TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025075217
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186221
出願日
2023-10-31
発明の名称
微細粉末形成用の切削工具及び微細粉末形成方法
出願人
日産自動車株式会社
,
株式会社内山刃物
,
学校法人東京電機大学
代理人
IBC一番町弁理士法人
主分類
B23C
5/10 20060101AFI20250508BHJP(工作機械;他に分類されない金属加工)
要約
【課題】成形(造形)に用いるのに適した金属微粒子を切削加工の切削粉として効率よく形成することのできる、微細粉末形成用の切削工具及び微細粉末形成方法を提供する。
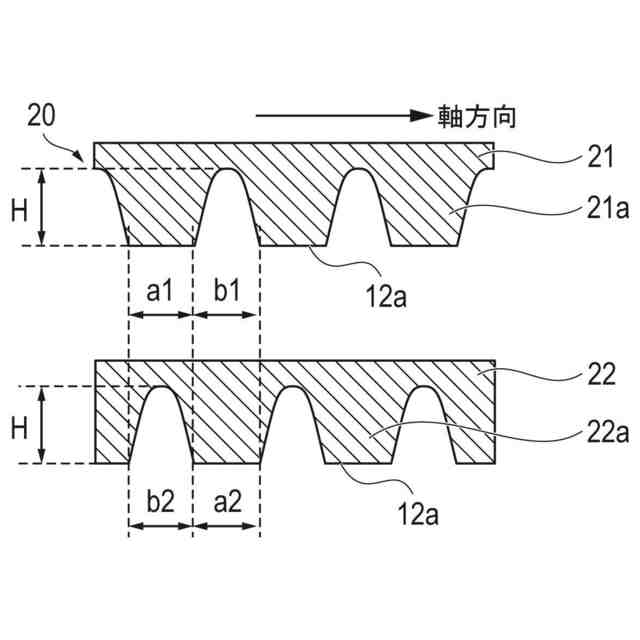
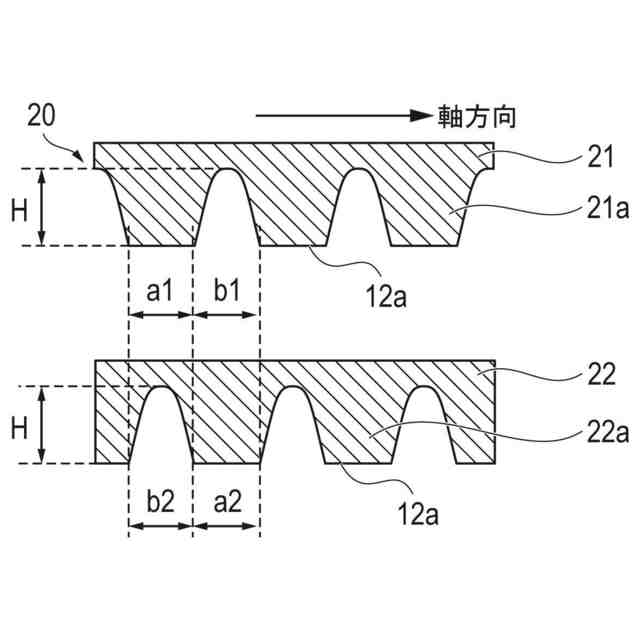
【解決手段】微細粉末形成用の切削工具10において、n個(n≧2)のくし刃列21、22のそれぞれは、軸方向に隣り合うくし刃21a、22aの間隔b1、b2が、他のくし刃列におけるくし刃の一つの刃幅a2、a1の寸法に等しい(n=2のとき)又は他のくし刃列のそれぞれにおけるくし刃の一つの刃幅の合計寸法に等しい(n≧3のとき)。微細粉末形成方法においては、上記の切削工具における工具回転軸を回転させ、n個(n≧2)のくし刃列のうちの一のくし刃列におけるくし刃によってワークを切削する。その後に、ワークに残る凸部を他のくし刃列におけるくし刃によって連続的に切り出して、切削粉を微細粉末粒子として得る。
【選択図】図1C
特許請求の範囲
【請求項1】
金属製のワークを切削することによって微細粉末を形成するための切削工具であって、
複数のくし刃が工具回転軸の軸方向に間隔を隔てて配置されたn個(n≧2)のくし刃列を有し、
n個(n≧2)の前記くし刃列は、前記工具回転軸の円周方向に間隔を隔てて配置され、
n個(n≧2)の前記くし刃列は、前記くし刃の前記軸方向の位置が互いにオフセットし、
n個(n≧2)の前記くし刃列のそれぞれは、前記軸方向に隣り合う前記くし刃の間隔が、他の前記くし刃列における前記くし刃の一つの刃幅の寸法に等しい(n=2のとき)又は他の前記くし刃列のそれぞれにおける前記くし刃の一つの刃幅の合計寸法に等しい(n≧3のとき)、微細粉末形成用の切削工具。
続きを表示(約 620 文字)
【請求項2】
