TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025074400
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023185172
出願日
2023-10-30
発明の名称
数値制御装置、制御方法、及び記憶媒体
出願人
ブラザー工業株式会社
代理人
個人
主分類
B23Q
15/12 20060101AFI20250507BHJP(工作機械;他に分類されない金属加工)
要約
【課題】びびり振動を抑制し加工面品位を向上させる数値制御装置、制御方法、及び記憶媒体を提供する。
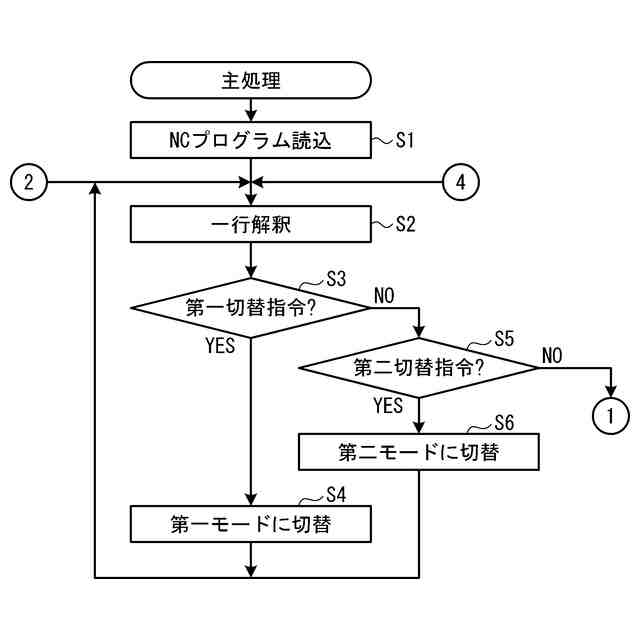
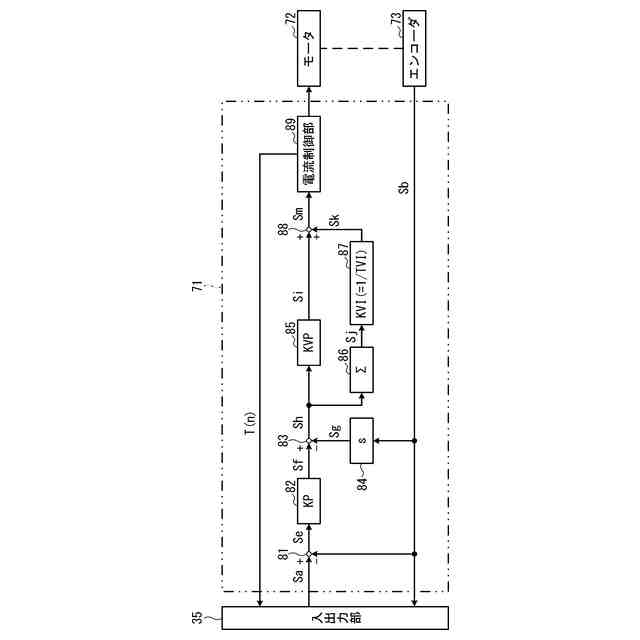
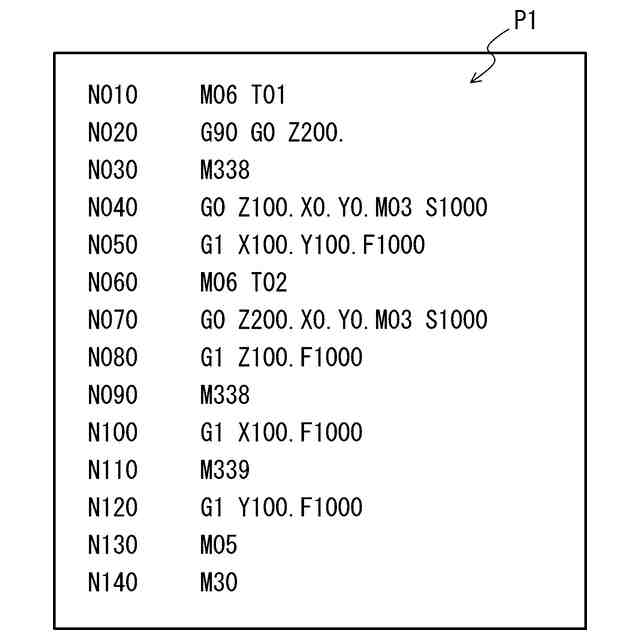
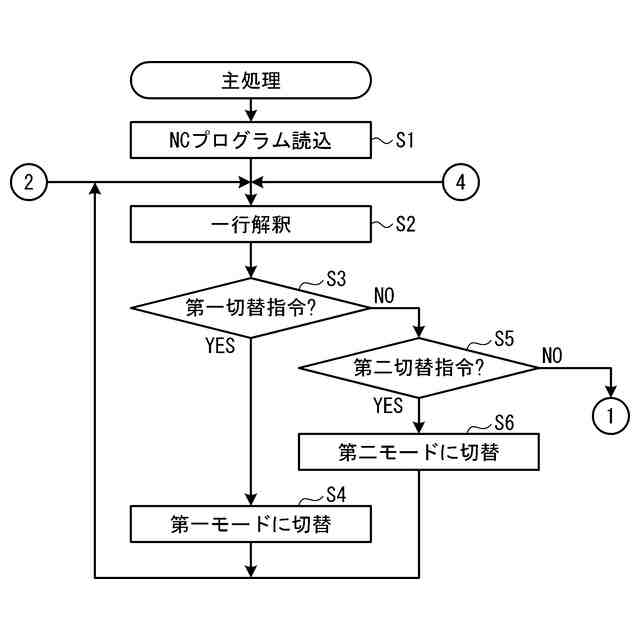
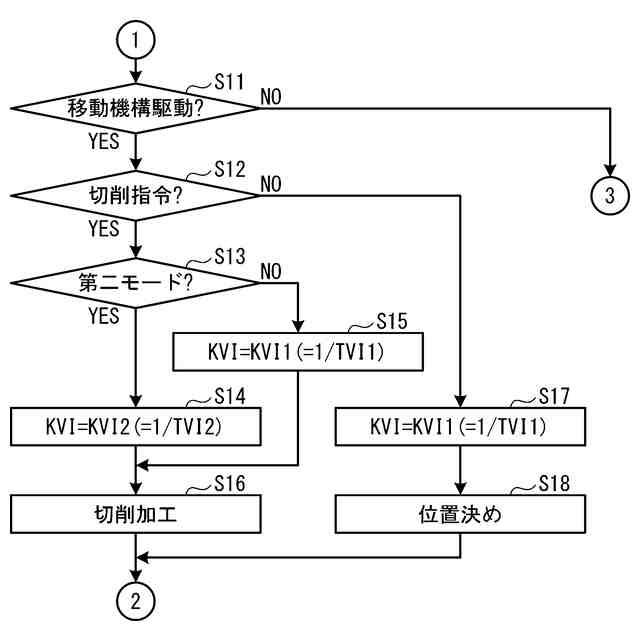
【解決手段】数値制御装置はNCプログラムの実行時において第一切替指令により、切削指令に基づきモータを駆動する時の制御モードを第一モードに切り替える(S4)。第一モードは、切削指令に基づきモータを駆動する時のKVIの大きさをKVI1とする制御モードである。数値制御装置はNCプログラムの実行時において第二切替指令により、切削指令に基づきモータを駆動する時の制御モードを第二モードに切り替える(S6)。第二モードは、切削指令に基づきモータを駆動する時のKVIの大きさをKVI2とする制御モードである。KVI2の大きさは、KVI1の大きさよりも小さい。
【選択図】図7
特許請求の範囲
【請求項1】
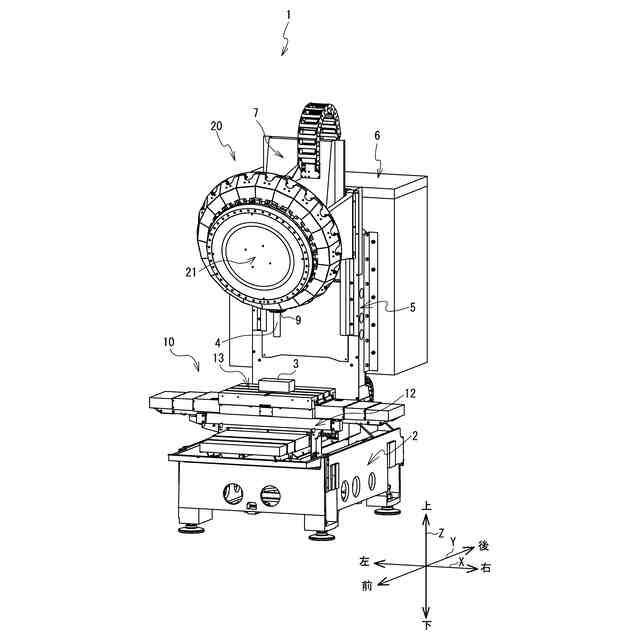
工具を装着し且つ回転する主軸と、被削材を固定するテーブルと、前記主軸と前記テーブルとを相対移動させる移動機構と、前記移動機構を駆動するサーボモータとを備えた工作機械を、前記被削材を加工するための複数の制御指令を含む加工プログラムに基づき、制御する数値制御装置において、
