制する鍔部を一方端側に備えた管部にルーズフランジをセットする場合にその位置決めが難しいと施工性が(上述したように重量増加した場合には特に)好ましくないという問題点があった。
【0005】
このような問題点を解決すべく、本願出願人は、補強部材等の別部材を用いることなく十分な強度を備える、特開2021-101117号公報(特許文献1)が開示する合成樹脂フランジ継手を開発した。この特許文献1に開示された合成樹脂フランジ継手は、合成樹脂製のルーズフランジと、前記ルーズフランジの位置を規制する鍔部を管本体の一方端側に備えた合成樹脂製の管部とを含むフランジ管継手であって、前記ルーズフランジは、前記管本体の長手方向に薄い略円環形状を備え、前記管本体がその中央孔に嵌装されるとともに周囲に締結用のボルトを通す2以上のボルト穴を備え、前記鍔部は、前記一方端側とは逆側の他方端側の端面に周方向の凹溝を備え、前記ルーズフランジは、前記一方端側の端面に、前記凹溝に係合する凸部と、前記鍔部の外周面から前記凹溝の開始位置までに係合する凹部と、前記鍔部の外周面を外周側から係止する係止片とを、前記管部の管中心軸から離隔する方向へ順に備え、前記管中心軸を通り前記ボルト穴がない長手断面を見て、前記凹溝と前記凸部と前記凹部と前記係止片とは略矩形形状であって、前記管本体の長手方向の寸法を長さ寸法および前記管本体の径方向の寸法を幅寸法とし、前記管部に関して、前記凹溝の深さである長さM(X)、前記凹溝の溝幅である幅M(Y)、前記鍔部の外周面から前記凹溝の開始位置までの幅Hとして、前記ルーズフランジに関して、前記凸部の長さT(X)、前記凸部の幅T(Y)、前記係止片の長さK(X)、前記係止片の幅K(Y)として、2×T(X)<K(X)の関係が成立することを特徴とする。
【先行技術文献】
【特許文献】
【0006】
特開2021-101117号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
この特許文献1に開示された合成樹脂フランジ継手は、補強部材等の別部材を用いることなく十分な強度を備えるためにコストアップにも重量増加にも繋がらず、さらに位置決めが容易で施工性が好ましい点で好評を得ている。
【0008】
ところで、この合成樹脂フランジ継手を構成する合成樹脂製のルーズフランジを射出成形により製造する際に、溶融樹脂が合流する箇所には筋状のウェルドライン(単にウェルドと記載する場合がある)が発生する。フランジ面のボルト穴に締結用のボルトを通してボルトを締めるときに大きな応力が発生する箇所にこのウェルドラインが存在することは強度上好ましくない。安全率を大きく設定して設計しており特許文献1のルーズフランジで実用上なんら問題ないが、ルーズフランジが破壊するまでボルトを締めるとこのウェルドラインで破断することを本願出願人は確認して、ウェルドの箇所を工夫することに着目した。
【0009】
また、このような特許文献1のルーズフランジを用いて、フランジ面のボルト穴に締結用のボルトを通してボルトを締めるときに発生する応力を分析して、応力集中箇所をさらに補強するとともに、樹脂材料の無駄を省くようにして軽量化およびコストダウンを図ることに着目した。
【0010】
本発明は、上述の着目点に鑑みて開発されたものであり、その目的とするところは、樹脂管と組み合わせて管継手を形成する樹脂製ルーズフランジにおいて、(A)ボルト締め時に発生する応力の影響をより受けにくいウェルドを有し、(B)応力集中箇所をさらに補強するとともに、樹脂材料の無駄を省くようにして軽量化およびコストダウンが可能な、樹脂製ルーズフランジおよびその製造方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
流路体
4か月前
個人
ホース保持具
1か月前
個人
トーションバー
1か月前
個人
回転式配管用支持具
3か月前
株式会社不二工機
電磁弁
16日前
個人
固着具と成形品部材
4か月前
個人
ボルトナットセット
2か月前
株式会社オンダ製作所
継手
3か月前
株式会社アイシン
駆動装置
4か月前
株式会社ミクニ
弁装置
3か月前
株式会社ミクニ
弁装置
3か月前
個人
ベルトテンショナ
2か月前
カヤバ株式会社
緩衝器
2か月前
株式会社三協丸筒
枠体
2か月前
個人
固着具と固着具の固定方法
3か月前
カヤバ株式会社
緩衝装置
3か月前
株式会社ノーリツ
分配弁
23日前
協和工業株式会社
空気弁
3か月前
株式会社ナジコ
自在継手
4か月前
個人
角型菅の連結構造及び工法
3か月前
日東精工株式会社
樹脂被覆ねじ
2か月前
株式会社ノーリツ
分配弁
23日前
個人
固着具と固着具の固定方法
11日前
個人
固着具と固着具の固定方法
12日前
個人
固着具と固着具の固定方法
9日前
株式会社不二工機
電動弁
2か月前
株式会社不二工機
逆止弁
4か月前
株式会社ノーリツ
分配弁
23日前
日東電工株式会社
断熱材
1か月前
個人
固着具と固着具の固定方法
1か月前
日東精工株式会社
弾性鍔付きねじ
16日前
AWJ株式会社
配管支持具
2か月前
日東精工株式会社
座金組込みねじ
2か月前
太陽工業株式会社
金属板結合方法
1か月前
株式会社能重製作所
固定具
3か月前
日東精工株式会社
座金組込みねじ
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