n個(n≧2)の前記くし刃列のそれぞれは、前記くし刃の一つの刃幅の寸法が、他の前記くし刃列における前記くし刃の一つの刃幅の寸法に等しい、請求項1に記載の微細粉末形成用の切削工具。
【請求項3】
n個(n≧2)の前記くし刃列のうちの一の前記くし刃列は、前記くし刃の一つの刃幅の寸法が、他の前記くし刃列における前記くし刃の一つの刃幅の寸法と異なる、請求項1に記載の微細粉末形成用の切削工具。
【請求項4】
請求項1~3のいずれか1つに記載の切削工具を用いて、金属製の前記ワークを切削することによって微細粉末を形成する微細粉末形成方法であって、
前記工具回転軸を回転させ、n個(n≧2)の前記くし刃列のうちの一の前記くし刃列における前記くし刃によって前記ワークを切削した後に、前記ワークに残る凸部を他の前記くし刃列における前記くし刃によって連続的に切り出して、切削粉を微細粉末粒子として得る、微細粉末形成方法。
【請求項5】
前記くし刃の刃幅を前記微細粉末粒子の目標粒径に揃えて前記ワークを切削する、請求項4に記載の微細粉末形成方法。
【請求項6】
切込み量を前記くし刃の高さ以下にして前記ワークを切削する、請求項4に記載の微細粉末形成方法。
【請求項7】
前記ワークを回転させながら切削する、請求項4に記載の微細粉末形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、微細粉末形成用の切削工具及び微細粉末形成方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
下記特許文献1は、切削加工によって生じる切削屑を回収し、切削屑から金属微粒子(切削粉)を分離する方法を開示している。分離された金属微粒子(切削粉)は樹脂と混合されて射出成形に用いられる。
【先行技術文献】
【特許文献】
【0003】
特開2017-206728号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された方法では、切削加工時に切削屑(切削粉)の大きさや形状を制御していないため、切削屑から所望の切削粉を分離(選別)する必要がある。また、分離できた切削粉は、その切削粉の大きさに適した成形(造形)法にしか使用できない。さらに、切削屑の全てを成形に用いることはできず、切削粉の歩留まりが悪い。
【0005】