前記加工プログラムに従って前記被削材を前記工具により加工するときの前記サーボモータの制御モードであって、前記制御指令に基づき、速度ループに関するゲインの大きさを第一ゲインとする第一モード、又は前記速度ループに関するゲインの大きさを前記第一ゲインよりも小さい第二ゲインとする第二モードの何れかの前記制御モードに切り替える切替手段を備えること
を特徴とする数値制御装置。
続きを表示(約 1,300 文字)
【請求項2】
前記速度ループに関するゲインは、速度ループ積分ゲインであることを特徴とする請求項1に記載の数値制御装置。
【請求項3】
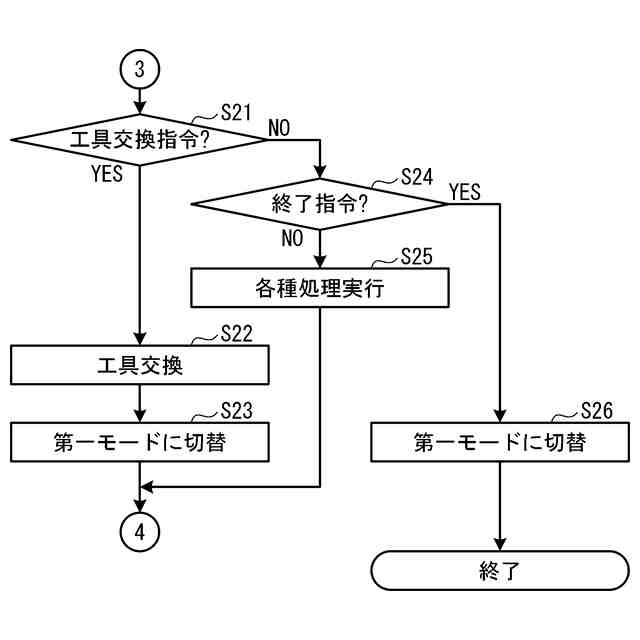
前記制御指令に基づき、前記加工プログラムを終了するか否かを判定する終了判定手段を備え、
前記終了判定手段により前記加工プログラムを終了すると判定された場合、前記切替手段は前記制御モードを前記第一モードに切り替えること
を特徴とする請求項1に記載の数値制御装置。
【請求項4】
前記制御指令に基づき、前記主軸に装着された前記工具を交換するか否かを判定する交換判定手段を備え、
前記交換判定手段により前記工具を交換すると判定された場合、前記切替手段は前記制御モードを前記第一モードに切り替えること
を特徴とする請求項1に記載の数値制御装置。
【請求項5】
前記制御指令が前記サーボモータにより前記移動機構を駆動させるための指令であるか否かを判定する駆動判定手段と、
前記駆動判定手段により前記移動機構を駆動させるための指令であると判定された場合に、前記移動機構を駆動させるための指令が、前記工具により前記被削材を加工するための指令であるか否かを判定する加工判定手段と、
前記加工判定手段により前記被削材を加工するための指令でないと判定された場合、前記速度ループに関するゲインを前記第一ゲインとして前記サーボモータを制御することで、前記制御指令に基づき前記移動機構を駆動させる位置決め手段とを備えること
を特徴とする請求項1に記載の数値制御装置。
【請求項6】
工具を装着し且つ回転する主軸と、被削材を固定するテーブルと、前記主軸と前記テーブルとを相対移動させる移動機構と、前記移動機構を駆動するサーボモータとを備えた工作機械を、前記被削材を加工するための複数の制御指令を含む加工プログラムに基づき、制御する制御方法において、