そこで、本発明は、成形(造形)に用いるのに適した金属微粒子を切削加工の切削粉として効率よく形成することのできる、微細粉末形成用の切削工具及び微細粉末形成方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するための本発明の微細粉末形成用の切削工具は、金属製のワークを切削することによって微細粉末を形成するための切削工具であって、複数のくし刃が工具回転軸の軸方向に間隔を隔てて配置されたn個(n≧2)のくし刃列を有し、n個(n≧2)の前記くし刃列は、前記工具回転軸の円周方向に間隔を隔てて配置され、n個(n≧2)の前記くし刃列は、前記くし刃の前記軸方向の位置が互いにオフセットする。n個(n≧2)の前記くし刃列のそれぞれは、前記軸方向に隣り合う前記くし刃の間隔が、他の前記くし刃列における前記くし刃の一つの刃幅の寸法に等しい(n=2のとき)又は他の前記くし刃列のそれぞれにおける前記くし刃の一つの刃幅の合計寸法に等しい(n≧3のとき)。
【0007】
また、本発明の微細粉末形成方法は、上記の切削工具を用いて、金属製の前記ワークを切削することによって微細粉末を形成する微細粉末形成方法であって、前記工具回転軸を回転させ、n個(n≧2)の前記くし刃列のうちの一の前記くし刃列における前記くし刃によって前記ワークを切削した後に、前記ワークに残る凸部を他の前記くし刃列における前記くし刃によって連続的に切り出して、切削粉を微細粉末粒子として得る。
【発明の効果】
【0008】
本発明によれば、成形(造形)に用いるのに適した金属微粒子を切削加工の切削粉として効率よく形成することができる。
【図面の簡単な説明】
【0009】
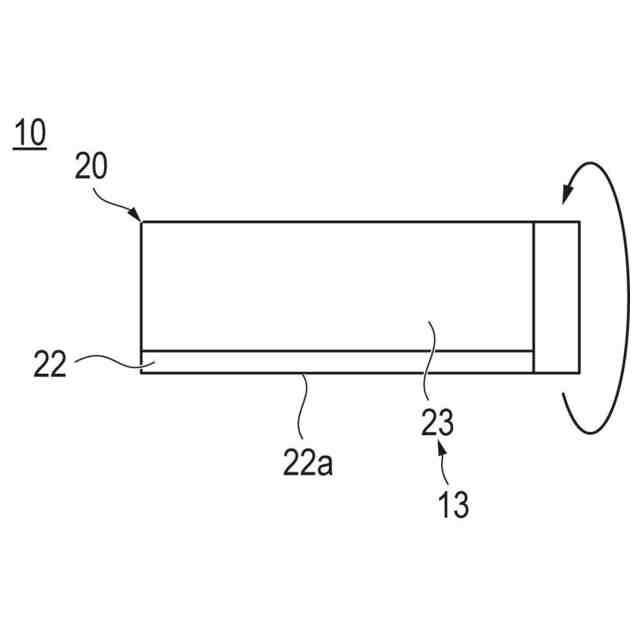
実施形態に係る2枚刃の切削工具を示す正面図である。
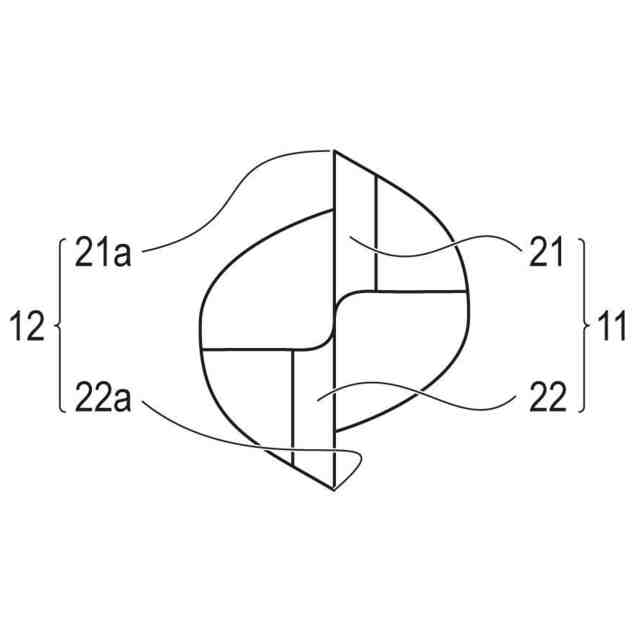
実施形態に係る2枚刃の切削工具を示す側面図である。
実施形態に係る2枚刃の切削工具において2個のくし刃列の説明に使用する模式図である。
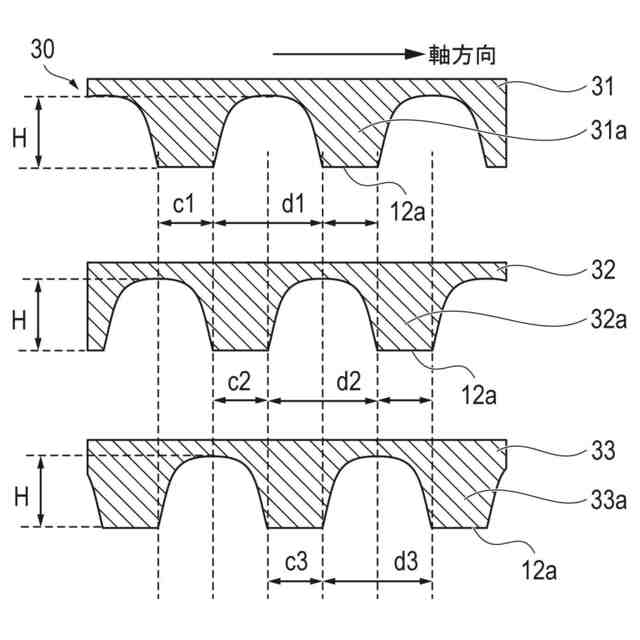
実施形態に係る3枚刃の切削工具を示す正面図である。
実施形態に係る3枚刃の切削工具を示す側面図である。
実施形態に係る3枚刃の切削工具において3個のくし刃列の説明に使用する模式図である。
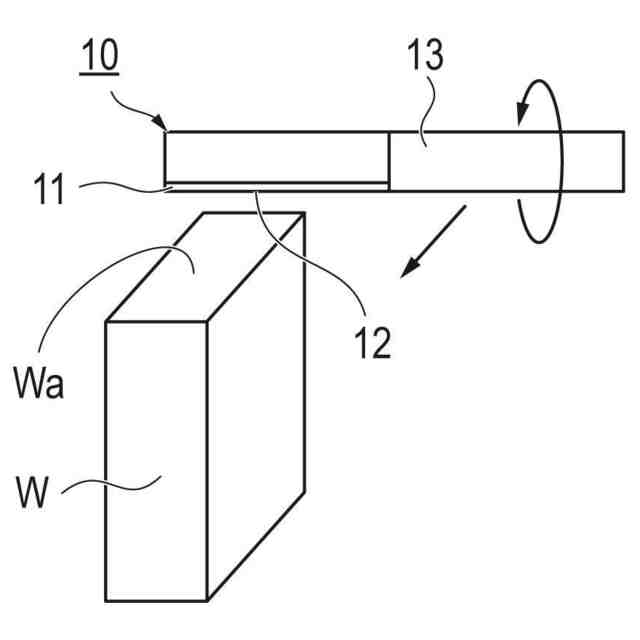
実施形態に係る切削工具を用いて金属製のワークを切削することによって微細粉末を形成する様子を示す模式図である。
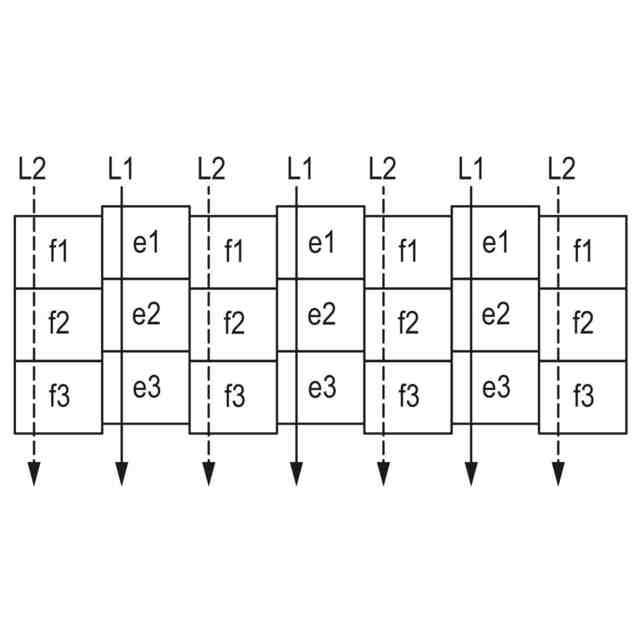
ワーク表面の加工面を示す図である。
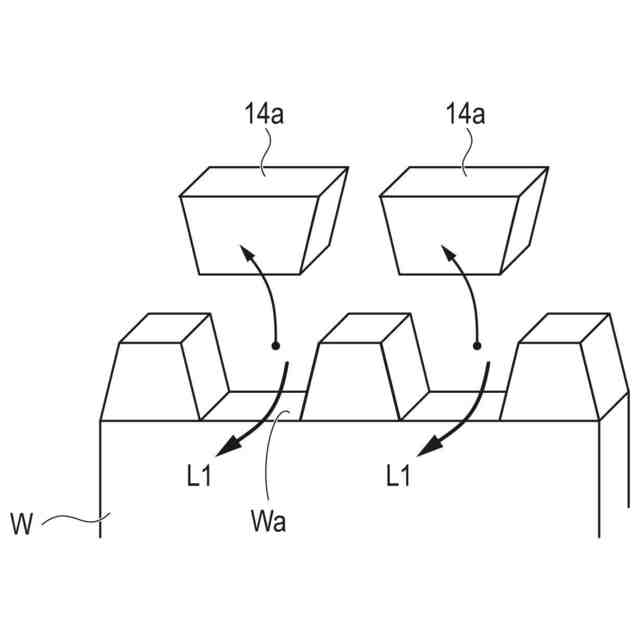
一のくし刃列におけるくし刃によってワークを切削する様子を示す模式図である。