前記加工プログラムに従って前記被削材を前記工具により加工するときの前記サーボモータの制御モードであって、前記制御指令に基づき、速度ループに関するゲインの大きさを第一ゲインとする第一モード、又は前記速度ループに関するゲインの大きさを前記第一ゲインよりも小さい第二ゲインとする第二モードの何れかの前記制御モードに切り替える切替工程を備えること
を特徴とする制御方法。
【請求項7】
工具を装着し且つ回転する主軸と、被削材を固定するテーブルと、前記主軸と前記テーブルとを相対移動させる移動機構と、前記移動機構を駆動するサーボモータとを備えた工作機械を、前記被削材を加工するための複数の制御指令を含む加工プログラムに基づき、制御するコンピュータに、
前記加工プログラムに従って前記被削材を前記工具により加工するときの前記サーボモータの制御モードであって、前記制御指令に基づき、速度ループに関するゲインの大きさを第一ゲインとする第一モード、又は前記速度ループに関するゲインの大きさを前記第一ゲインよりも小さい第二ゲインとする第二モードの何れかの前記制御モードに切り替える切替処理を実行させるための制御プログラムを記憶した記憶媒体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、数値制御装置、制御方法、及び記憶媒体に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
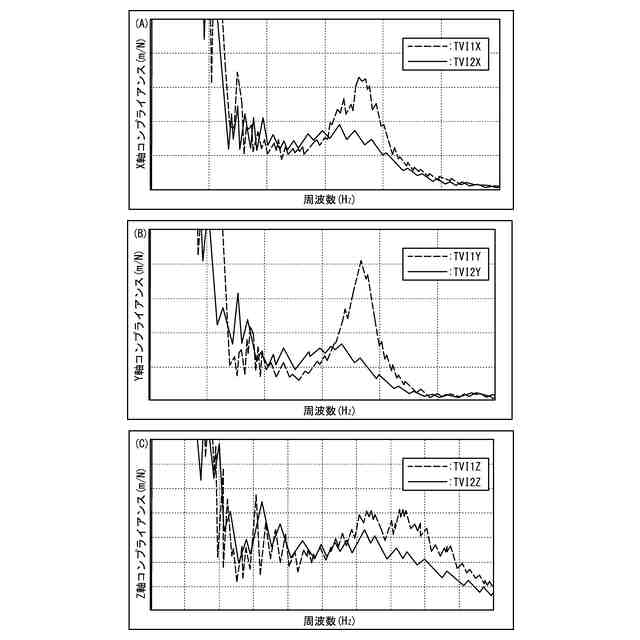
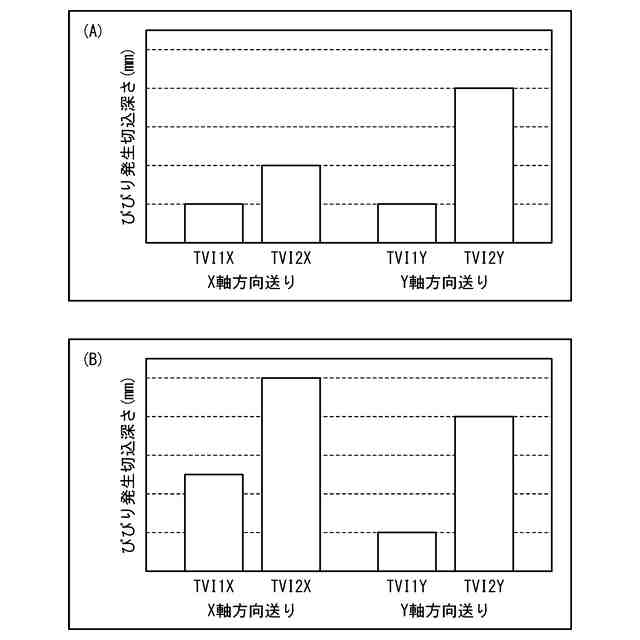
数値制御装置は加工負荷が大きい重切削で主軸の回転数が低下した状態でもサーボエラーを発生することなく加工を継続できるものがある。特許文献1の数値制御装置は主軸の実回転速度を検出する。主軸の実回転速度が所定以下の場合、数値制御装置は加工負荷が大きい重切削の状態であると判定する。重切削では、テーブル由来のびびり振動が発生し切削負荷が変動するため、被削材の加工面品位が低下する。特許文献1の数値制御装置は主軸の回転数の変動を検出するとテーブルを駆動するモータの速度ループ積分ゲイン(Kvi)を基準Kviから重切削Kviに変更する。重切削Kviの値は基準Kviの値よりも小さい。重切削Kviに変更することで、テーブルの振動周波数特性のピークが小さくなるので、重切削において発生するテーブル由来のびびり振動が小さくなる。
【先行技術文献】
【特許文献】
【0003】
特開2016-189039号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記数値制御装置は主軸の実回転速度を条件としてKviを小さくする。故に上記数値制御装置では、びびり振動が発生していても主軸の実回転速度が所定以下に低下しない場合はKviを小さくできず、びびり振動により加工面品位が低下するという問題点がある。
【0005】
本発明の目的は、びびり振動を抑制し加工面品位を向上させる数値制御装置、制御方法、及び記憶媒体を提供することである。
【課題を解決するための手段】
【0006】
本発明の第一態様に係る数値制御装置は、工具を装着し且つ回転する主軸と、被削材を固定するテーブルと、前記主軸と前記テーブルとを相対移動させる移動機構と、前記移動機構を駆動するサーボモータとを備えた工作機械を、前記被削材を加工するための複数の制御指令を含む加工プログラムに基づき、制御する数値制御装置において、前記加工プログラムに従って前記被削材を前記工具により加工するときの前記サーボモータの制御モードであって、前記制御指令に基づき、速度ループに関するゲインの大きさを第一ゲインとする第一モード、又は前記速度ループに関するゲインの大きさを前記第一ゲインよりも小さい第二ゲインとする第二モードの何れかの前記制御モードに切り替える切替手段を備えることを特徴とする。
【0007】
第一態様の数値制御装置は、第一モードにおいて、速度ループに関するゲインの大きさを第一ゲインとする。数値制御装置は、第二モードにおいて、被削材を加工するときの速度ループに関するゲインの大きさを第二ゲインとする。数値制御装置は第一モードから第二モードに切り替えることでゲインの大きさを小さくし、被削材を加工するときにびびり振動を抑制する。数値制御装置はびびり振動を抑制し加工面品位を向上させることができる。
【0008】
数値制御装置において、前記速度ループに関するゲインは、速度ループ積分ゲインであってもよい。この場合、低周波数帯におけるサーボモータの応答性が変化する。よって、数値制御装置は低周波数帯でのびびり振動を抑制できる。
【0009】
数値制御装置は、前記制御指令に基づき、前記加工プログラムを終了するか否かを判定する終了判定手段を備え、前記終了判定手段により前記加工プログラムを終了すると判定された場合、前記切替手段は前記制御モードを前記第一モードに切り替えてもよい。この場合、加工プログラムが開始されたときの制御モードが第一モードとなるので、数値制御装置は被削材を精度よく加工できる。