図4Aに示される状態から、ワークに残る凸部を他のくし刃列におけるくし刃によって連続的に切り出す様子を示す模式図である。
変形例1に係る2枚刃の切削工具において2個のくし刃列の説明に使用する模式図である。
変形例2に係る微細粉末を形成する様子を示す模式図である。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態について、図面を参照しながら詳細に説明する。ここで示す実施形態は、本発明の技術的思想を具体化するために例示するものであって、本発明を限定するものではない。よって、本発明の要旨を逸脱しない範囲で当業者等により考え得る実施可能な他の形態、実施例及び運用技術等は全て本発明の範囲、要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
10日前
個人
加工機
4日前
株式会社不二越
ドリル
3日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
2か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
3日前
日進工具株式会社
エンドミル
20日前
株式会社アンド
半田付け方法
3日前
エフ・ピー・ツール株式会社
リーマ
20日前
株式会社ダイヘン
多層盛り溶接方法
18日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
2か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社不二越
超硬合金製ドリル
16日前
株式会社コスメック
クランプ装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社ダイヘン
溶接装置
1か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
スカイビングカッタ
1か月前
個人
管の切断装置及び管の切断方法
18日前
株式会社不二越
通り穴加工用タップ
24日前
日東精工株式会社
はんだこて先の製造方法
5日前
トヨタ自動車株式会社
レーザ加工機
1か月前
豊田鉄工株式会社
レーザー溶接装置
2か月前
オーエスジー株式会社
ドリル
1か月前
株式会社マキタ
ジグソー
1か月前
株式会社恵信工業
アプセット溶接方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