【0010】
数値制御装置は、前記制御指令に基づき、前記主軸に装着された前記工具を交換するか否かを判定する交換判定手段を備え、
前記交換判定手段により前記工具を交換すると判定された場合、前記切替手段は前記制御モードを前記第一モードに切り替えてもよい。この場合、主軸に装着された工具を交換されたときに制御モードが第一モードに切り替えられるので、数値制御装置は装着された工具により被削材を精度よく加工できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
11日前
個人
加工機
5日前
株式会社不二越
ドリル
4日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
2か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
日進工具株式会社
エンドミル
21日前
株式会社アンド
半田付け方法
4日前
株式会社アンド
半田付け方法
4日前
エフ・ピー・ツール株式会社
リーマ
21日前
株式会社ダイヘン
多層盛り溶接方法
19日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
超硬合金製ドリル
17日前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
管用テーパタップ
1か月前
オークマ株式会社
工作機械
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
スカイビングカッタ
1か月前
個人
管の切断装置及び管の切断方法
19日前
株式会社不二越
通り穴加工用タップ
25日前
スター精密株式会社
工作機械
2か月前
日東精工株式会社
はんだこて先の製造方法
6日前
トヨタ自動車株式会社
レーザ加工機
1か月前
豊田鉄工株式会社
レーザー溶接装置
2か月前
オーエスジー株式会社
ドリル
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































